Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечно-прессовом производстве для определения деформированного состояния поковок.
Целью изобретения является снижение трудоемкости процесса нанесения и фиксации координатных сеток и повышение точности определения кинематических и энергосиловых параметров,
На чертеже иллюстрируется предлагаемый способ.
Способ осуществляется следующим образом.
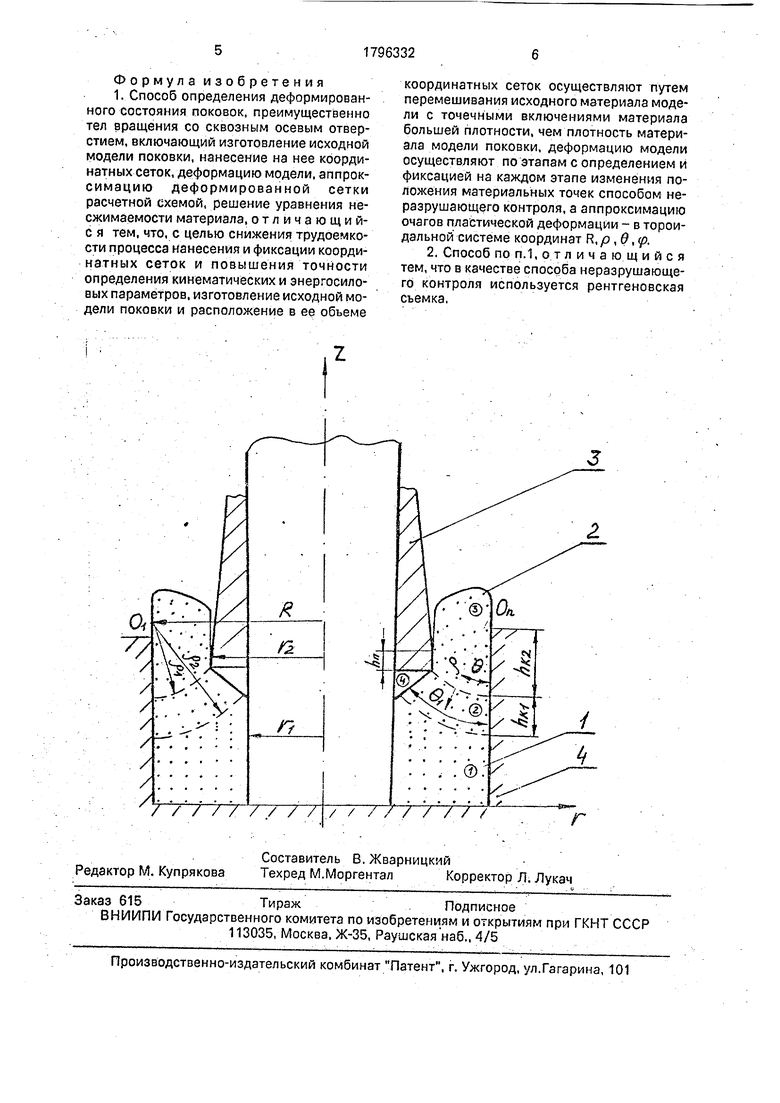
Материал исходной модели поковки 1 (пластилин, воск и т.п.) перемешивают с точечными включениями 2 материала боль шей плотности (свинец, сталь и т.п.), чем плотность материзла модели поковки I, после чего осуществляют деформацию модели поковки.1 по этапам внешним прошивнем 3 телескопического пуансона в контейнере 4 и фиксируют на каждом этапе
изменения положения материальных точек 2 способом неразрушающего контроля (ультразвук, рентгеновская съемка).
После этого, на основе анализа картины деформации, осуществляют аппроксимацию очагов пластической деформации в торроидальнрй системе координат (фиг.1), где уравнения криволинейных поверхностей границ пластических областей имеют вид р рп (&) . Затем записывают выражения для компонентов скоростей деформации исследуемых областей и с помощью энергетического метода определяют энергосиловые параметры прошивки.
Пример. Изобретение осуществляется следующим образом. Исходную цилиндрическую модель поковки 1 из пластилина разрезают и на меридиональном сечении модели в координатные узлы помещают точечные включения 2 из свинца.
После этого обе половинки модели поковки соединяют и осуществляют деформацию модели на требуемую глубину внешним
VI
О
о
ы ы го
прошивнем 3 телескопического пуансона вWp Wi -f WAi2 + Мд2з + Л/Д24 4контейнере4.+WTn + WrKi +WrK2
После чего прошитую модель поковкиw мощность внешней деформируюпросвечивают рентгеновскими лучами силы, приложенной к внешнему фофикеируют на светочувствительном матери- телескопического пуансона;
але состояние координатных узлов без разъ-... лд/;,2 -«г12 л / .
вма модели и нарушения сплошностиw| М(щность сил в обла.
