Изобретение относится к производству строительных материалов, получаемых путем обжига во вращающихся печах, и может быть использовано в химической и металлургической промышленности.
Наиболее близким по технической сущности и достигаемому результату к данному изобретению является вращающаяся печь, содержащая корпус, футеровку, выполненную по длине печи с чередующимися гладкими и ребристыми участками.
Недостатком известного решения является то, что в известном решении длина гладкого участка определяется в зависимости от относительной высоты выступа кир- гшчей h/D и угла наклона к горизонту а и .не привязана к какой-либо технологической зоне печи, при этом производительность печи не повышается.
Целью изобретения является повышение производительности печи.
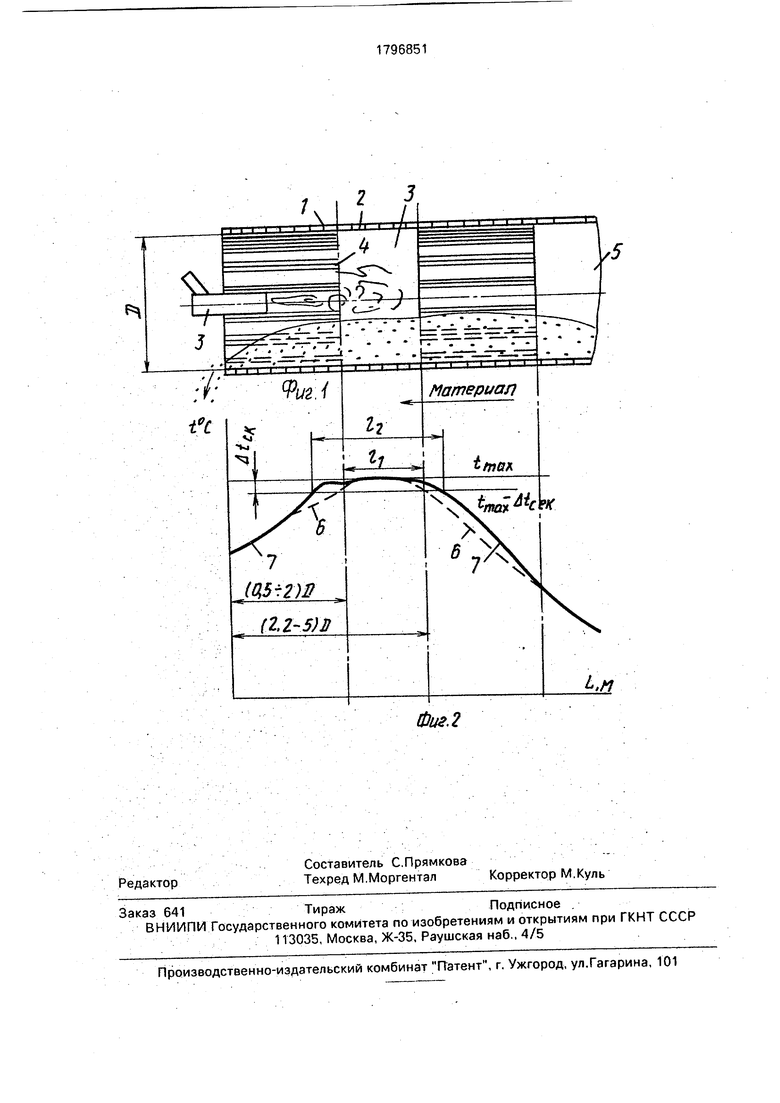
На фиг.1 представлена печь, поперечный разрез; на фиг.2 - график изменения температуры материала в зонах печи.
Вращающаяся печь содержит корпус 1, футеровку 2, выполненную по длине печи с чеоедующимися гладкими участками 3 и ребристыми участками 4, и горелкиб. Началоучастка с гладкой футеровкой выполнено на расстоянии
(0,5-2) D, а конец - на расстоянии (2,2-5)0 от разгрузочного конца печи, где О - диаметр печи.
Вращающаяся печь работает следующим образом.
При вращении печи материал перемещается в сторону разгрузочного конца, интенсивно нагреваясь в зоне ребристого участка 4 футеровки 2. При подходе материала к зоне интенсивного теплообмена с фа-, келом на расстоянии (2,2-5) D от разгрузочного конца печи ребристая футеровка переходите гладкую, при этом,вследствие уменьшения поверхности теплообмена в зоне максимальной температуры факела,интенсивность нагревания материала на гладком участке по сравнению с ребристым уменьшается. Таким образом, увеличение интенсивности нагрева на ребристом участке футеровки, в зоне более низкой температуры факела, и уменьшение интенсивности нагревания на гладком участке футеровки в зоне максимальной температуры факела приводит к выравниванию температуры в зоне обжига удлиняет ее протяженность.
