Изобретение относится к обработке ма- тери алов резанием и может быть использовано, в частности, для обработки отверстий пластмассовых труб.
Цель изобретения - повышение эффек- тивности обработки поверхности в месте сварочного соединения за счет обеспечения возможности проверки качества сварного шва.
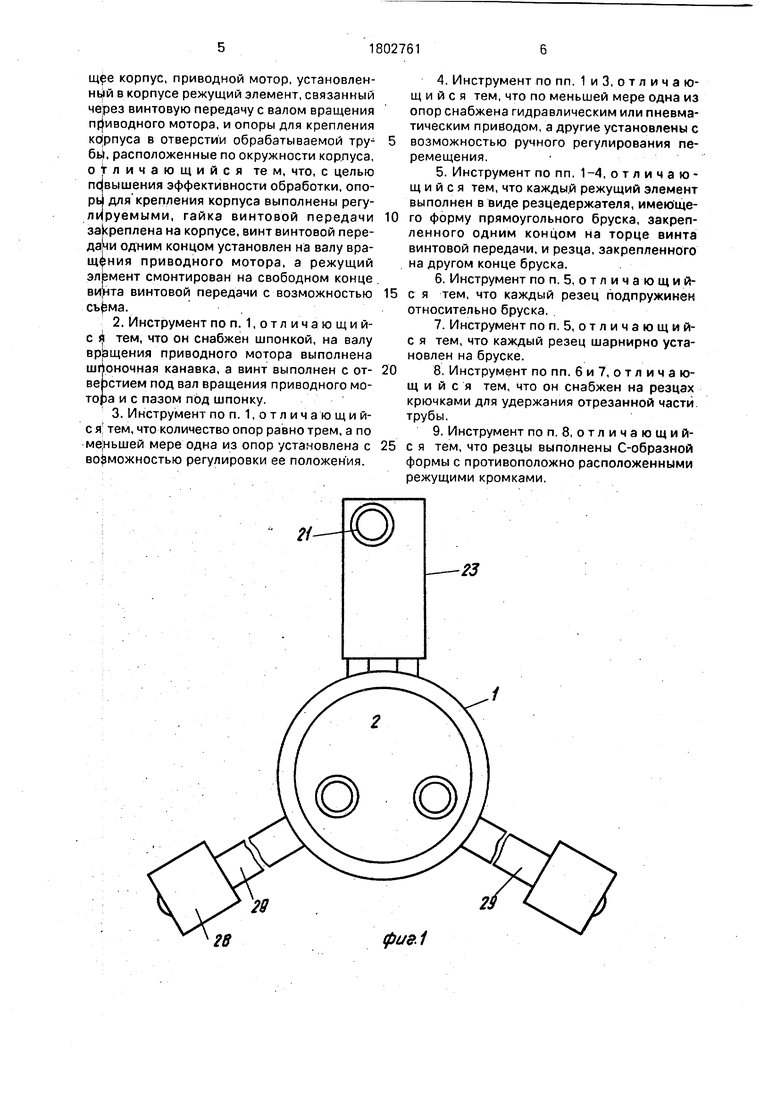
На фиг. 1 изображен общий вид инстру- мента для выполнения операций обработки внутренних поверхностей труб; на фиг. 2 - разрез фиг, 1 по оси; на фиг. 3 - вариант выполнения инструмента.
Режущий инструмент для выполнения операций обработки внутренних поверхностей труб содержит цилиндрический корпус 1, внут{5й которого на одном конце имеется привод в виде гидравлического мотора 2, вал 3 вращения которого соединен с патрон- ной муфтой 4, которая установлена на указанном валу и может на нем перемещаться. Для обеспечения ее вращения она соединена с ним при помощи шпонки 5, помещенной в соответствующую шпоночную канавку вала и патронной муфты, Патронная муфта 4 соединена фиксирующими винтами 6 с ходовым винтом 7, который проходит через гайку 8, закрепленную при помощи винтов 9 внутри корпуса 1, ходовой винт7 соединен с держателем режущего элемента в виде резца 10 посредством винта 11.
