Изобретение относится к производству изделий аддитивными технологиями и может применяться в различных областях машино- и авиастроения, а также ракетно-космической отрасли.
Одним из наиболее перспективных направлений развития аддитивных технологий является возможность получения готовых деталей или полуфабрикатов из металлических материалов. При выращивании металлических деталей необходимо обеспечение высокой точности изделия, качественной структуры материала, отсутствие пор, а также высокой производительности и низкой себестоимости.
Проблема повышения точности формообразования и получения необходимых размеров при выращивании может быть решена применением механической обработки синтезированных поверхностей - субтрактивной обработкой. Наиболее эффективным решением является не механическая обработка готовой детали, а возможность механической обработки в процессе аддитивного выращивания, между переходами послойного синтеза. Это позволяет обеспечить механической обработкой высокую точность труднодоступных поверхностей, доступ к которым при обработке готовой детали невозможен или проблематичен. Проблема улучшения структуры и механических характеристик выращиваемого металла может быть решена применением упрочняющей обработки в процессе аддитивного выращивания.
Известен способ и устройство для послойного синтеза металлических изделий из металлопорошковых композиций лазерным спеканием, когда после образования нескольких спеченных слоев происходит их механическая обработка режущим инструментом, и сразу же на участке, после прохождения режущего инструмента, осуществляется термообработка лазером, увеличивающая твердость и плотность выращиваемого металла [US 6657155 (B2). Method of and apparatus for making a three-dimensional object. 2003]. Устройство включает в себя блок для формирования порошкового слоя, блок для формирования спеченного слоя, путем облучения оптическим лучом заданной части порошкового слоя, регулятор расстояния для регулирования расстояния между блоком формирования спеченного слоя и спеченным слоем и блок удаления поверхностного слоя с плотностью ниже, чем у спеченного слоя.
Недостатками такого способа и устройства является низкая производительность, значительно уступающая способам наплавки, малый КПД, высокая стоимость оборудования и используемых порошковых материалов, а также недостаточные технологические возможности по выращиванию материалов с различными свойствами.
Проблема повышения производительности может быть решена за счет использования для выращивания металлических деталей метода послойной наплавки материала, где модельным материалом является металлический пруток или проволока. В отличие от процесса лазерного спекания, послойная наплавка обеспечивает традиционную литую структуру металла в изделии. Стоимость используемого металлического прутка или проволоки в 9-10 раз ниже стоимости порошковых материалов для аддитивных технологий.
Проблема повышения технологических возможностей по созданию выращенных материалов, сочетающих различные свойства, а также производительности, может быть решена устройством, в котором используется несколько узлов для наплавки. Известно устройство, посредством которого процесс синтеза производится одновременно несколькими узлами для наплавки, подающими в зону аддитивного формообразования порошок или проволоку, в том числе порошок и проволоку одновременно [US 2019111509 (A1). Wire arc hybrid manufacturing. 2019]. Это способствует расширению технологических возможностей процесса, однако не обеспечивает формирования плотной бездефектной структуры материала. Структура синтезируемого металла имеет большое количество дефектов (поры, крупное зерно), что способствует снижению прочностных характеристик и не отвечает высоким требованиям к качеству материала.
Проблема улучшения структуры и механических характеристик выращиваемого металла послойной наплавкой может быть решена применением деформационной упрочняющей обработки в процессе послойного синтеза. Известен способ и устройство изготовления изделий из последовательных слоев металла, наплавлением друг на друга плазменной или дуговой энергией, когда каждый последующий наплавленный слой подвергается пластическому деформированию плунжерным устройством, измельчая и оптимизируя размер зерна наплавленного металла и, тем самым, улучшая механические свойства материала изделия [US 20070122560 (A1). Solid-free-form fabrication process including in-process component deformation. 2007].
Устройство содержит платформу, на которой осуществляется выращивание, устройство подачи исходного материала в заданную область для формирования последовательных слоев металла, плазменный или дуговой источник энергии, направленный в заданную область, плунжерное устройство пневматического или электромагнитного действия для пластического деформирования наплавленного слоя металла.
