Изобретение относится к области машиностроения, в частности к способам изготовления стальных сварных конструкций электродуговой наплавкой на них поверхностных металлопокрытий и обработкой пластическим деформированием.
Цель изобретения - повышение качества и стабильности свойств и состояния поверхности металлопокрытия, а также снижение в нем дефектов при одновременном выполнении электродуговой наплавки и поверхностно-пластического деформирования наплавляемого металла.
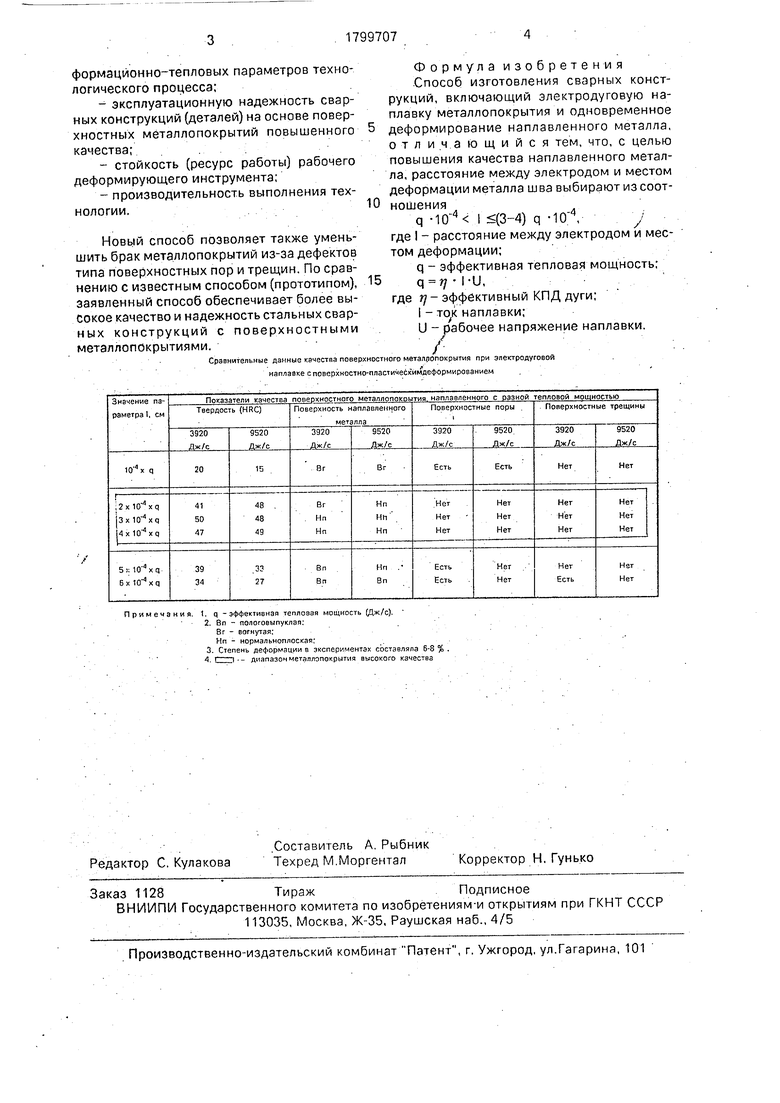
Для экспериментальной проверки заявляемого способа выполнено 12 технологических вариантов получения поверхностного металлопокрытия комбинированным напла- вочно-деформационным способом при различном тепловложении в процессе наплавки и варьировании взаимного положения наплавочного электрода и деформирующего рабочего инструмента. Использовали способ механизированной электр оду- говой наплавки самозащитной порошковой проволокой марки ПП-АН121 с одновременной поверхностно-пластической деформацией наплавленного металла проковкой ударами бойком (динамическое деформирование). Металлопокрытие наносили на сталь марки 40Х. Экспериментальная проверка позволила установить оптимальные соотношения нового деформационно-теплового технологического параметра I (см. табл.) и параметров процесса наплавки электродуговым способом.
Использование заявляемого изобретения позволяет повысить:
- качество и стабильность свойств и состояния поверхности металлопокрытия сварной конструкции (детали), получаемой комбинированным наплавочно-деформаци- онным способом за счет оптимизации
3
VI о
4J
формационно-тепловых параметров технологического процесса;
- эксплуатационную надежность сварных конструкций (деталей) на основе поверхностных мёталлопокрытий повышенного качества; . ....
- стойкость (ресурс работы) рабочего деформирующего инструмента;
- производительность выполнения технологии.
Новый способ позволяет также уменьшить брак мёталлопокрытий из-за дефектов типа поверхностных пор и трещин. По сравнению с известным способом (прототипом), заявленный способ обеспечивает более высокое качество и надежность стальных свар- ных конструкций с поверхностными
метал лопокрытиями.
-Сравнительные данные качества поверхностного металлбпокрытия при электроду со вой наплавке споверхностно-пластическймдеформированием
Формула изобретен и я Способ изготовления сварных конструкций, включающий электродуговую наплавку металлопокрытия и одновременное деформирование наплавленного металла, отличающийся тем, что, с целью повышения качества наплавленного металла, расстояние между электродом и местом деформации металла шва выбирают из соотношения
q -1(Г4 I (3-4) q -КГ4,
/
где I - расстояние между электродом и местом деформации;
q - эффективная тепловая мощность;
q-J/4 U, где TJ - эффективный КПД дуги;
I - ток наплавки;
U - рабочее напряжение наплавки.
ого металлбпокрытия при электроду со вой ическймдеформированием
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2004 |
|
RU2263012C1 |
| Способ упрочнения металлопокрытий | 1979 |
|
SU855018A1 |
| СПОСОБ НАПЛАВКИ ЭЛЕКТРОДНОЙ ЛЕНТОЙ | 2003 |
|
RU2237555C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РОЛИКА-ЭЛЕКТРОДА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2284888C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2750603C1 |
| Способ устранения дефекта смятия и износа головки рельсов в зоне сварного стыка электродуговой наплавкой | 2019 |
|
RU2708126C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
Использование: для изготовления стальных сварных конструкций электродуговой наплавкой. Сущность изобретения: способ включает процесс электродуговой наплавки поверхностных металлопокрытий .и процесс одновременного поверхностно- пластического деформирования наплавляемого металла. Расстояние между электродом и местом деформации наплавленного металла выбирают из соотношения: q (3-4)q , где q - эффективная тепловая мощность. 1 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трофимов Г.С.и др | |||
| Термомеханическая обработка металла при вибродуговой наплавке/УСварочное производство | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| С | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| .. | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское, свидетельство СССР № 1191236, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
