Изобретение относится к механической обработке и может быть использовано для обработки кольцевых сварных швов.
. Известно устройство для обработки кольцевых сварных швов, содержащее корпус и державку, на которой установлены режущий инструмент и копирный механизм в виде подпружиненных роликов С I
- Недостатком уст Зойства является то,,что ролики недостаточно точно копируют поверхность обработки, вследствие чего возможно врезание резца в основной металла, что снижает качество обработки шва.
Целью изобретения является повышение качества обработки сварных швов.
Поставленная цель достигается тем, что в устройстве для обработки кольцевых сварных швов, содержащем корпус и державку с установленными на ней копирным механизмом и резцом копирный механизм выполнен в виде двух шарнирно закрепленных на державке балансиров, на концах которых установлены опорные ролики, расположенные симметрично относительно ржущей кромки резца.
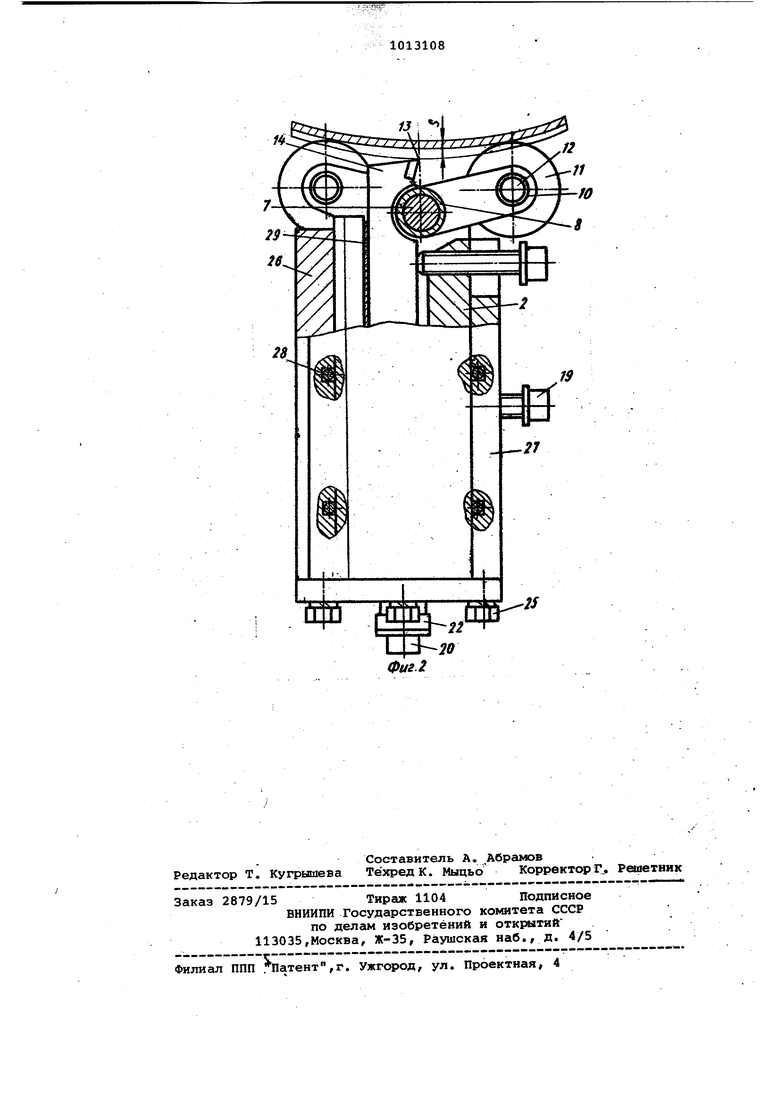
На фиг. 1 показано устройство, общий вид) на фиг. 2 - устройство, вид сбоку.
Устройство состоит из корпуса 1, внутри которого размещена державка 2. Державка 2 содержит две цапфы 3 и 4, в которых с помощью гаек 5 и шайб 6 закреплена ось 7, на. которой размещен копирующий орган (элемент) , выполненный в виде рессорно-балансирной тележки и состоящей из балансиров левогЬ 8 и правого
9.Балансиры 8 и 9 выполнены равноплечими и свободно покачиваются на ступицах относительно оси 7. На концах балансиров расположены цапфы
10,в котчэрых размещены опорные ролики 11 (не 4-х штук. Ролики установлены на подшипниках качения и свободно вращаются вокруг осей
12, закрепленных в цапфах 10 (.фиг.2 при этом точки опоры роликов в обрабатываемое изделие опираются так , что они располагаются в верхних вершинах прямоугольника, геометрическим центром которого явля« тся режущая кромка 13 резца 14, головка кЬторого расположена между балансирами 8 и 9. В процессе работы балансиры 8 и 9 с закрепленными иа них роликами 11 устанавливаются так, чтобы ролики были расположены .симметрично и попарно относительно шва 15, т.е. одйа пара роликов
скользит по .кромке 16, а вторая по кромке 17 сварного узла 18. Тело резца 14 } становлено внутри державки 2 и закреплено винтами 19. Настройцу на заданную величину обработки усиления шва производят винтом 20. Державка 2 подпружинена двойными пружинами 21.Пружины 21 надетына регулировочные винты 22 и расположены внутри державки 2 в гнездах 23. Второй торец пружин 21 опирается в крышку 24, закрепленную на корпусе 1 устройства с помощью винтов 25. Корпус 1 устройства состоит из основания 26 (фиг. 2) и кршики 27. В основании 26 и крьвики 27 размещены подашпники 28 качения, на которых установлена дХержавка 2. Между державкой 2 и телом резца 14 установлены регулировочные пластины 29.