Недостатками такого способа и устройства является низкая точность размеров, что требует обеспечения больших припусков для последующей механической обработки, невозможность обработки труднодоступных поверхностей, что ограничивает область применения такого способа, ограничения по производительности, глубине и степени упрочнения наплавленного слоя, плотности и уменьшению размеров зерен.
Известно устройство для аддитивно-субтрактивно-упрочняющей технологии, которое осуществляет послойный синтез изделий, включающий выращивание посредством послойной наплавки материала из проволоки с периодическим пластическим деформированием выращенного слоя статико-импульсной обработкой волной деформации и его последующей механической субтрактивной обработкой [Возможности аддитивно-субтрактивно-упрочняющей технологии / Киричек А.В., Соловьев Д.Л., Жирков А.А., Федонин О.Н., Федонина C.O., Хандожко А.В. // Вестник Брянского государственного технического университета. 2016. №4 (52). С. 151-160]. Устройство содержит аддитивный модуль, отвечающий за выращивание детали, субтрактивный модуль, обеспечивающий точность размеров и взаимного расположения ответственных поверхностей за счет удаления стружки, и упрочняющий модуль, позволяющий за счет волнового деформационного воздействия структурировать, уплотнить, упрочнить и снять напряжения в выращенном слое.
Статико-импульсная обработка волной деформации осуществляет формирование упрочненной структуры материала под действием ударных волн, в результате чего на упрочняемой поверхности образуется совокупность пластических отпечатков с определенным размером, перекрытием и кратностью приложения [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.]. При использовании статико-импульсной обработки происходит измельчение структуры металла и может быть получен упрочненный наклепанный поверхностный слой глубиной от 0,1-0,3 мм до 8-10 мм, с твердостью, достигающей 35-45 HRC, и сжимающими остаточными напряжениями, может быть получена плотная, как равномерно, так и гетерогенно упрочненная структура.
Применение устройства для осуществления аддитивно-субтрактивно-упрочняющей технологии позволяет создавать в выращенном изделии гетерогенно упрочненную структуру, формировать сжимающие остаточные напряжения, увеличить производительность процесса и повысить точность размеров выращенного изделия. В упрочненном материале, полученном таким способом, в отличие от неупрочненного, практически отсутствуют поры и скрытые полости. Размеры фазовых элементов в материале, полученном по технологии с упрочнением, более чем в пять раз меньше материала, полученного без упрочнения. Микротвердость материала, выращенного с упрочнением, в два раза превышает микротвердость материала, полученного без упрочнения.
Недостатками такого устройства является невозможность выращивания детали одновременно из нескольких различных металлических материалов, а также нестабильность процесса выращивания, которая приводит к снижению качества и однородности выращенного металла.
Целью предложенного изобретения является расширение технологических возможностей аддитивно-субтрактивно-упрочняющей технологии (АСУТ), повышение производительности выращивания и качества выращенного металла из различного металлического материала. Под различным металлическим материалом, используемым в предлагаемом устройстве для создания деталей аддитивно-субтрактивно-упрочняющей технологией, понимается металлическая проволока для наплавки различных диаметров и из различных металлов.
Цель достигается тем, что в устройстве для осуществления аддитивно-субтрактивно-упрочняющей технологии, использующем субтрактивные переходы для механической обработки базовых присоединительных поверхностей между переходами выращивания частей детали сложной формы, доступ к которым после синтеза всей детали затруднен или невозможен, и волновое деформационное воздействие для упрочнения, аддитивный модуль, отвечающий за выращивание детали, имеет два и более узла для наплавки, каждый из которых имеет свой источник концентрированного потока энергии, при этом каждый узел для наплавки подает в зону выращивания одинаковый или различный металлический материал с помощью своего узла подачи проволоки, а для обеспечения устойчивости процесса выращивания в каждом узле для наплавки применяется осциллятор, который позволяет зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для наплавки слоев металлического материала, кроме того аддитивный модуль имеет автоматизированную систему управления подачей по трем координатам для каждого узла для наплавки, использующую обратную связь по зазору между концом наплавляемой проволоки и поверхностью выращиваемой детали. Далее в описании предлагаемого изобретения ограничимся случаем, когда в аддитивном модуле используется два узла для наплавки. Предлагаемое устройство с большим числом узлов для наплавки работает аналогично и приводит к дальнейшему расширению технологических возможностей аддитивно-субтрактивно-упрочняющей технологии, которые отмечены выше.
