Изобретение относится к порошковой металлургии и может быть использовано при изготовлении высокоплотных керамических изделий сложной формы - лопаток газовых турбин, роторов турбонагнетателей и т.п.
Цель изобретения - расширение технологических возможностей рассмотренного способа за счет обеспечения получения заготовок сложной формы.
Сущность изобретения заключается в том, что в известном способе, включающем приготовление шликерной массы из материала заготовки и жидкости, формование заготовки и выполнение на ее поверхности разделительного пористого слоя, помещание в эластичную оболочку в засыпке из гигроскопичного порошкового материала и гидростатическое обжатие, формование заготовки осуществляют в жесткой форме, а разделительный пористый слой выполняют путем панировки поверхности заготовки чешуйчатым упругим негигроскопичным материалом. При этом в качестве чешуйчатого упругого нигигроскопичного материала может быть использован чешуйчатый графит.
Формование шликерной заготовки в жесткой разъемной форме обеспечивает получение заготовки требуемой конфигурации с достаточно высокой точностью и малой шероховатостью. После спекания перо лопатки турбины и лопатки турбонагнетателя механической обработке не подвергаются.
Применение в качестве разделительного пористого слоя частиц чешуйчатого упругого негигроскопичного материала, который наносится на сырую заготовку методом панировки, обеспечивает проведение допрессовки заготовок сложной формы под гидростатическим давлением.
Этот слой, кроме пропускания выжимаемой из заготовки жидкости, устраняет спрессовывание порошковой засыпки из гигроскопичного материала с материалом заготовки, а также обеспечивает хорошее отделение спрессованной порошковой засыпки от заготовки при ее извлечении. Достигается это в том числе и за счет упругости частиц разделительного слоя. Применение этих частиц в виде чешуек связано с тем, что чешуйки не повреждают поверхности заготовки.
Порошковая засыпка из гигроскопичного материала обеспечивает передачу гидростатического давления на уплотняемую заготовку и поглощение выжимаемой из нее влаги.
В качестве гигроскопичной порошковой засыпки могут применяться гидрофильные адсорбенты - пористая окись алюминия, силикагель, гипс и т.п.
Частично остающийся в заготовке пластификатор выжигается в печи для спекания при очищающем вакуумировании с нагревом.
Сущность изобретения иллюстрируется схемой, представленной на чертеже на примере гидростатического обжатия заготовки керамической лопатки турбины ГТД, сформированной методом шликерного литья в жесткой разъемной форме под давлением.
Сырую шликерную заготовку 1 покрывают (посредством панировки) пористым слоем частиц чешуйчатого упругого негигроскопичного материала 2, помещают в эластичную герметизирующую оболочку 3 в засыпке из гигроскопичного порошкового материала 4 и осуществляют процесс гидростатического обжатия под высоким давлением жидкости 5.
Изобретение иллюстрируется следующим примером.
Литьем в металлической форме под давлением 8 МПа шликера на основе нитрида кремния (Si3N4+7%SiC) на 4%-ном водном растворе поливинилового спирта (вес. тверд. : жидк=1:1) получали сырую заготовку лопатки с углом закрутки пера 28о, с максимальной толщиной 8 мм. Затем заготовку покрывали чешуйчатым графитом (сырую заготовку обсыпали чешуйчатым графитом), в эластичную оболочку 3 засыпали часть прокаленного силикагеля, помещали на него покрытую графитом 2 заготовку 1, высыпали оставшуюся часть силикагеля 4 и герметизировали оболочку 3.
Процесс гидростатической допрессовки осуществляли в камере гидростата под давлением 650 МПа жидкости 5 с выдержками при указанном давлении 12, 32 и 60 с.
Частично остающийся в заготовке пластификатор выжигали в печи при очищающем вакуумировании с нагревом до 400оС.
Далее образцы спекли по регламенту (в азоте).
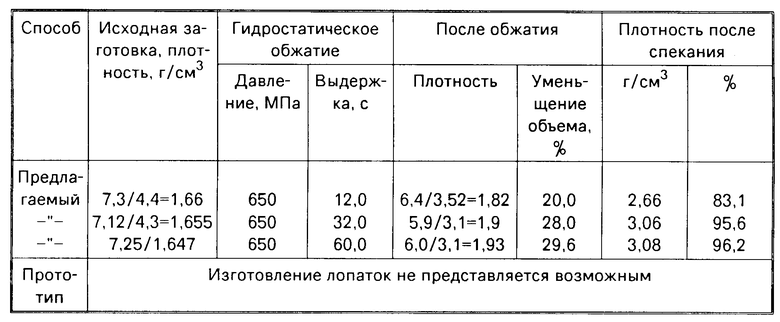
В процессе эксперимента фиксировались вес и объем образцов перед обжатием и после обжатия, плотность образцов после спекания. Растрескиваний и короблений лопаток после обжатия и спекания не обнаружено.
Полученные результаты представлены в таблице.
Из таблицы следует, что гидростатическое обжатие сырых шликерных заготовок сложной формы, сформованных в жесткой форме, в засыпке с разделительным пористым слоем из частиц чешуйчатого упругого негигроскопичного материала обеспечивает выжимание пластификатора из заготовок и уменьшение их объема. Происходящее при этом значительное сокращение пористости проявляется в резком возрастании плотности заготовок после спекания, что свидетельствует о высокой эффективности процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЛОПАТОК ИЗ ПОРОШКА | 1989 |
|
SU1790805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЛОПАТОК С ЗАПОЛНИТЕЛЕМ | 1991 |
|
SU1815873A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
RU2020020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ УПЛОТНЕНИЙ ГТД | 1994 |
|
RU2076256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
SU1804027A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| Способ изготовления резьбовых калибров-колец | 1989 |
|
SU1670321A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2030471C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ С НАПРАВЛЕННООРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 1993 |
|
RU2098228C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |

Сущность: заготовку формуют из шликерной массы в жесткой форме, покрывают посредством панировки разделительным пористым слоем частиц чешуйчатого упругого негигроскопичного материала, помещают в эластичную оболочку в засыпке из гигроскопичного порошкового материала и осуществляют гидростатическое обжатие. 1 ил., 1 табл.
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