материала.«
Полученную деформированную точеч-
ную сетку аппроксимируют в принятой сие- .10 Wi / f oj и (R-psfn в)а равао
теме координат.о о
Жесткие области 1 ИЗ отнесены к ци- Л/Д12 - мощность сдвига на границе
линдрической системе координат , аобластей 1 и2пластическая область 2 - к торроидальной2пО}
системе координат W-Дк // (Н-р25 пв)р2а(рав;
Для пластической области 2 записыва-о о v
ют выражения компонентов скорости де-.
формации в виде: Л/Д2з - мощность сдвига на границе
.-gfl. Уя , V/osIng У-, -областей 2 и.3;
йр1 ёу / R-psIn 20-zwft «
. л 1 3VnWAM // :&AVoStn0()piapa0;
. Wy° °.
Для. определения поля скоростейWA24-мощностьсил среза на границе
Vp(p,@) частиц в очаге деформации ис- „5 -
пользуют уравнения несжимаемости мате-ласте Јд
РИЗЛа: 3Vo , S|n0WA24 // (R-psin)
& I &л & -; ° VP I / I Sin ( 44/ - О Gl v
fle + - -Kp-R-psm v 1
0 . 30VVrn мощность сил трения на калибруи условия неразрывности нормальных со- ющем пояске пуансона;
ставляющих скорости деформации на гра- ... 2тгнп
ницахочага деформации:. Wrn,f j тгк|- V0- VzaMatfaz;
Vp(p, 5) AV0cos0j о а ..-:.
Произведя необходимые преобразова- 35WrK1 - мощность сил трения на стенках
ния получают выражения для компонентовконтейнера в области 2:
скорости деформации в виде: ;атг к
V0cos ()WrKl //
Р2 R p2Sln 40WrK2 мощность сил трения на стенках
Јб о cos R-psin 6 контейнера в области 3:
.. flp2 (R -/oa-slng)slng.,w v .
§(/ Vocos О1- --f--:-- - -;w -jj TK VzaRac/ofz,
p2 (R-psin6f)2 oo.-.v/y V / (R-p2 slnp) 45P удельное усилие деформации;
Tpf. . о о ,-р psjn x V0 - скорость деформирования;
( р 2 лoi-предел текучести металла в конкретxlfo -pslnfosln-fl.- д ;ных режимах деформации;
n-p2s nu§-интенсивность скоростей деформакоторые полностью определяют деформи- enцш1
рованное состояние модели поковки. А-коэффициент вытяжки;
Энергосиловые параметры определи-Гк К0нтактные напряжения трения,
ют на основе знергетического метода ба-. .
ланса мощностей: , .
Ф о р м у л а и з о б р е те н и я 1. Способ определения деформированного состояния поковок, преимущественно тел вращения со сквозным осевым отверстием, включающий изготовление исходной модели поковки, нанесение на нее координатных сеток, деформацию модели, аппроксимацию деформированной сетки расчетной схемой, решение уравнения несжимаемости материала, отличающий- с я тем, что, с целью снижения трудоемкости процесса нанесения и фиксации координатных сеток и повышения точности определения кинематических и энергосиловых параметров, изготовление исходной модели поковки и расположение в ее объеме
координатных сеток осуществляют путем перемешивания исходного материала модели с точечными включениями материала большей плотности, чем плотность материала модели поковки, деформацию модели осуществляют по этапам с определением и фиксацией на каждом этапе изменения положения материальных точек способом неразрушающего контроля, а аппроксимацию очагов пластической деформации - в тороидальной системе координат R,p, в, ср.
2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что в качестве способа неразрушающе- го контроля используется рентгеновская съемка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для исследования напряженно-деформированного состояния | 1981 |
|
SU946707A1 |
| СПОСОБ ИСПЫТАНИЙ МАТЕРИАЛОВ ДЛЯ ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРИ ПОЛУЧЕНИИ ПОЛЫХ ЗАГОТОВОК ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2015 |
|
RU2625545C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ ДЕФОРМИРОВАНИЯ | 2013 |
|
RU2537341C2 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Способ определения физико-механических свойств материала поковок | 1983 |
|
SU1202676A2 |
| Способ определения коэффициента трения материалов | 2016 |
|
RU2654901C2 |
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1981 |
|
SU986522A1 |
| Способ определения физико-механических свойств материала поковок | 1981 |
|
SU1026913A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ | 2013 |
|
RU2537105C2 |
| Способ определения параметров напряженно-деформированного состояния материала при его осесимметричной пластической деформации | 1990 |
|
SU1802301A1 |
Использование: обработка металлов давлением. В кузнечно-прессовом производстве для определения деформированного состояния поковок. Сущность изобретения: координатные сетки располагают в объеме модели поковки в виде точечных включений. Для этого перемешивают материал модели с точечными включениями материала большей плотности. По этапам деформирования осуществляют фиксацию расположения материальных точек. Фиксирование ведут методом неразрушающего контроля. Тз. п, ф-лы, 1 ил.
| Русев В.Д | |||
| Усовершенствование метода координатных сеток для решения упругих и пластических задач | |||
| - Вестник Харьковского политехнического института, 1983, Мг 198, Прогрессивная технология, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