Для повышения производительности выращивания металлических изделий целесообразно производить выращивание используя различный диаметр проволоки в разных узлах для наплавки. Для получения основных габаритов изделия используется проволока диаметром 3-5 мм, а для обеспечения сложных фигурных поверхностей проволока диаметром 0,8 мм и ниже. Для получения биметаллических изделий каждый из узлов для наплавки подает в зону выращивания металлический материал из разного металла.
Субтрактивный модуль позволяет после выращивания определенной части детали сложной формы и упрочнения статико-импульсной обработкой волной деформации (одного или нескольких) наплавленных слоев с помощью упрочняющего модуля, выполнить механическую обработку резанием обеспечивающую точность размеров и взаимного расположения ответственных (присоединительных) поверхностей, доступ к которым после выращивания всей детали затруднен или невозможен.
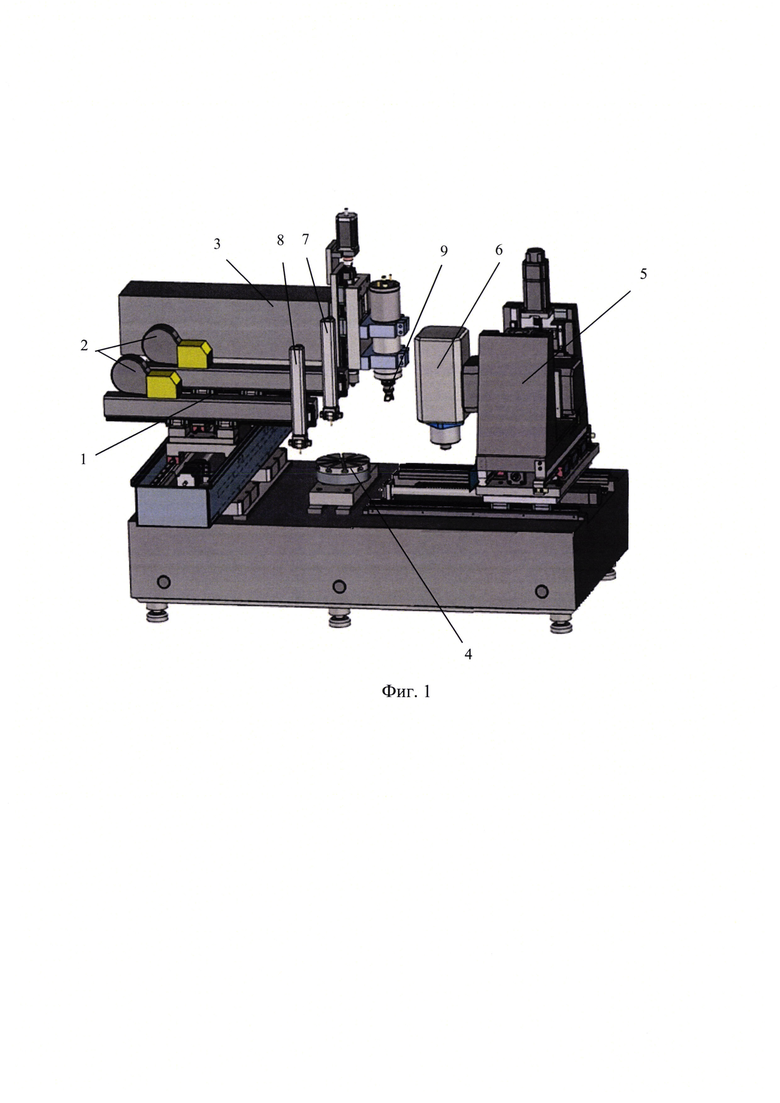
Устройство для АСУТ содержит (фиг. 1):
1 - аддитивный модуль;
2 - узел подачи проволоки;
3 - субтрактивный модуль;
4 - поворотный стол;
5 - упрочняющий модуль;
6 - генератор импульсов;
7 - узел для наплавки один;
8 - узел для наплавки два;
9 - режущий инструмент субтрактивного модуля (фреза).