Размеры участка с гладкой футеровкой и его местоположение назначены из условий места расположения и протяженности
ш
зоны с максимальной температурой при различных загрузках печи материалом. Так, при пониженной загрузке печи 2,5 х 40 м для обжига керамзита, равной 6 м3/ч, зона максимальной температуры размещена на рас- стоянии 3-5 м от разгрузочного конца печи при внутреннем диаметре печи 2,1 м. При повышенной загрузке печи, равной примерно 8,5-9 м3/ч зона максимальной темпера
туры удлиняется и размещается на
расстоянни 2-8 м от разгрузочного конца печи.
Таким образом выполнение участка с гладкой футеровкой в указанных пределах длины печи позволяет не интенсифициро- вать теплообмен там, где температура материала максимальна, вследствие экстремального характера выгорания топлива в печи, в то же время сохранение пересыпных ребер на участках с температурой ниже максимальной позволяет мнтенсифицировать теплообмен и поднять температуру на прилегающих участках до максимальной, за счет чего увеличивается участок с равномерной максимальной тем- пературой, что позволяет увеличить загрузку печи, сохранить необходимое время выдержки материала в зоне обжига, что обеспечивает повышение однородности керамзита, по качеству и производительности печи.
0
5 0 5 0
При выполнении футеровки гладкой или с оребрением без разрывов температура материала характеризируется кривой 6 на фиг.2 с резко выраженным экстремальным изменением в зоне обжига,При выполнении футеровки оребренной с началом гладкого участка на расстоянии (0,5-2)0 концом на расстоянии (2,2-5)D от разгрузочного конца печи температура, материала характеризуется участком кривой 7, которая показывает сохранение максимальной температуры материала в пределах участка с гладкой футеро вкой печи и повышение температуры-до максимальной путем интенсификации теплообмена при помощи, ребристой футеровки, размещенной в тех местах, где температура ниже максимальной, при этом первоначальный участок с технологической температурой в пределах температурного интервала становления качества продукта Д tck с протяженностью И удлиняется до h, что создает возможность увеличения загрузки печи и ее производительности при сохранении необходимого времени пребывания материала в зо не обжига.. ..
При этом увеличение производительности печи составляет 10-30% при снижении удельного расхода топлива на 5-20%; при этом снижение себестоимости составит ID- 20%. : . .;
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩАЯСЯ ПЕЧЬ | 1997 |
|
RU2122695C1 |
| Способ обжига легкого заполнителя | 1982 |
|
SU1066966A1 |
| Устройство для обжига сыпучего материала | 1989 |
|
SU1712757A1 |
| Устройство для обжига керамзита | 1980 |
|
SU916931A1 |
| Вращающаяся барабанная печь для обжига легких пористых заполнителей | 2020 |
|
RU2761323C1 |
| ВРАЩАЮЩАЯСЯ ПЕЧЬ | 2002 |
|
RU2210042C1 |
| Качающаяся печь (ее варианты) | 1982 |
|
SU1147912A1 |
| Способ обжига сыпучего материала | 1972 |
|
SU763287A1 |
| Установка для производства вспученного материала | 1981 |
|
SU962734A1 |
| Футеровка вращающейся печи | 1980 |
|
SU958822A1 |
Использование: в химической и металлургической промышленности. Сущность изобретения: печь содержит корпус и выполненную по длине печи с чередующимися гладкими и ребристыми участками футеровку. Начало участка с гладкой футеровкой выполнено на расстоянии (0,5-2)d, а конец - на расстоянии (2,2-5)0 от разгрузочного конца печи, где D - диаметр печи. 2 ил.
Формула изобретения Вращающаяся печь, содержащая кор- 35 пус,футеровку, выполненную по длине печи С чередующимися гладкими и ребристыми участками, отличающаяся тем, что, с
целью повышения производительности печи, начало участка с гладкой футеровкой, выполнено на расстоянии (0,5-2) О, а конец на расстоянии (2,2-5)D от разгрузочного конца печи, где D - диаметр печи.
| Футеровка вращающейся печи | 1977 |
|
SU696259A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
