Изобретение относится к производству материалов, получаемых путем обжига карбонатного сырья во вращающихся печах (магнезит, доломит и т.п.), и может быть использовано в промышленности огнеупорных материалов.
Наиболее близким по технической сущности и достигаемому результату к данному изобретению является вращающаяся печь, содержащая корпус, футеровку, выполненную по длине печи с чередующимися гладкими и ребристыми участками, и горелки [1].
Недостатками известного решения является то, что длина и расположение гладкого участка футеровки определяется в зависимости от диаметра печи и не привязана к длине печи и особенностям обжигаемого материала. Наличие ребристых участков футеровки интенсифицирует теплопередачу за счет увеличения внутренней поверхности футеровки и улучшения пересыпания материала в слое. Однако пересыпание декарбонизированного неспеченного материала, имеющего очень низкую механическую прочность, приводит к дополнительному измельчению и истиранию обжигаемого материала, что увеличивает пылеунос с отходящими газами и, как следствие, удельный расход топлива.
Целью изобретения является повышение производительности печи, снижение удельного расхода топлива и улучшение качества обожженного материала.
Поставленная цель достигается тем, что вращающаяся печь содержит корпус, футеровку, состоящую из ребристых и гладкого участков, и горелки, причем начало участка с гладкой футеровкой выполнено на расстоянии 30-55%, а конец - на расстоянии 80-90% общей длины печи от загрузочного конца.
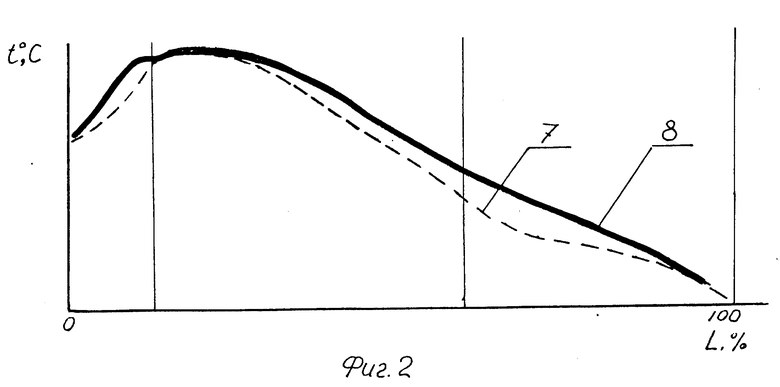
На фиг. 1 схематично представлен продольный разрез вращающейся печи, на фиг. 2 - график изменения температуры материала по длине печи.
Вращающаяся печь содержит корпус 1, футеровку 2, состоящую из ребристых 3,5 и гладкого 4 участков, и горелки 6. Начало участка с гладкой футеровкой выполнено на расстоянии 30-55%, а конец - на расстоянии 80-90% общей длины печи от загрузочного конца.
Вращающаяся печь работает следующим образом.
При вращении печи материал перемещается в сторону разгрузочного конца, интенсивно нагреваясь в зоне ребристого участка 3 футеровки 2. При перемещении материала на стенах ребристого участка происходит подъем полидисперсной фракции в газовый поток, что приводит к увеличению пылеуноса необожженного и частично обожженного материала. Это избавляет от необходимости нагрева и обжига значительной части полидисперсной фракции, уносимой газовым потоком при перемещении материала в печи. Кроме того дополнительное пересыпание материала в слое и увеличение внутренней поверхности футеровки за счет ребристого рельефа интенсифицирует теплопередачу.
На расстоянии 30-55% общей длины печи от загрузочного конца ребристый участок футеровки 3 переходит в гладкий участок 4. На этом участке продолжается дальнейшая декарбонизация обжигаемого материала, сопровождающаяся увеличением его пористости и уменьшением механической прочности. Переход ребристого рельефа футеровки на гладкий уменьшает механические и абразивные нагрузки на обжигаемый материал, что сокращает пылеобразование и пылеунос обожженного материала. В зоне высоких температур происходит спекание материала, сопровождающееся увеличением его механической прочности.
После зоны высоких температур гладкий участок 4 переходит в ребристый участок 5, что позволяет интенсифицировать теплообмен и поднять температуру на участке 5 до максимальной. В результате увеличивается участок с равномерной максимальной температурой, что увеличивает выдержку материала в зоне высоких температур, обеспечивает более высокое качество спеченного материала и увеличивает производительность печи.
Месторасположение начала участка с гладкой футеровкой 4 выбрано, исходя из пористости обжигаемого материала. Начало участка с гладкой футеровкой соответствует пористости обжигаемого материала 15-20%. Так, при обжиге магнезита этой пористости соответствует участок печи 47-50% общей длины печи от загрузочного конца, при обжиге доломита - участок 50-55%. Расположение участка зависит от скорости декарбонизации материала, которая, в свою очередь, зависит от природы материала, интенсификации перемешивания, фракционного состава материала, предварительного подогрева и т.п.