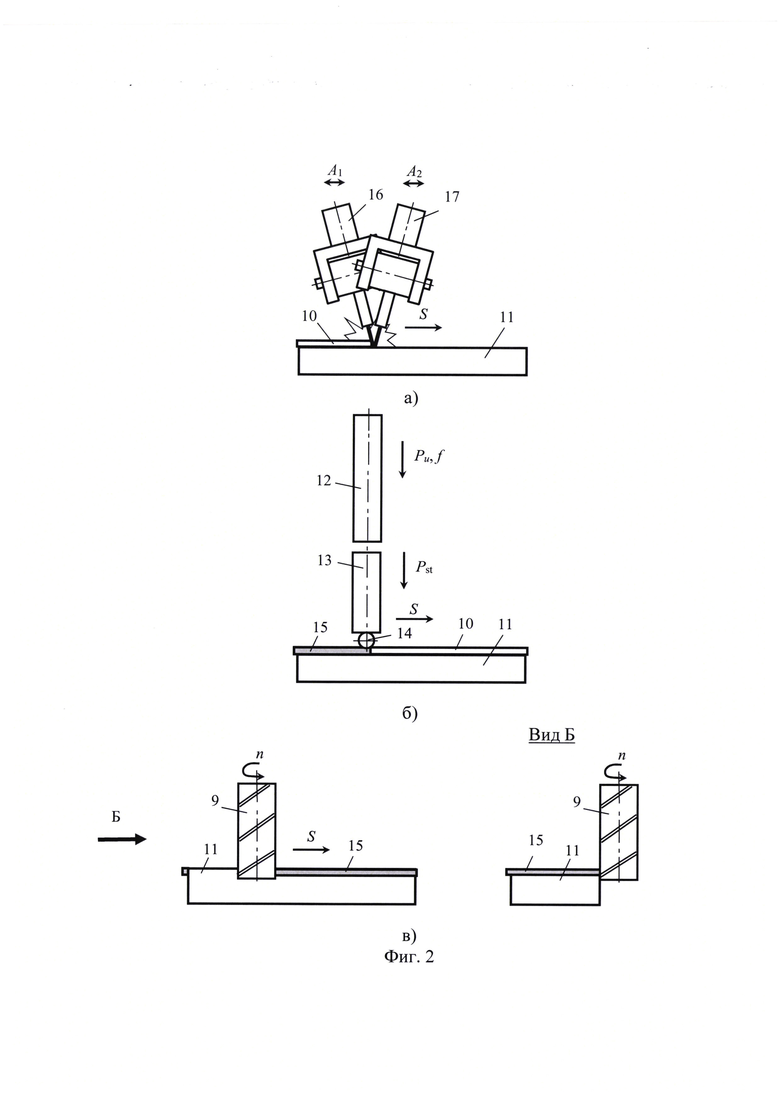
Фиг. 2 иллюстрирует сам процесс АСУТ, где позициями обозначены:
10 - наплавленный металлический слой;
11 - выращиваемая деталь;
12 - боек;
13 - волновод;
14 - деформирующий инструмент;
15 - упрочненный наплавленный металлический слой;
16, 17 - источники концентрированного потока энергии узлов для наплавки один и два соответственно;
17 - источник концентрированного потока энергии узла для наплавки два. Также на фиг. 2 введены обозначения:
А1 и А2 - колебания (условно) соответствующих источников концентрированного потока энергии узлов для наплавки;
Ри - энергия ударных волн деформации;
ƒ - частота ударов;
Pst - предварительное статическое поджатие волновода;
S - направление подачи: источника концентрированного потока энергии относительно заготовки на фиг. 2а, деформирующего инструмента на фиг. 2б, режущего инструмента субтрактивного модуля (фрезы) на фиг. 2в (оно везде одинаковое);
n - частота вращения режущего инструмента субтрактивного модуля (фрезы).
