Изобретение относится к области обработки металлов давлением, а именно к изотермической штамповке и может быть использовано при изготовлении тонкостенных заготовок развитых в плане, имеющих сложнопрофильную внешнюю донную часть.
Целью изобретения является повышение качества изделий и производительности процесса при изготовлении тонкостенных изделий, имеющих внешнюю донную часть со сложным профилем.
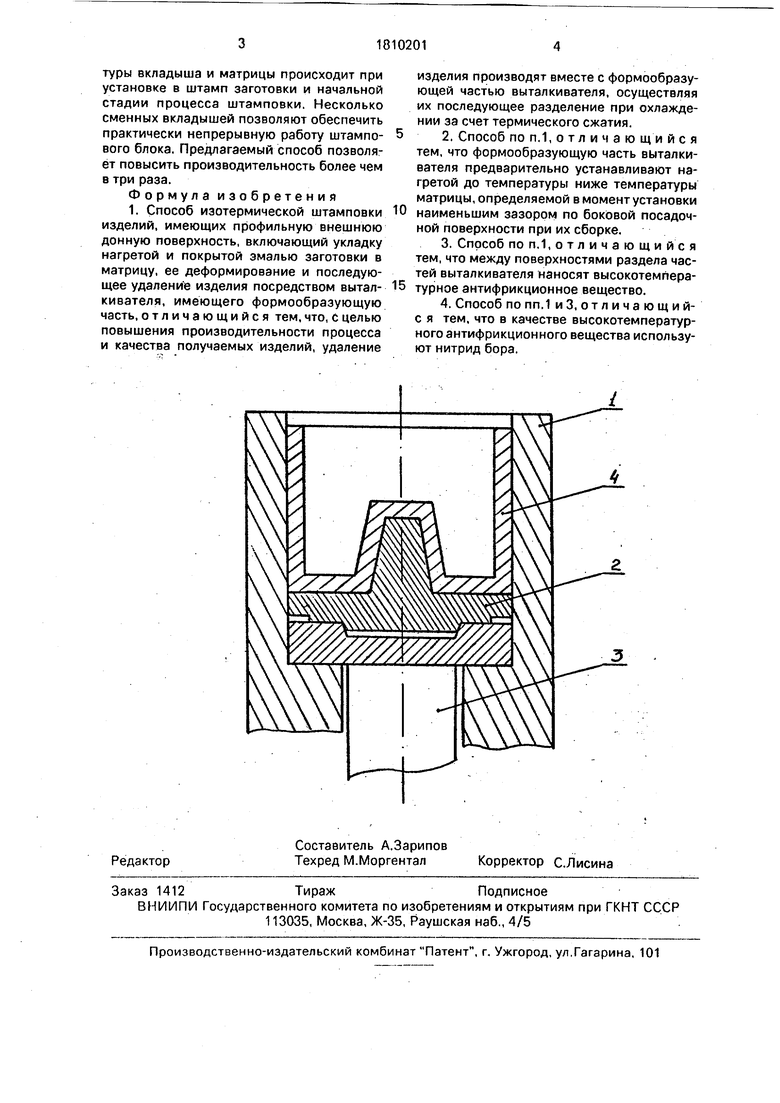
На чертеже представлен эскиз штампо- вого блока, реализующего предлагаемый способ.
Блок состоит из матрицы 1 и выталкивателя, состоящего из двух частей, сменного вкладыша 2 и собственно выталкивателя 3, позицией 4 обозначена штампуемая деталь.
Пример. Заготовку корпуса подшипника из титанового сплава ВТ20 покрывают стеклоэмалью ЭВТ-24 и нагревают в эл.печи до температуры 960°С, Нагретую заготовку помещают в штамп изотермической установки с температурой 960°С и производят деформирование. Отштампованную заготовку извлекают из матрицы с помощью составного выталкивателя, формообразующая часть которого выполнена съемной (см. рис.). Деталь вместе со съемной частью выталкивателя (сменным вкладышем) удаляют из штампа с помощью клещей или манипулятора. После охлаждения вкладыш легко отделяется от детали. На его поверхности соприкасающиеся (смежные) с поверхностями стационарной части выталкивателя, наносится нитрид бора, производится нагрев до температуры порядка 900°С и размещение его в матрице для последующего цикла штамповки. Выравнивание темпера00
о
ю о
туры вкладыша и матрицы происходит при установке в штамп заготовки и начальной стадии процесса штамповки. Несколько сменных вкладышей позволяют обеспечить практически непрерывную работу штампо- вого блока. Предлагаемый способ позволяет повысить производительность более чем в три раза.
Формула изобретения 1. Способ изотермической штамповки изделий, имеющих профильную внешнюю донную поверхность, включающий укладку нагретой и покрытой эмалью заготовки в матрицу, ее деформирование и последующее удаление изделия посредством выталкивателя, имеющего формообразующую часть, отличающийся тем, что, с целью повышения производительности процесса и качества получаемых изделий, удаление
изделия производят вместе с формообразу- ющей частью выталкивателя, осуществляя их последующее разделение при охлаждении за счет термического сжатия.
2. Способ по п.1, о т л и ч а ю щи и с я тем, что формообразующую часть выталкивателя предварительно устанавливают нагретой до температуры ниже температуры матрицы, определяемой в момент установки
наименьшим зазором по боковой посадочной поверхности при их сборке.
3. Способ по п.1,отличающийся тем, что между поверхностями раздела частей выталкивателя наносят высокотемпера- турное антифрикционное вещество.
4. Способ по пп.1 и 3, о т л и ч а ю щ и й- с я тем, что в качестве высокотемпературного антифрикционного вещества используют нитрид бора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей изотермической штамповки в закрытых штампах | 1990 |
|
SU1794577A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ штамповки поковок и устройство для его осуществления | 1983 |
|
SU1238869A1 |
| Способ изотермической штамповки | 1981 |
|
SU1006015A1 |
| ИЗОТЕРМИЧЕСКИЙ ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2023 |
|
RU2820432C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| Способ смазывания штампов перед объемной штамповкой | 1985 |
|
SU1278090A1 |
| Способ протермического обратного выдавливания пустотелых деталей | 1981 |
|
SU1007807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ С ЛОПАТКАМИ ТИПА "БЛИСК" (BАРИАНТЫ) И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2450883C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
Сущность изобретения: способ изотермической штамповки включает укладку заготовки, покрытой эмалью, в штамп, ее деформирование и последующее удаление при помощи выталкивателя. Изделие удаляют вместе с прилегающей к ней формообра- зующей частью выталкивателя с последующим их разделением после охлаждения за счет разницы в коэффициентах температурного расширения. Удаляемую часть выталкивателя в последующих за первым циклах штамповки рекомендуется уста- навливать в штампе, нагретом до температуры ниже температуры матрицы на величину, обеспечивающую достаточный зазор при их сборке. Рекомендуется между поверхностями раздела частей выталкивателя наносить антифрикционное вещество, например нитрид бора. 3 з.п. ф-лы, 1 ил.
| Фиглин С.З | |||
| и др | |||
| Изотермическое деформирование металлов | |||
| - М.: Машиностроение, 1978 | |||
| с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
