Изобретение относится к металлообработке, а именно к устройств&м для чистки или отделки металлических поверхностей, главным образом для декоративной отделки относительно мягких алюминиевых труб небольшого диаметра ( 16 мм), идущих для изготовления арматуры детских колясок снятием механическим путем окисной пленки с последующим анодированном.
Целью изобретения является повышение качества обработки поверхности и расширения эксплуатационных возможностей.
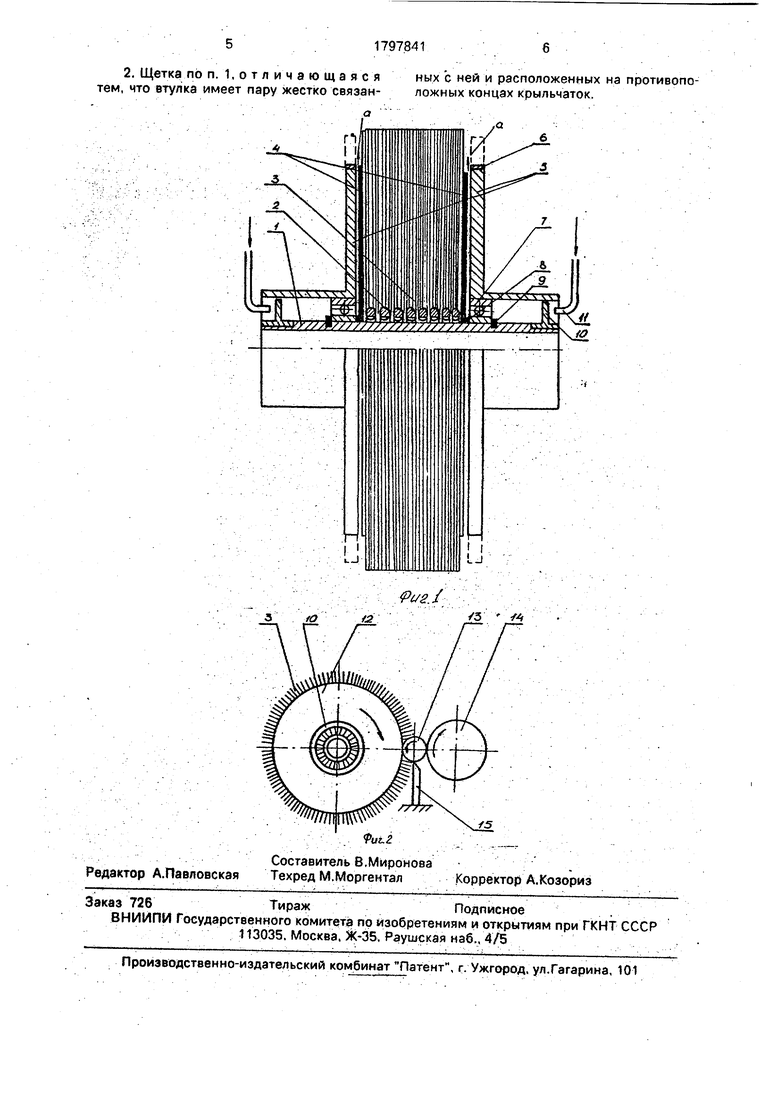
На фиг. 1 показан общий вид щётки; на фиг, 2 - схема обработки трубы на бесцент- рово-шлифовальном станке, .
Щетка включает втулку 1, на которой с помощью набора колец 2 надетых с зазором на втулку крепится U-образный проволочный ворс 3, прижимные фланцы 4 и охватывающие их сменные дополнительные фланцы 5, на торцы которых надеты рёзино- вые кольца 6. Сменные фланцы 5 установлены на подшипниках 7, посаженных на
втулку 1, каждый из которых с одной стороны ограничен упорными кольцами 8, а с другой стороны пружинными кольцами 9. По -концам втулки 1 установлены две крыльчатки 10. Трубки 11 предназначены для периодической подачи жидкой смазки к подшипникам. Щетка 12, деталь 13 и ведущий круг 14 (фиг. 2) совместно с поддерживающим ножом 15 образуют жесткую систему взаимодействующих тел аналогичной системе взаимодействующих тел при работе на бесцентрово-шлифовальном станке с помощью обычного шлифовального круга.
Работа щетки происходит следующим образом.
После установки и закрепления щетки втулкой 1 на ось шпинделя станка, станок включается и пробная заготовка подается в рабочую зону. После ее выхода из станка визуально оценивается качество поверхности обрабатываемой детали. При необходи(Л
С
xi о XI
00
J
мости изменяется активная высота ворса в ту или иную сторону в пределах
, 1-1,0) Од/2,
где D -диаметр сменных дополнительных фланцев, мм; ... I-вылет ворса, мм;
Од - диаметр обрабатываемой детали, мм, путем замены дополнительных сменных фланцев 5, как показано пунктиром на фиг.1.
