| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная матрица для объемной штамповки | 1989 |
|
SU1796334A1 |
| Способ выглаживания поверхности | 1989 |
|
SU1722794A1 |
| Способ изготовления сборного прессового инструмента | 1986 |
|
SU1430222A1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2392085C1 |
| Способ изготовления сборной матрицы для объемной штамповки | 1982 |
|
SU1016022A1 |
| Способ обработки составного прессового инструмента | 1988 |
|
SU1507501A1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2240890C1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245209C1 |
| Способ выглаживания плоских поверхностей деталей | 1989 |
|
SU1722798A1 |
| Способ сравнительной оценки изнашивания прокованного прессового инструментального материала | 1982 |
|
SU1415147A1 |
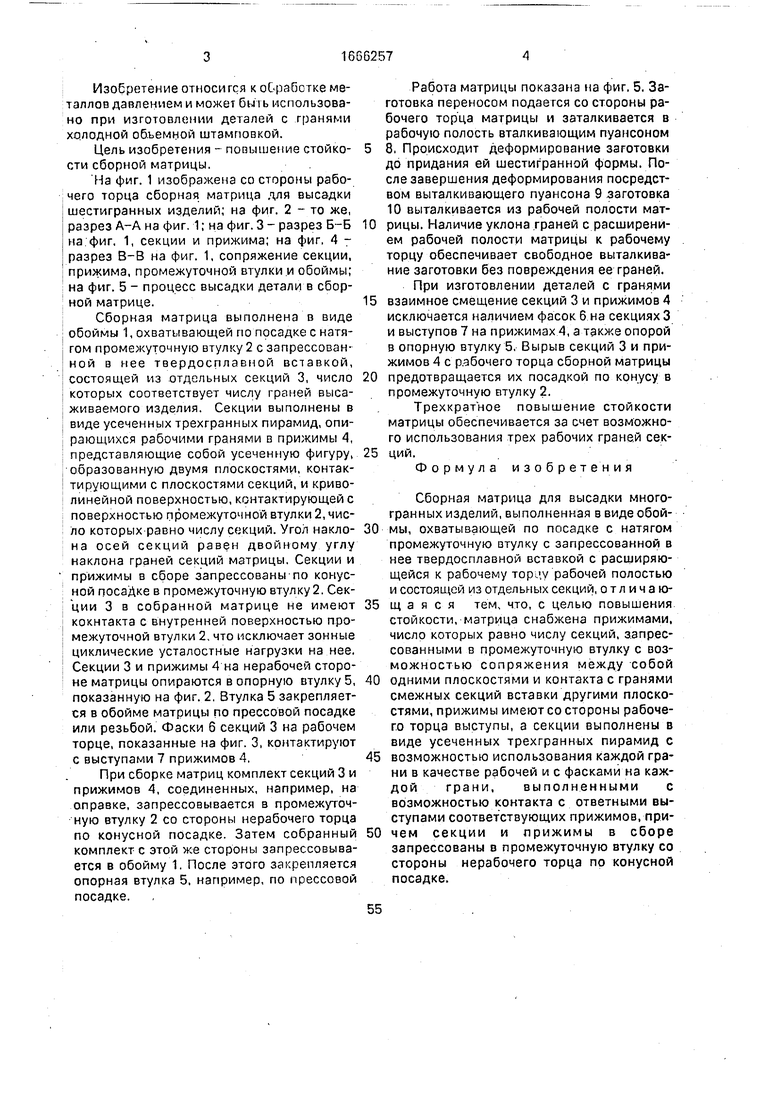
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей с гранями холодной объемной штамповкой. Цель изобретения - повышение стойкости сборной матрицы. Твердосплавная вставка состоит из отдельных секций 3, выполненных в виде усеченных трехгранных пирамид. Секции в сборе опираются гранями в промежуточные прижимы 4, число которых равно числу секций. Прижимы запрессованы в промежуточную втулку 2 и сопрягаются между собой одними плоскостями, а с гранями смежных вставок 3 - другими. При изготовлении деталей с гранями взаимное смещение секций 3 и прижимов 4 исключается за счет наличия со стороны рабочего торца фасок на секциях и ответных выступов на прижимах, а также опоры в опорную втулку. Вырыв секций 3 и прижимов 4 с рабочего торца матрицы предотвращается их насадкой по конусу в промежуточную втулку 2. Трехкратное повышение стойкости матрицы обеспечивается за счет возможного использования трех рабочих граней секций. 5 ил.
Фиг Л
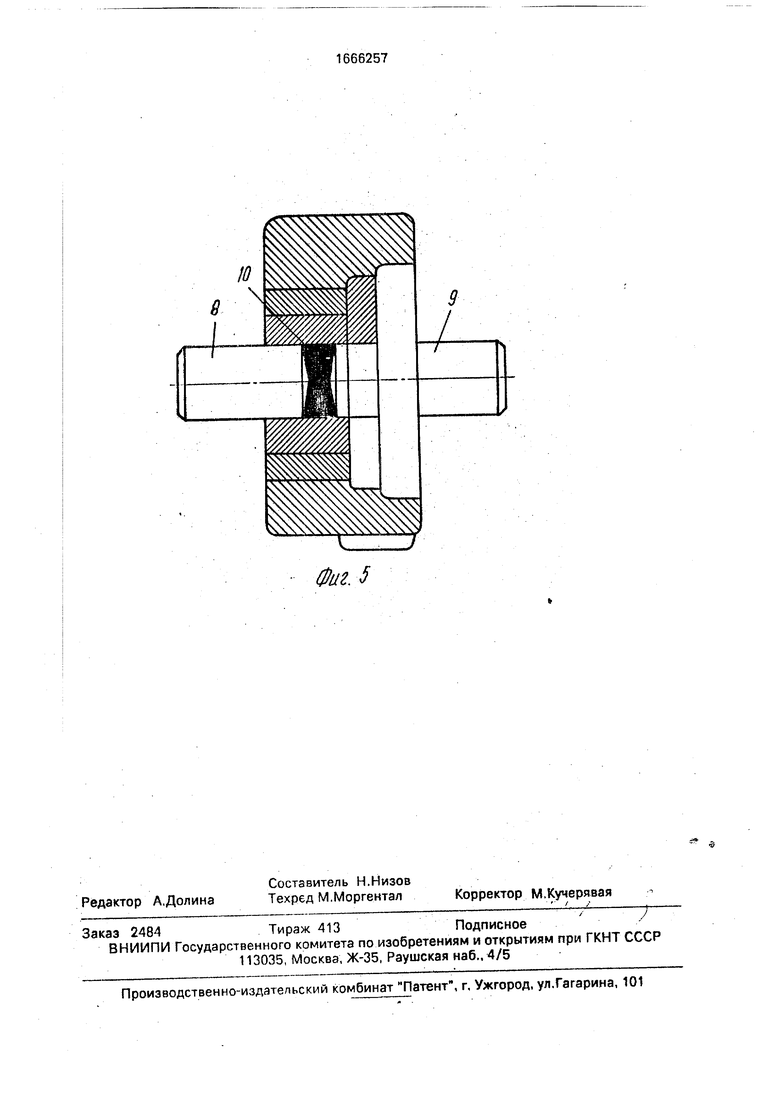
Фаг. 5
| Хомяк Б.С | |||
| Инструмент для холодновы- садочных автоматов | |||
| М.: НИИмаш, 1972, с.32, рис.13. |
