Изобретение относится к области получения многослойных длинномерных изделий из термопластических материалов методом низконапорного литьевого формования (интрузии).
Цель изобретения - получение многослойного длинномерного изделия с оболочкой из жесткого, термостойкого полипропилена и пластичной сердцевины из полиэтилена при одновременном повышении прочности изделия при изгибе.
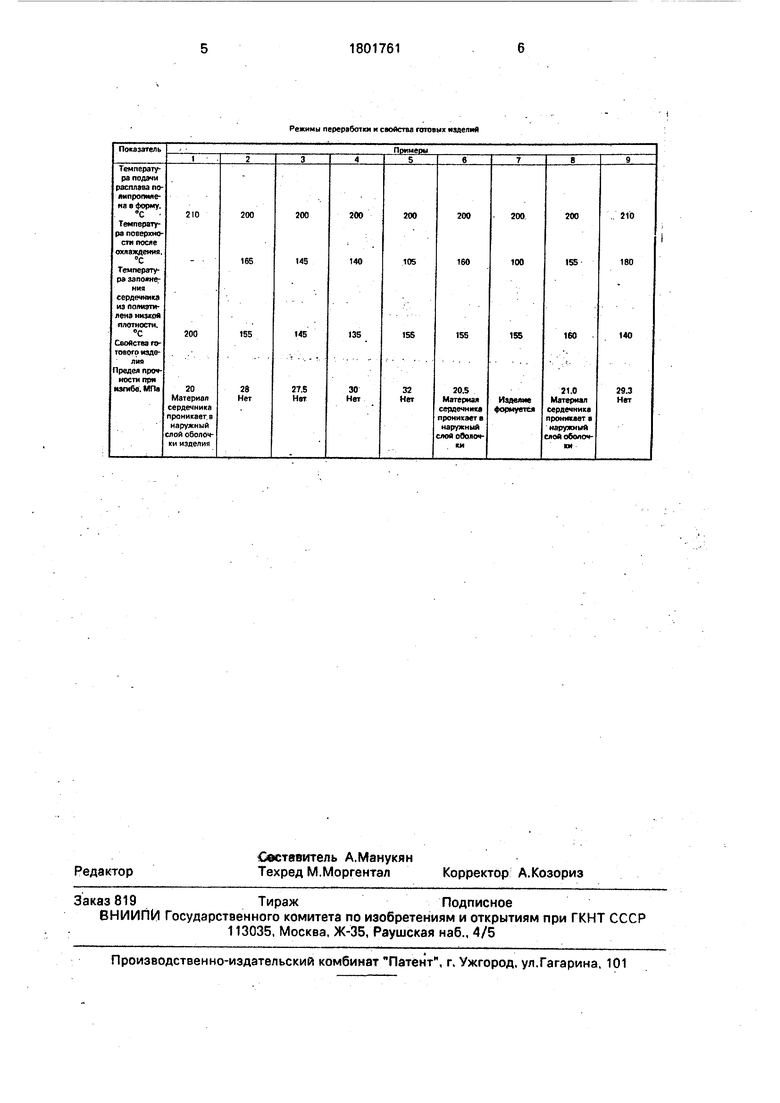
П р и м е р 1. Получают профильное длинномерное изделие с полипропиленовой оболочкой и полиэтиленовым сердечником согласно способу. В цилиндрическую форму длиной 500 м и диаметром 40 мм подают расплав жесткого термопластичного полипропилена при температуре 210°С и заполняют форму на 80%. затем подают материал сердечника из полиэтилена низкой плотности при температуре . При
этом,, материал сердечник проникает в наружный слой изделия. Свойства изделия (предел прочности при изгибе) представлены в таблице.
П р и м е р 2. Получают профильное длинномерное изделие заполнением формы по примеру 1 расплавом жесткого термо- пластичного полипропилена при температуре 200°С на 80%. Температура плавления исходного полипропилена 166°С. После заполнения формы расплавом полипропилена, ее охлаждают до температуры поверхности оболочки равной 155°С. Затем подают материал сердечника из расплава полиэтилена низкой плотности при температуре 155°С, т.е. на 10°С ниже температуры плавления материала оболочки (166°С). Свойства готового изделия представлены в таблице.
