Изобретение относится к обработке металлов давлением и может быть использовано при холодной высадке и выдавливании деталей..
Целью изобретения является увеличение стойкости матрицы путем создания повышенных натягов и твердости в зонах элементов сборной матрицы, испытывающих максимальные нагрузки.
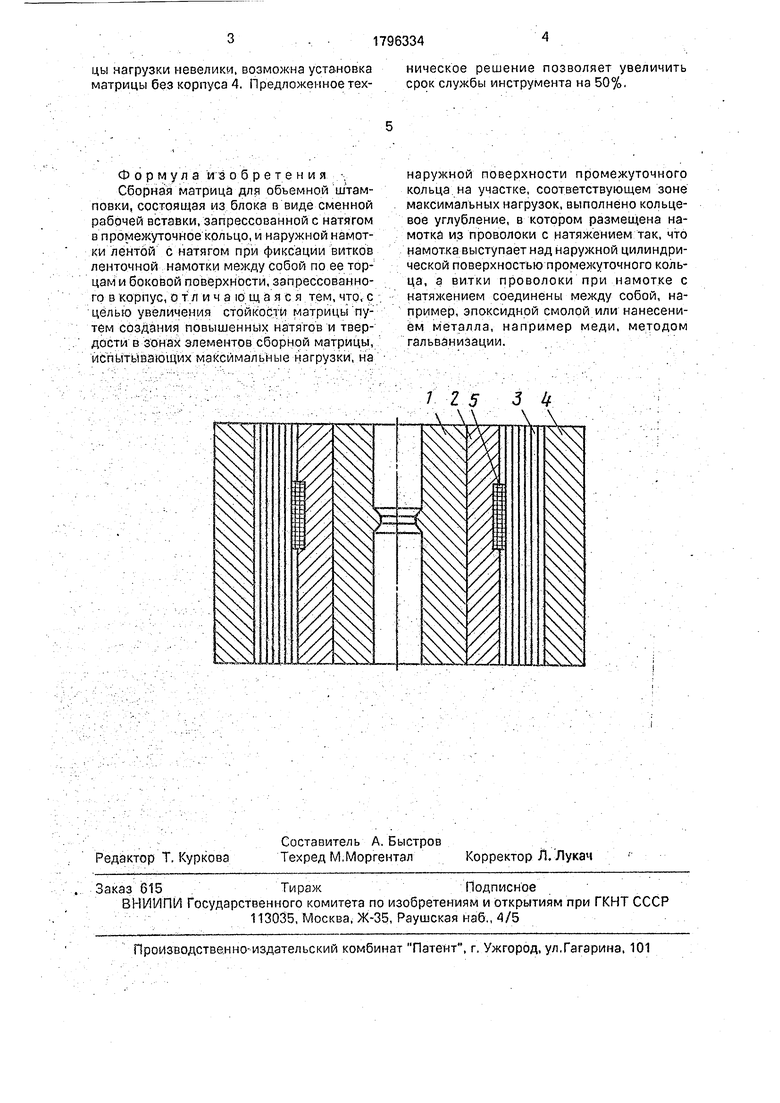
На чертеже представлена сборная матрица.
Сборная матрица для объемной штамповки состоит из сменной рабочей вставки .1, запрессованной с натягом и в промежуточное кольцо 2, и наружной намотки лентой 3 с натягом при фиксации витков ленточной намотки между собой по ее торцам и боковой поверхности, а полученный блок запрессован в корпус 4, на наружной поверхности промежуточного кольца на участке, соответствующем зоне максимальных нагрузок, выполнено кольцевое углубление, в котором намотана высокотвердая проволока 5 с натяжением так, что намотка высту- лает над наружной цилиндрической поверхностью промежуточного кольца, а
витки проволоки при намотке с натяжением соединены между собой, например, зпок- сидной смолой, или нанесением металла, например, меди, методом гальванизации. Матрица работает следующим образом.. При изготовлении деталей холодной объемной штамповкой, например, редуцированием стержневых деталей в матрице, представленной на фиг.1, максимальная технологическая нагрузка и напряжение растяжения сосредоточены в зоне редуцирующего пояска. Дополнительные сжимающие напряжения, возникающее в промежуточном кольце 2 от проволочной намотки 5 и повышенного натяга в этой зоне, передаются на рабочую вставку 1 в зоне редуцирования, что обеспечивает багопри- ятные условия работы, повышает стойкость инструмента, обеспечивает возможность деформирования высокопрочных материалов,..
Матрица может устанавливаться в матричный блок холодновысадочного автомата или в штамп, устанавливаемый на прессе в виде, представленном на чертеже. Если испытываемые рабочей поверхностью матри(Л
ы
цы нагрузки невелики, возможна установка матрицы без корпуса 4. Предложенное техническое решение позволяет увеличить срок службы инструмента на 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сборной матрицы для объемной штамповки | 1982 |
|
SU1016022A1 |
| Сборная матрица для высадки многогранных изделий | 1988 |
|
SU1666257A1 |
| Способ изготовления сборного прессового инструмента | 1986 |
|
SU1430222A1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2493930C1 |
| Способ обработки составного прессового инструмента | 1988 |
|
SU1507501A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU1800736C |
| МАТРИЦА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ИЛИ ПОЛУГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2074044C1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2392085C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2496596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
Использование: в обработке металлов давлением. Сущность изобретения: сборная матрица для объемной штамповки состоит из блока в виде сменной рабочей вставки, запрессованной с натягом в промежуточное кольцо, и наружной намотки лентой. На на- ружнрй поверхности кольца выполнено кольце вое углубление в зоне максимальных нагрузок, в котором размещена намотка Из проволоки с натяжением. Витки проволоки соединены между собой. 1 ил.
Формула из обретения-, Сборная матрица для объемной штамповки, состоящая из блока в виде сменной рабочей вставки, запрессованной с натягом в промежуточное кольцо, и наружной намотки лентой с натягом при фиксации витков ленточной намотки между собой по ее торцам и боковой поверхности, запрессованного в корпус, о т л и ч а ю щ а я с я тем, что, с целью увеличения стойкости матрицы путем создания повышенных натягов и твердости в зонах элементов сборной матрицы, испытывающих максимальные нагрузки, на
наружной поверхности промежуточного кольца на участке, соответствующем зоне максимальных нагрузок, выполнено кольцевое углубление, в котором размещена намотка из проволоки с натяжением так, что намотка выступает над наружной цилиндрической поверхностью промежуточного кольца, а витки проволоки при намотке с натяжением соединены между собой, например, эпоксидной смолой или нанесением металла, например меди, методом гальванизации.
| Способ изготовления сборной матрицы для объемной штамповки | 1982 |
|
SU1016022A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