Если окисная пленка на поверхности детали полностью не удаляется. Активная длина ворса увеличивается - на втулку 1 надеваются сменные фланцы 5 меньших размеров, если воздействие велико,надеваются сменные фланцы 5 большего размера. Вылет проволочного ворса за пределы дополнительных фланцев составляет 60-80 d, При диаметре проволоки в ворсе 0,3 мм длина ворса принимается в пределах 18-24 мм, т.е. вылет ворса за пределы дополни- тельных фланцев равен 60-80d для всех обрабатываемых металлов (цветные, черные, а также нержавеющие стали). Экспериментальные исследования снятия поверхностных пленок с алюминиевых труб выполненных марки АМгб щетками с влетом . ворса 18-к24 мм и диаметром проволоки в ворсе 0,3 мм показало хорошее качество обработанной поверхности без достаточно глубоких рисок - все следы обработки от ворса щетки полностью удаляются при последующем анодировании алюминиевых трубок, Важным является то, что скорости вращения собственно щетки (втулки 1) и сменных дополнительных фланцев 5 различны. Скорость вращения собственно щетки относительно велика (1200 об/мин) и определяется скоростью вращения привода щетки. Скорость вращения сменных фланцев 5 относительно мала и определяется скоростью вращения ведущего круга 14 (фиг. 2) соотношением диаметров обрабатываемой детали и сменных фланцев 5. Большая скорость вращения собственно щетки по отношению к обрабатываемой трубе и ее жесткое положение относительно щетки обеспечивает стабильное качество обработки и скорость осевой подачи трубы. Ёелй предположить что скорости вращения собственно щетки и втулки 1 (фиг. 1) и сменных фланцев 5 равны, что будет иметь место при отсутствии подшипников 7 и жестком соединении сменных фланцев 5с втулкой 1, то в этом случае скорость вращения обрабатываемой трубы возрастает, а относительная скорость движения ворса и детали 13 уменьшается, что приведет к снижению качества и скорости обработки. Оптимальные режимы обрабатываемой детали - несколько ее
оборотов при прохождении зоны обработки. Последнее достигается относительно медленным вращением системы; обрабатываемая труба 31, сменные фланцы 5, щетка 12 и
ведущий круг 14 (фиг. 2) и относительно быстрым вращением собственно щетки, т.е. втулки 1 (фиг. Неукреплённым на ней ворсом 3. Вылет ворса, состоящего из нержавеющей проволоки, выполненной из стали Х18Н9Т толщиной
.0,3 мм, по отношению к рабочей поверхности сменных дополнительных фланцев 5 составляет 16-24мм.0бработкапроисходитприлюбом вылете ворса в пределах 5-25 мм. Однако, если вылет больше 25 мм, то увеличивается перепутывание и комковатость ворса при обработке, что снижает качество обработки, делает ее неравномерной. При вылете ворса менее 5 мм существенно уменьшается производительность обработки, а если вылет ворса отсутствует, то отсутствует и обработка.
Для надежной работы щетки необходима смазка и охлаждение подшипников качения 7, Высокая скорость вращения щетки - круга (1200 об/мин) и двух-трехсменная непрерывная работа в условиях массового производства предъявляют повышенные требования к системе смазки. В данном случае смазка осуществляется с помощью масляного тумана, который образуется при периодической подаче жидкой
смазки через трубки 11 на крыльчатки 10.
Капли смазки, попадая на быстровра- щающиеся крыльчатки 10 разбиваются на более мелкие капли и потоком воздуха, образующегося при вращении крыльчаток,
подаются на подшипники 7. Пройдя подшипники 7, не осевшая на них часть масла потоком воздуха выносится в радиальные зазоры между прижимными фланцами 4 и дополнительными сменными фланцами 5,
как показано стрелками а на фиг. 1. Часть смазки при этом оседает на проволочном ворсе 3 и обрабатываемой детали. Постоянная продувка подшипников 7 потоком воздуха стабилизирует их температуру, что
обеспечивает надежную и долговременную работу подшипников 7.
Ф ормул а изо б ре тени я
1. Щетка, содержащая втулка с установленным на ней набором колец с U-образным
проволочным ворсом, расположенные на концах втулки прижимные фланцы и охватывающие их дополнительные фланцы, отличающаяся тем, что, с целью повышения качества обработки поверхности и расширения эксплуатационных возможностей, дополнительные фланцы выполнены смежными и установлены на втулке посредством подшипников, а вылет ворса за пределы дополнительных фланцев составляет
60-80d, где d - диаметр проволоки ворса.
2. Щетка по п. 1, о т л и ч а ю щ а я с я тем, что втулка имеет пару жестко связанных с ней и расположенных на противоположных концах крыльчаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2234228C1 |
| УСТРОЙСТВО ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ | 2003 |
|
RU2234227C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| КОМБИНИРОВАННЫЙ ИГЛОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2241578C1 |
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
Сущность изобретения; щетка содержит втулку, на которой с помощью набора колец, установленных с зазором на втулка закреплен U-образный проволочный ворс, прижимные фланцы, расположенные на концах втулки и охватывающие их дополнительные фланцы. Последующие выполнены смежными и установлены на подшипниках 7, закрепленных на втулку 1. Вылет ворса за пределы дополнительных фланцев составляет 60-80d, где d - диаметр проволоки ворса. 1 з.п. ф-лы, 2 ил.
Pt/sJ
| Цилиндрическая щетка | 1984 |
|
SU1233854A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