Работа устройства происходит при осуществлении следующих этапов (фиг. 2):
а - послойная наплавка материала (одного или нескольких слоев) с помощью аддитивного модуля;
б - упрочнение статико-импульсной обработкой волной деформации (одного или нескольких) наплавленных слоев, причем с целью повышения эффективности упрочнения, в зависимости от марки, свойств и химического состава материала, металл деформируют при температуре более 100°С, но ниже температуры рекристаллизации, этот этап осуществляется с помощью упрочняющего модуля, причем упрочняющий модуль позволяет за счет волнового деформационного воздействия структурировать, уплотнить, упрочнить и снять напряжения в выращенном слое;
в - механическая обработка наплавленной и, если необходимо, упрочненной поверхности, с целью удаления дефектного слоя и обеспечения высокой точности и низкой шероховатости ответственных поверхностей с помощью субтрактивного модуля.
Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией работает следующим образом.
На поворотном столе 4 (фиг. 1) устанавливается металлическое основание, на котором будет осуществляться выращивание детали 11. Включается аддитивный модуль 1 с входящими в него узлами подачи проволоки 2, узлом для наплавки один 7 и узлом для наплавки два 8. С помощью приводов подачи по трем координатам источники концентрированного потока энергии 16 и 17 подводятся к металлическому основанию, которое установлено на поворотном столе 4, и с помощью осциллятора задействованного узла для наплавки зажигают электрическую дугу без контакта с поверхностью металлического основания. Движения источников концентрированного потока энергии 16 и 17 осуществляются автоматизированной системой управления приводами подачи по трем координатам с помощью управляющей программы числового программного управления устройства. Наплавка материала осуществляется в один или несколько слоев в зависимости от геометрии, свойств наплавляемого металла и требованиям к его качественным характеристикам. При наплавке непрерывно работают осцилляторы узлов для наплавки, сообщающие колебания источникам концентрированного потока энергии 16 и 17, соответственно, А1 и А2, а также автоматизированная система управления подачей по трем координатам с обратной связью по зазору между концом наплавляемой проволоки и поверхностью выращиваемой детали 11, что позволяет поддерживать горение, необходимое для наплавки слоев металлического материала и обеспечивать устойчивость процесса выращивания.
Процесс выращивания детали лазерной, электронно-лучевой, плазменной или электродуговой послойной наплавкой материала из проволоки по сравнению с порошковыми аддитивными технологиями, экономически многократно более выгоден и обеспечивает более высокую производительность. Недостатки такой технологии в виде дефектов структуры, высокой пористости и меньшей точности компенсируются упрочняющей и механической обработкой в процессе получения детали.
После наплавки одного или нескольких слоев металлического материала, в соответствии с управляющей программой, включается упрочняющий модуль 5 с входящим в него генератором импульсов 6, основными элементами которого являются боек 12 и волновод 13. Генератор импульсов подводится приводами подачи по трем координатам упрочняющего модуля 5 к наплавленному металлическому слою 10 и поджимается к нему волноводом 13 через деформирующий инструмент 14 с силой Pst. При упрочнении боек 12 ударяет по волноводу 13 статически поджатому к наплавленному металлическому слою 10 через деформирующий инструмент 14, в результате в ударной системе боек-волновод генерируются плоские акустические волны, которые характеризуются законом изменения сил (амплитудой волны деформации) во времени, максимальным значением сил, временем действия сил (длительности волны деформации) и энергией волны деформации. Эти характеристики зависят от геометрии соударяющихся бойка 12 и волновода 13, свойств их материалов и скорости соударения. Волна деформации состоит из последовательности импульсов, длительность каждого из которых равна периоду волны. Форма ударного импульса (изменение силы по времени), поступающего в очаг деформации, будет определять эффективность динамического нагружения. Форма ударного импульса, поступающего в очаг деформации и область контакта деформирующего инструмента 14 с наплавленным металлическим слоем 10, будет определять эффективность динамического нагружения. Предварительное статическое поджатие волновода 13 способствует наиболее полному использованию импульсной нагрузки для пластического деформирования наплавленного металлического слоя 10. При упрочнении форма ударных импульсов максимально адаптируется к свойствам материала и условиям нагружения, что увеличивает КПД процесса упрочнения, расширяет технологические возможности обработки наплавленного металлического слоя 10.