Месторасположение конца участка с гладкой футеровкой 4 выбрано, исходя из месторасположения начала зоны с максимальной температурой при различных загрузках печи материалом. Так, при пониженной загрузке печи 3,6*75 м для обжига доломита, равной 10 т/ч, зона высоких температур начинается на расстоянии 11-12 м от разгрузочного конца. При повышенной загрузке, равной 42 т/ч, зона максимальных температур удлиняется, и ее начало находится на расстоянии 15-16 м от разгрузочного конца.
При выполнении участка с гладкой футеровкой или футеровкой с оребрением без разрывов температура материала характеризуется кривой 7 на фиг. 2 с резко выраженным экстремальным изменением в зоне обжига.
При выполнении футеровки, состоящей из ребристых и гладкого участков с началом гладкого участка на расстоянии 30-55% и его конца на расстоянии 80-90% общей длины от загрузочного конца печи, температура материала характеризуется кривой 8, которая показывает повышение скорости нагрева материала в зоне нагрева и сохранение максимальной температуры материала после зоны высоких температур путем интенсификации теплообмена при помощи ребристой футеровки.
Предлагаемая конструкция вращающейся печи обеспечивает проведение процесса обжига материала в оптимальных условиях, при этом происходит увеличение плотности и однородности обжигаемого материала, увеличивается производительность печи и снижается расход топлива.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР N 1796851, МПК 6 F 27 B 7/00. 1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ ДЛЯ ОБЖИГА РУДНО-ИЗВЕСТНЯКОВОЙ СМЕСИ | 1991 |
|
RU2037116C1 |
| Способ обжига смеси хромовой руды и известняка во вращающейся трубчатой печи | 1985 |
|
SU1286635A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЗИРОВАННОЙ КАЛЬЦИЕВОЙ ИЗВЕСТИ | 2004 |
|
RU2261282C1 |
| Печь для обжига сыпучих материалов | 1986 |
|
SU1345041A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗОВЫХ ПОРОШКОВ | 1993 |
|
RU2077519C1 |
| СПОСОБ НАНЕСЕНИЯ ОБМАЗКИ НА ФУТЕРОВКУ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1993 |
|
RU2075711C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПЛЕКСНОГО ФЛЮСА ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 2001 |
|
RU2202627C1 |
| СПОСОБ ПОДГОТОВКИ РУДОВОССТАНОВИТЕЛЬНОЙ ЗАКРЫТОЙ ПЕЧИ ДЛЯ ВЫПЛАВКИ ФЕРРОСПЛАВОВ | 1994 |
|
RU2114362C1 |
| Вращающаяся печь | 1979 |
|
SU774345A1 |
| ЦЕПНАЯ ЗАВЕСА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2017 |
|
RU2674549C1 |
Изобретение предназначено для производства материалов, получаемых путем обжига карбонатного сырья во вращающихся печах (магнезит, доломит и т.п.), и может быть использовано в промышленности огнеупорных материалов. Задачей изобретения является повышение производительности печи, снижение удельного расхода топлива и улучшение качества обожженного материала. Вращающаяся печь содержит корпус, футеровку, состоящую из ребристых и гладкого участков, и горелки. Начало участка с гладкой футеровкой выполнено на расстоянии 30-55%, а конец - на расстоянии 80-90% общей длины печи от загрузочного конца. Вращающаяся печь обеспечивает проведение процесса обжига материала в оптимальных условиях, при этом происходит увеличение плотности и однородности обжигаемого материала, увеличивается производительность печи и снижается расход топлива. 2 ил.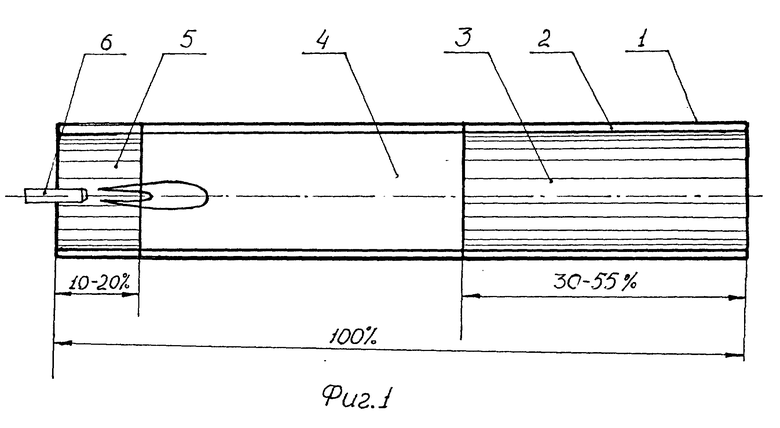
Вращающаяся печь, содержащая корпус, футеровку, состоящую из ребристых и гладкого участков, горелки, отличающаяся тем, что начало участка с гладкой футеровкой выполнено на расстоянии 30 - 55%, а конец - на расстоянии 80 - 90% общей длины печи от загрузочного конца.
| Вращающаяся печь | 1990 |
|
SU1796851A1 |
| Вращающаяся печь | 1983 |
|
SU1191709A1 |
| Ильина Н.В | |||
| и др | |||
| Футеровка вращающихся печей цементной промышленности | |||
| - М.: Издательство литературы по строительству, 1967. | |||