П р и м е р 3. Получают профильное длинномерное изделие заполнением фор00
о
о
мы по примеру 1 расплавом жесткого термопластичного полипропилена при температуре 200°С на 80%. Температура плавления исходного полипропилена 165°С. После заполнения формы расплавом полипропилена ее охлаждают до температуры поверхности оболочки равной 145°С. Затем подают материал сердечника из расплава полиэтилена низкой плотности при температуре 145°С, т.е. на 20°С ниже температуры плавления материала оболочки. Свойства готового изделия представлены в таблице,
П р и м е р 4. Аналогично примеру 2 получают длинномерное изделие. При этом температура поверхности оболочки после охлаждения составляет 140°С, а температура заполнения сердечника расплавом полиэтилена низкой плотности составляет 135°С. Свойства готового изделия представлены в таблице,
Л р и м е р 5. Аналогично примеру 2 получают длинномерное изделие, При этом температура поверхности оболочки после охлаждения составляет 105°С, а температура заполнения сердечника расплавом поли- ; этилена низкой плотности составляет 155°С. Свойства готового изделия представлены в таблице.
Примере. Длинномерное изделие получают аналогично примеру 2. При этом температура поверхности оболочки после охлаждения составляет 160°C, а температура заполнения сердечника расплавом полиэтилена низкой плотности составляет 155°С, Свойства готового изделия представлены в таблице.
При м е р 7. Длинномерное изделие получают аналогично примеру 2. При этом температура поверхности оболочки после охлаждения составляет 100°С, а температура заполнения сердечника расплавом полиэтилена низкой плотности составляет 155°С, Свойства готового изделия представлены в таблице.
ПримерЗ. Длинномерное изделие получают аналогично примеру 2. При этом температура поверхности оболочки после охлаждения составляет 155°Ci а температура .заполнения сердечника расплавом полиэтилена низкой плотности составляет 160°С, Свойства готового изделия представлены в таблице.
П р и м е р 9. Режимы получения и свойства готового изделия представлены в таблице,
Охлаждение наружной оболочки длин- номерного изделия при температуре подачи в форму выше температуры плавления материала оболочки в указанном диапазоне режимов, охлаждения позволяет заполнять сердцевину изделия более пластичным пол- имером с получением изделия по свойст- .вам, приближающимся к свойствам материала оболочки;
Указанный способ получения длинномерных изделий позволяет расширить ас- сортимент последних по их функциональному применению.
Введение новой технологической опе- раций - Ъхлаждение формы и, следовательно, поверхности оболочки исключает
вытеснение материала сердечника в наружные слои формуемого изделия и позволяет получать изделия с более жесткой по сравнению с сердечником оболочкой при одновременном повышении прочности изделия
при изгибе.
Формула изобретения Способ получения многослойных длинномерных изделий из термопластичных материалов методом литьевого формования,
включающий подачу расплава термопластичного материала оболочки изделия в форму, заполняющего последнюю частично, с последующей подачей расплава термопластичного материала сердечника изделия, изнутри проникающего в оболочку, отличающийся тем, что, с целью получения многослойного длинномерного изделия с оболочкой из жесткого термопластичного полипропилена и пластичной сердцевины из
полиэтилена при одновременном повышении прочности изделия при изгибе, после подачи а форму расплава термопластичного материала оболочки из полипропилена наружную поверхность оболочки охлаждают
до температуры на 10-60°С ниже температуры плавления полипропилена, а формование сердечника из пластичного полиэтилена осуществляют путем вытеснения из сердцевины полипропилена рэсплавом полиэтилена с температурой на 10-30°С ниже температуры плавления материала оболочки.
Режимы переработки и свойства готовых изделий

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |
| УПРОЧНЕННАЯ ТОНКАЯ ПЛЕНКА ДЛЯ ГИБКОЙ УПАКОВКИ | 2010 |
|
RU2565572C9 |
| Способ соединения уплотнителя плинтуса | 2020 |
|
RU2733348C1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2019 |
|
RU2722503C1 |
| ЭКСТРУЗИОННО-СКЛЕЕНЫЕ ЛАМИНАТЫ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2009 |
|
RU2492840C2 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2665912C1 |
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2008 |
|
RU2490135C2 |
| ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2018 |
|
RU2765293C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА, ВКЛЮЧАЮЩИЙ ПРОЦЕССЫ ОБРАБОТКИ ДЛЯ ПРИДАНИЯ МАТЕРИАЛУ ЗАЩИТНЫХ И АНТИСТАТИЧЕСКИХ СВОЙСТВ | 2011 |
|
RU2560351C2 |
Назначение: получение многослойных длинномерных изделий из термопластичных материалов с повышенной прочностью изделий при изгибе. Сущность изобретения: после подачи в форму расплава термопластичного материала оболочки из полипропилена наружную поверхность оболочки охлаждают до температуры на 10-60°С ниже температуры плавления полипропилена. Формование сердечника из пластичного полиэтилена осуществляют при этом путем вытеснения из сердцевины полипропилена расплавом полиэтилена с температурой 10-30°С ниже температуры плавления материала оболочки, 1 табл. ё
| Устройство для изготовления пластмассовых профильно-погонажных изделий переменного сечения | 1986 |
|
SU1344618A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