Упрочняющий модуль, осуществляющий технологию упрочнения статико-импульсной обработкой, позволяет структурировать, уплотнить, упрочнить материал выращенного слоя, формировать вместо растягивающих остаточных напряжений термической природы, сжимающие. Упрочнение распространяется на большую, чем наплавляемый слой, глубину, что позволяет применять статико-импульсную обработку волной деформации не послойно, т.е. после наплавки одного слоя металла, а после наплавки нескольких слоев, что способствует повышению производительности процесса. При использовании волнового деформационного упрочнения появляется возможность создания гетерогенно упрочненной структуры выращенного металлического материала, сочетающей одновременно твердые и пластичные участки, обладающей высокой эффективностью при эксплуатации в условиях действия усталостных нагрузок.
После упрочняющей обработки, в соответствии с управляющей программой, включается субтрактивный модуль 3, рабочим органом которого является шпиндельная головка с режущим инструментом субтрактивного модуля (фреза) 9. Фреза 9 субтрактивного модуля 3 подводится к упрочненному наплавленному металлическому слою и производит, в соответствии с управляющей программой, обработку резанием его боковых поверхностей, удаляя дефектные слои и наплывы, а также обеспечивая высокую точность и низкую шероховатость ответственных поверхностей.
Далее цикл повторяется в соответствии с требованиями к выращиваемой детали.
Ниже приведены примеры типичных деталей, которые целесообразно изготовлять, используя предлагаемую аддитивно-субтрактивно-упрочняющую технологию. Показано, за счет чего увеличится эффективность изготовления в случае применения предлагаемого устройства.
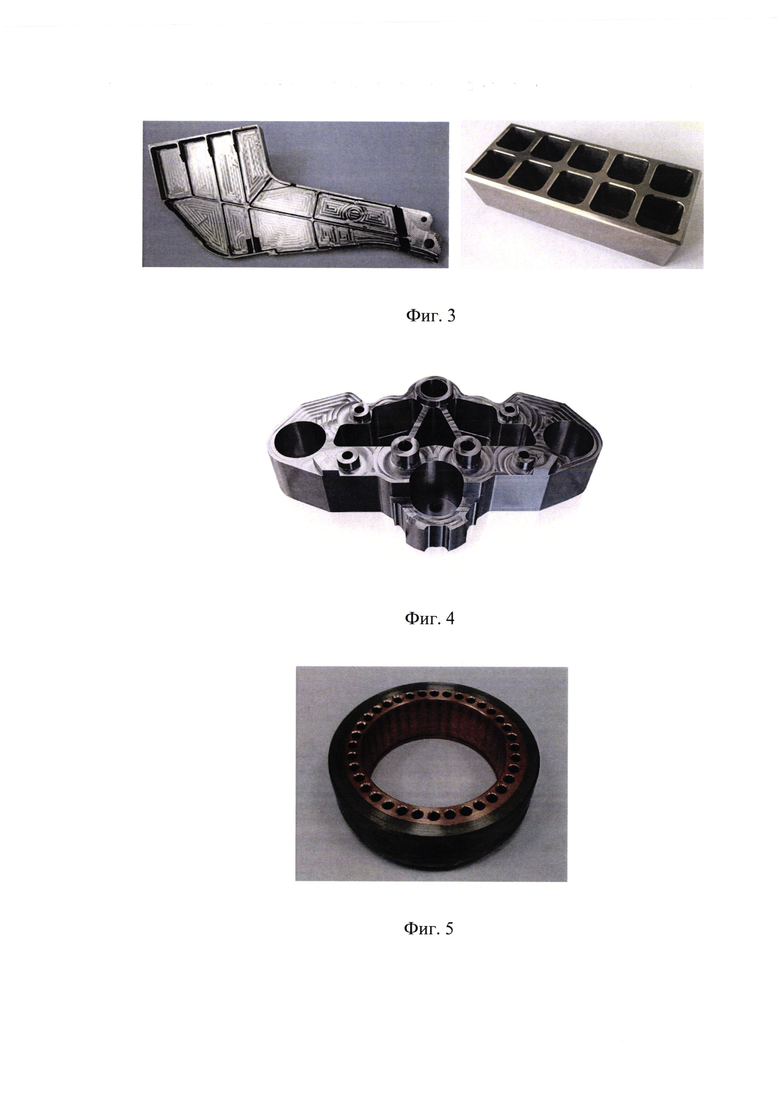
Пример 1. Выращивание протяженной монометаллической крупногабаритной детали, типа «Нервюра» или «Сотовая панель» [6] (фиг. 3) одновременно с двух сторон двумя узлами для наплавки и, соответственно, двумя источниками концентрированного потока энергии, работающими проволокой одного и того же диаметра, что позволяет повысить производительность выращивания до 2 раз.