На держателе резца выполнена поперечная выемка 12, в которую вставляется брусок 13 опоры резца и который крепится здесь при помощи фиксирующей пластины 14, которая вкручивается в хвостовик с резьбой тела держателя резца 10, проходящий через сквозное отверстие в опорном бруске 13. Внутри опорного бруска 13 находится пружина 15, которая работает между опорными блоками 16, перемещающимися внутри опорного бруска, и которые удерживаются от выброса путем установки шпилек 17 в блоках, имеющих шлифы 18 в опорном бруске. На открытых концах опорных блоков, установлены узлы резцов 19, которые имеют шарнирный поворот и направлены в наружном направлении пружинами 20. Каждый узел резцов имеет лезвия резца 21 и собирающий крючок 22.
. Снаружи корпуса 1 имеются опоры для его крепления в трубе, в виде захватного блока 23, который закреплен при помощи шпилек 24 на корпусе, внутри захватного блока помещен цилиндр 25 с поршнем 26, который упирается в стенку корпуса и цилиндр, имеющий прорезь ввода 27 для гидравлической жидкости. Две направляющих 28 размещены на равном расстоянии друг
от друга вокруг корпуса, каждая направляющая установлена на оп орном элементе 29 на таком расстоянии от корпуса, чтобы центровать ось корпуса существенно соосно оси трубы.
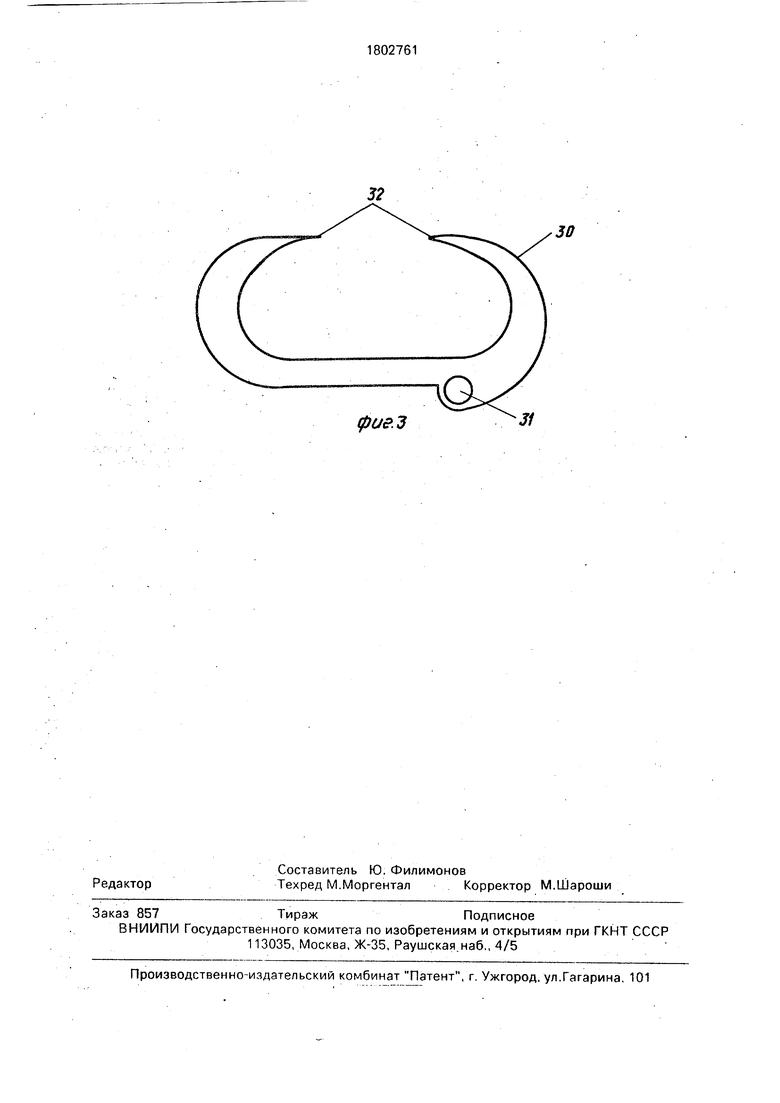
В варианте конструкции,показанной на фиг. 3, вместо угла резцов с режущими лезвиями и собирающим крючком, показан пе- редни й и задний крючок 30, имеющий шарнирную точку 31 для соединения его с опорными блоками 16 опорного бруска 13 резца фиг. 2. В этом варианте резец 30 имеет две противоположное режущие кромки 32, расположенные на расстоянии друг от друга на элементе, имеющем форму буквы С, который выступает в качестве собирающего крючка для срезанных сварных швов.