Устройство работает следующим образом.
Корпус 1 с помощью выступа 30 закрепляют на суппорте токарного станка. Режущую кромку 13 резца 14 устанавливают в плоскости, проходящей через ось вращения обрабатываемого изделия и ось балансиров 8 и 9 с помощью пластин 29. Одновременно задают требуемую величину, определяющую после обработки высоту усиления шва. Величину настраивают с по1у1ощью винта-20, при в процессе настройки все четыре опорных ролика должны опираться в поверхности кромок 16 и 17 и располагаться попарно симметрично относительно шва 15. После настройки резца под заданные параметры обработки шва резец закрепляют в державке 2 винтами 19. В зависимости от материала обрабатываемого изделия (сварного шва ) настраивают усилие резания с помощью пружин 21 и винтов 22, затем производят обработку шва.
В процессе обработки поверхности роликов попарно скользят по поверхности кромок 16 и 17 около шва, причем в работе участвует та пара роликов, которая скользит по поверхнос.ти, имеющей уступ (навйсание ) над смежной кромкой. При наличии гофр, впадин и выступов на поверхностях 16 и 17 ролики 11 плавно копируют их-;: а балансиры 8 и 9 соответственно покачивгиотся на осях 7. Благодаря этому режущая кромка резца внедряется в шов равномерно и с одинаковой скоростью подачи.
Использование изобретения позволяет осуществить обработку сварных ;швов за один проход с шероховатостью не Ниже без задиров и врезания в основной металл.
/«
2S
ttS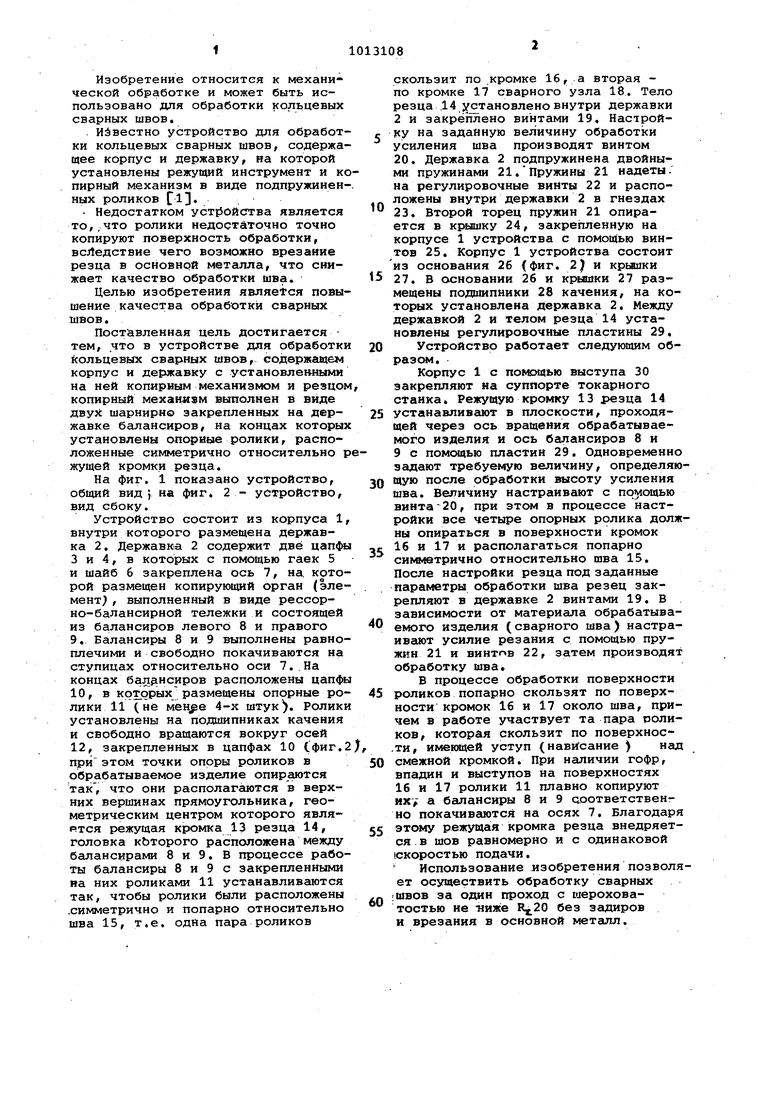
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки швов внутри труб | 1983 |
|
SU1155362A1 |
| Устройство для удаления грата | 1982 |
|
SU1076232A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для снятия грата | 1981 |
|
SU984779A1 |
| Устройство для снятия наружного грата | 1987 |
|
SU1579650A1 |
| Устройство для обработки сварных швов | 1980 |
|
SU867522A1 |
| Устройство для снятия грата при стыковой сварки кольцевых деталей | 1976 |
|
SU695767A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ содержащее корпус и державку с установленными на ней копирным механизмом и резцом,, отличающее с.я тем, что, с целью повышения/качества обработки, копирный механизм выполнен в виде двух шарнирно закрепленных на державке балансиров, на концах которых установлены опорные ролики, расположенные сиквютрично относительно режущей кромки резца. (Л со о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