Пример 2. Выращивание монометаллической крупногабаритной детали с существенно отличающимися по толщине элементами: массивными несущими элементами корпуса и тонкими ребрами, тонкостенными полыми бобышками, деталь типа «Шейка вала» [7] (фиг. 4). При выращивании таких деталей одним узлом для наплавки следует выбирать проволоку малого диаметра, так как минимально возможная толщина стенки конструктивного элемента детали всегда несколько больше толщины используемой для выращивания проволоки. В то же время производительность выращивания массивных толстостенных элементов прямо зависит от диаметра проволоки: с увеличением диаметра проволоки растет производительность. В целях расширения технологических возможностей предлагаемого устройства и повышения производительности выращивания целесообразно применять два узла для наплавки и, соответственно, два источника концентрированного потока энергии, один из которых работает проволокой большого диаметра и предназначен для выращивания массивных толстостенных элементов, а второй - малого диаметра и предназначен для выращивания тонкостенных элементов.
Пример 3. Выращивание биметаллической крупногабаритной детали типа «Биметаллическая втулка» (фиг. 5) двумя узлами для наплавки и, соответственно, двумя источниками концентрированного потока энергии, работающими проволоками одинакового или разных диаметров из различных материалов. При выращивании биметаллических деталей наплавка материала с низкой температурой плавления на материал с высокой температурой плавления, как правило, не представляет технологических сложностей.
В то же время, при существенной разнице температур плавления наплавляемых материалов, серьезную сложность представляет наплавка материала с более высокой температурой плавления (внешней оболочки) на материал с низкой температурой плавления (внутренней оболочки). При образовании надежного биметаллического соединения на торцах тонких конструктивных элементов (ребер), вследствие оплавления возникают отклонения формы и размеров, нарушается геометрическая точность детали. Это существенно ограничивает технологические возможности способа и устройства, требует нанесения дополнительных промежуточных слоев из материалов специального состава, что, в свою очередь, существенно снижает производительность выращивания детали.
При использовании предлагаемого устройства проблема решается за счет послойного выращивания биметаллической детали двумя источниками концентрированного потока энергии, работающими проволоками одинакового или разных диаметров из различных материалов. При формировании каждого слоя вначале наплавляется материал с высокой температурой плавления (например, слой внешней оболочки), а затем материал с низкой температурой плавления (например, слой внутренней оболочки).
Технический эффект от использования в устройстве двух источников концентрированного потока энергии заключается в расширении технологических возможностей устройства и повышении производительности выращивания.
Источники информации, принятые во внимание
1. US 6657155 (B2). Method of and apparatus for making a threedimensional object. 2003
2. US 2019111509 (A1). Wire arc hybrid manufacturing. 2019
3. US 20070122560 (A1). Solid-free-form fabrication process including in-process component deformation. 2007
4. Возможности аддитивно-субтрактивно-упрочняющей технологии / Киричек А.В., Соловьев Д.Л., Жирков А.А., Федонин О.Н., Федонина C.O., Хандожко А.В. // Вестник Брянского государственного технического университета. 2016. №4 (52). С. 151-160
5. Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.