При шарнирном повороте узлов резцов внутрь, корпус можетустанавливаться в трубу и вводиться в нее на известное расстояние до сварного шва в месте соединения трубы со следующей трубой. Когда он доходит до сварного шва, собирающий крючок проходит сверху шва с тем, чтобы шов попал в отверстие крючка и направляет кромку лезвия резца на соединение сварного шва со стенкой трубы. Затем, в захватный блок 23 подается гидравлическая жидкость для того, чтобы вывести его из корпуса и ввести в контакт со стенкой трубы с целью обеспечения надежного крепления корпуса в нужном положении.
Затем приводится в действие гидравлический мотор для осуществления вращения винта 7 подачи.и опорного бруска резца, винт подачи постепенно выходит через гайку 8 для того, чтобы направить лезвия резцов 21 вдоль трубы, в то время как они там вращаются.
В результате внутренний шов начисто срезается со стенки трубы и остается целым. Когда срезание завершается, срезанный шов зацепляется собирающим крючком и удаляется из трубы, когда из нее выводится корпус.
В варианте выполнения инструмента, как это показано на фиг. 3, внутренний сварной шов попадает между двумя режущими кромками, гидравлический мотор может вращаться в обратном направлении для вращения резцов и одновременного из направления в корпус, когда противоположная режущая кромка срезает соединение сварного шва и стенки трубы. При любых обстоятельствах, как только сварной шов срезан, он подхватывается лезвием резца 30 с целью вывода из трубы вдоль корпуса.
Формула изобретения
1. Режущий инструмент для обработки, внутренних поверхностей труб, содержащфе корпус, приводной мотор, установлен- нЦй в корпусе режущий элемент, связанный через винтовую передачу с валом вращения приводного мотора, и опоры для крепления корпуса в отверстии обрабатываемой тру- бьЬ расположенные по окружности корпуса, отличающийся тем, что, с целью повышения эффективности обработки, опо- рь для крепления корпуса выполнены регу- лируемыми, гайка винтовой передачи закреплена на корпусе, винт винтовой передари одним концом установлен на валу вра- щфния приводного мотора, а режущий элемент смонтирован на свободном конце винтовой передачи с возможностью .
2. Инструмент по п. 1, о т л и ч а ю иц и й- с jji тем, что он снабжен шпонкой, на валу вращения приводного мотора выполнена шг|оночная канавка, а винт выполнен с от- ве|эстием под вал вращения приводного мотора и с пазом под шпонку.
3. Инструмент по п. 1,отличаю щи й- с я тем, что количество опор равно трем, а по меньшей мере одна из опор установлена с возможностью регулировки ее положения.
4. Инструмент по пп. 1иЗ,отличаю- щ и и с я тем, что по меньшей мере одна из опор снабжена гидравлическим или пневматическим приводом, а другие установлены с возможностью ручного регулирования перемещения.
5. Инструмент по пп. 1-4, отличающий с я тем, что каждый режущий элемент выполнен в виде резцедержателя, имеющего форму прямоугольного бруска, закрепленного одним концом на торце винта винтовой передачи, и резца, закрепленного на другом конце бруска.
6. Инструмент по п. 5, о т л и ч а ю щ и й- с я тем, что каждый резец подпружинен относительно бруска,
7. Инструмент по п. 5, о т л и ч а ю щ и й- с я тем, что каждый резец шарнирно установлен на бруске.
