Изобретение относится к обработке металлов давлением и станкостроению, а более конкретно, к способам изготовления мерных заготовок, например канатов, используемых в конструкциях гасителей вибрации для воздушных линий электропередачи,
Цель изобретения - повышение точности размера отрезаемой заготовки путем исключения распушивания проволок концов каната.
Поставленная цель достигается тем, что в способе получения мерных заготовок из металлического каната, включающим подачу, разматывание, правку, прижим, закрепление каната в фиксированном положении и непосредственно разрезание каната е размер заготовки, перед разрезанием каната проводят фиксацию прядей каната в местах последующего разрезания, которую осуществляют посредством холодной точечной контактной сварки, а резание осуществляют в плоскости нанесения точек в месте контакта, при этом при точечной сварке и
резании осуществляют поворот каната вокруг продольной оси в обоих направлениях,
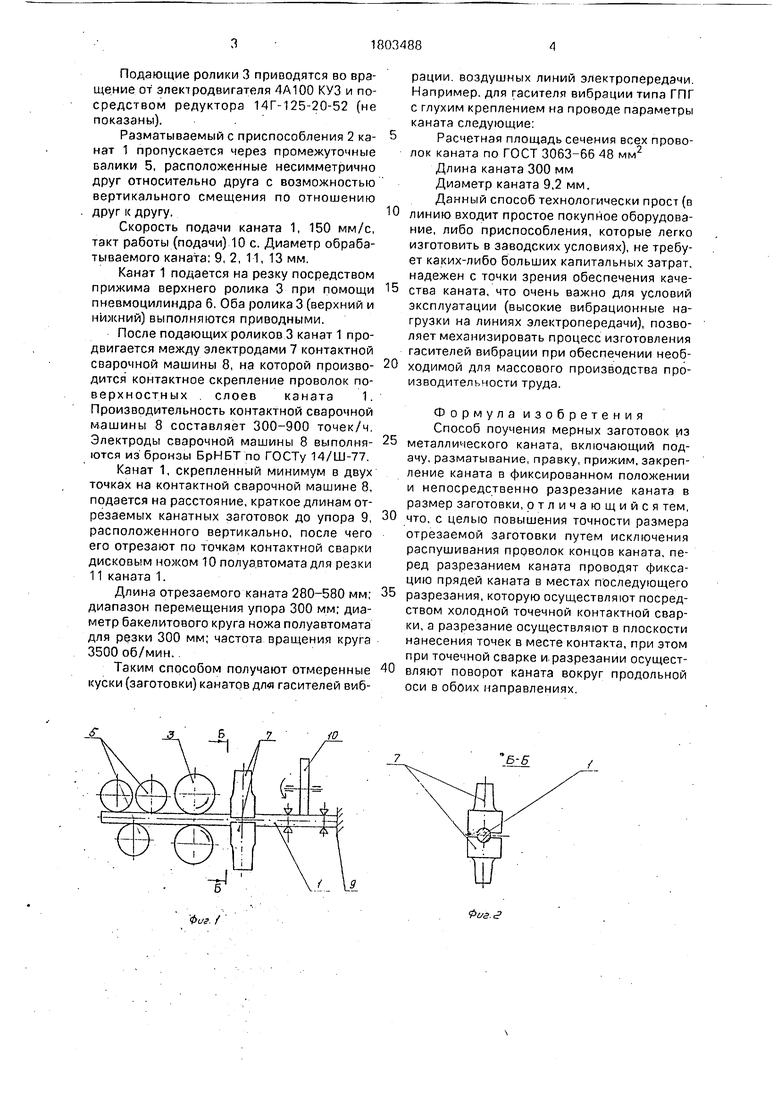
На фиг.1 представлена принципиальная (конструктивная) схема линии для получения мерных заготовок из металлического каната предлагаемым способом; на фиг.2 - вид по Б-Б на фиг.1; на фиг.З - общий вид устройства (оборудования), входящего в линию для получения мерных заготовок; на фиг.4 - вид по стрелке А на фиг.З,
Технологическая схема получения мерных заготовок сводится к следующему. Металлический канат 1 представляет в бухте приспособления для разматывания 2 каната 1. Наибольшая масса разматываемой бухты 2500 кг, диаметр платформы 1250 мм. Приспособление для разматывания 2 каната 1 неприводное, оно приводится о действие путем натяжения каната 1 подающими роликами 3, расположенными соосно друг под другом и. имеющими возможность вращения в противоположные стороны. Ролики 3 закрепляются в специальном подающем механизме 4. Сама бухта каната транспортируется мостовым краном (не показ-ан).