6. https://3dtoday.ru/blogs/news3dtoday/large-3d-printing-metals-technology-eubam-company-sciaky/
7. https://3dtoday.ru/blogs/news3dtoday/provoloka-dlya-additivnykh-tekhnologiy-innovatsii-i-traditsii-v-odnom-produkte/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2760020C1 |
| Способ наплавки с упрочнением волной деформации | 2020 |
|
RU2759278C1 |
| Устройство для наплавки с упрочнением волной деформации | 2020 |
|
RU2755081C1 |
| Способ получения кожухов камеры сгорания индустриальных двигателей с применением комплексной технологии прямого лазерного выращивания | 2023 |
|
RU2830597C1 |
| Способ аддитивного производства изделий из титановых сплавов с функционально-градиентной структурой | 2018 |
|
RU2700439C1 |
| Способ аддитивного производства тонкостенного металлического изделия | 2024 |
|
RU2841422C1 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| Способ аддитивного производства металлических изделий | 2024 |
|
RU2831634C1 |
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
Изобретение относится к устройству для выращивания детали путем аддитивно-субтрактивно-упрочняющей технологии и может применяться в различных областях машино- и авиастроения, а также ракетно-космической отрасли. Технический результат состоит в расширении технологических возможностей аддитивно-субтрактивно-упрочняющей технологии, повышении производительности выращивания и повышении качества выращенного металла. Аддитивный модуль устройства, использующего субтрактивные переходы для механической обработки базовых присоединительных поверхностей между переходами выращивания частей детали сложной формы, доступ к которым после синтеза всей детали затруднен или невозможен, имеет два или более узла для наплавки и, соответственно, два источника концентрированного потока энергии. Каждый узел для наплавки подает в зону выращивания одинаковый или различный металлический материал. Для обеспечения устойчивости процесса выращивания применяется осциллятор, который позволяет зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для наплавки слоев металлического материала. Аддитивный модуль имеет автоматизированную систему управления подачей металлической проволоки по трем координатам для каждого узла для наплавки. 3 з.п. ф-лы, 5 ил.
1. Устройство для изготовления детали путем аддитивно-субтрактивно-упрочняющей технологии, содержащее аддитивный модуль выращивания детали наплавкой металлической проволоки, упрочняющий модуль, выполненный с возможностью структурировать, уплотнить, упрочнить и снять напряжения в выращенном слое посредством волнового деформационного воздействия, и субтрактивный модуль для механической обработки резанием, выполненный с возможностью обеспечения точности размеров и взаимного расположения ответственных поверхностей детали, отличающееся тем, что аддитивный модуль выращивания детали содержит по меньшей мере два узла для наплавки, каждый из которых выполнен с возможностью автоматизированного управления подачей металлической проволоки по трем координатам, при этом аддитивный модуль, упрочняющий модуль и субтрактивный модуль выполнены с возможностью послойной обработки выращиваемой детали.
2. Устройство по п. 1, отличающееся тем, что каждый из узлов для наплавки аддитивного модуля выполнен с возможностью подачи в зону выращивания детали металлической проволоки различного диаметра.
3. Устройство по п. 1 или 2, отличающееся тем, каждый из узлов для наплавки аддитивного модуля выполнен с возможностью подачи в зону выращивания детали металлической проволоки из разного металла.
4. Устройство по любому из пп. 1-3, отличающееся тем, что каждый узел для наплавки аддитивного модуля содержит осциллятор.
| 0 |
|
SU193473A1 | |
| Оборудование для аддитивного производства с применением комбинированного процесса селективного электронно-лучевого плавления и электронно-лучевой резки | 2018 |
|
RU2729279C1 |
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
| ОБРАБАТЫВАЮЩИЙ СТАНОК | 2013 |
|
RU2711694C2 |
| CN 104741609 A, 01.07.2015 | |||
| CN 104526359 A, 22.04.2015 | |||
| CN 105945578 B, 22.05.2018 | |||
| US 20130319981 A1, 05.12.2013. | |||