8. Инструмент по пп. 6 и 7, о т л и ч а ю- щ и и с я тем, что он снабжен на резцах крючками для удержания отрезанной части. трубы.
9. Инструмент по п. 8, о т л и ч а ю щ и й- с я тем, что резцы выполнены С-образной формы с противоположно расположенными режущими кромками.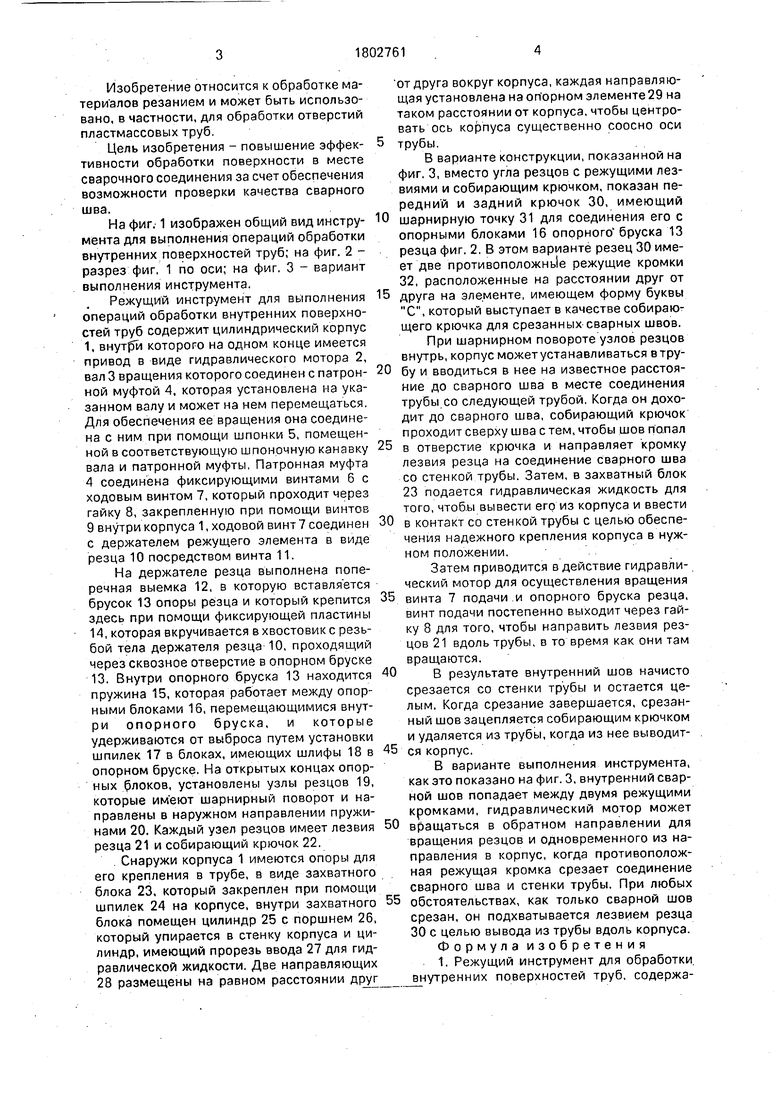
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| СПОСОБ ЗАЧИСТКИ ИЗНУТРИ ТРУБ С ПРОДОЛЬНЫМ СВАРНЫМ ШВОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012437C1 |
| Устройство для удаления грата | 1982 |
|
SU1076232A1 |
| Устройство для снятия внутренней фаски труб | 2021 |
|
RU2771529C1 |
| Устройство для обработки кольцевых сварных швов | 1982 |
|
SU1013108A1 |
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ | 1999 |
|
RU2163858C2 |
| Устройство для удаления внутреннего грата со сварных швов термопластовых труб | 1979 |
|
SU880777A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
| РАБОЧИЙ МЕХАНИЗМ МАШИНЫ ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1996 |
|
RU2108874C1 |
| Устройство для резки труб | 1977 |
|
SU651907A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