ел
с
оо
О О)
00
Подающие ролики 3 приводятся во вращение от электродвигателя 4А100 КУЗ и посредством редуктора 14Г-125-20-52 (не показаны).
Разматываемый с приспособления 2 канат 1 пропускается через промежуточные валики 5, расположенные несимметрично друг относительно друга с возможностью вертикального смещения по отношению друг к другу.
Скорость подачи каната 1, 150 мм/с, такт работы (подачи) 10 с. Диаметр обрабатываемого каната: 9, 2, 11, 13 мм.
Канат 1 подается на резку посредством прижима верхнего ролика 3 при помощи пневмоцилиндра 6. Оба ролика 3 (верхний и нижний) выполняются приводными.
После подающих роликов 3 канат 1 продвигается между электродами 7 контактной сварочной машины 8, на которой производится контактное скрепление проволок поверхностных . слоев каната 1. Производительность контактной сварочной машины 8 составляет 300-900 точек/ч. Электроды сварочной машины 8 выполняются из бронзы БрНБТ по ГОСТу 14/Ш-77.
Канат 1, скрепленный минимум в двух точках на контактной сварочной машине 8, подается на расстояние, краткое длинам отрезаемых канатных заготовок до упора 9, расположенного вертикально, после чего его отрезают по точкам контактной сварки дисковым ножом 10 полуавтомата для резки 11 каната 1.
Длина отрезаемого каната 280-580 мм; диапазон перемещения упора 300 мм: диаметр бакелитового круга ножа полуавтомата для резки 300 мм; частота вращения круга 3500 об/мин..
Таким способом получают отмеренные куски (заготовки) канатов гасителей виб0
5
0
5
0
5
0
рации, воздушных линий электропередачи. Например, для гасителя вибрации типа ГПГ с глухим креплением на проводе параметры каната следующие:
Расчетная площадь сечения всех проволок каната по ГОСТ 3063-66 48 мм2
Длина каната 300 мм
Диаметр каната 9,2 мм.
Данный способ технологически прост (в линию входит простое покупное оборудование, либо приспособления, которые легко изготовить в заводских условиях), не требует каких-либо больших капитальных затрат, надежен с точки зрения обеспечения качества каната, что очень важно для условий эксплуатации (высокие вибрационные нагрузки на линиях электропередачи), позволяет механизировать процесс изготовления гасителей вибрации при обеспечении необходимой для массового производства производительности труда.
Формула изобретения Способ поучения мерных заготовок из металлического каната, включающий подачу, разматывание, правку, прижим, закрепление каната в фиксированном положении и непосредственно разрезание каната в размер заготовки, отличающийся тем, что, с целью повышения точности размера отрезаемой заготовки путем исключения распушивания проволок концов каната, перед разрезанием каната проводят фиксацию прядей каната в местах последующего разрезания, которую осуществляют посредством холодной точечной контактной сварки, а разрезание осуществляют в плоскости нанесения точек в месте контакта, при этом при точечной сварке и.разрезании осуществляют поворот каната вокруг продольной оси в обоих направлениях.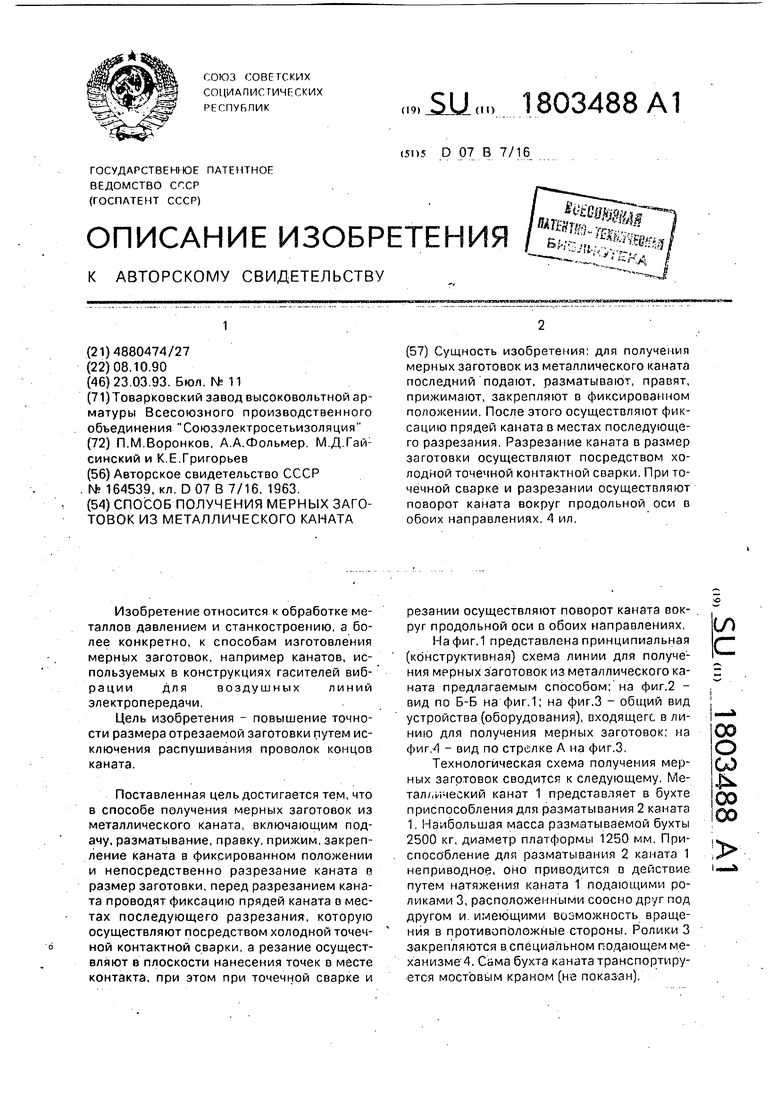
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| Способ и устройство для изготовления мешков из рукава, изготовленного из ткани | 2015 |
|
RU2687646C2 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ДЛИННОМЕРНОЙ КАНАТНОЙ ЗАГОТОВКИ | 1999 |
|
RU2157304C1 |
| Автоматическая линия для изготовления изделий замкнутой формы из проволоки | 1983 |
|
SU1087234A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЮЩЕ-РЕЖУЩЕГО ЗАГРАЖДЕНИЯ "АКАЦИЯ" | 2013 |
|
RU2569609C2 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Установка для заготовки прядевой арматуры | 1991 |
|
SU1791601A1 |
Сущность изобретения: для получения мерных заготовок из металлического каната последний подают, разматывают, правят, прижимают, закрепляют о фиксированном положении, После этого осуществляют фиксацию прядей каната в местах последующего разрезания. Разрезание каната в размер заготовки осуществляют посредством холодной точечной контактной сварки. При точечной сварке и разрезании осуществляют поворот каната вокруг продольной оси в обоих направлениях. 4 ил.
Фиг. /
Фиг.
Вид А
Фиг. 3
Vib
| УСТРОЙСТВО для ОТМЕРИВАНИЯ И РЕЗКИ КАНАТОВ | 0 |
|
SU164539A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
