Изобретения относятся к области производства проволочных сеток, в частности к машинам многоточечной контактной сварки арматурных сеток, устройствам подачи проволок для продольных стержней и устройствам для подачи проволоки для поперечных стержней, и могут быть использованы в строительной индустрии, в частности на арматурных заводах или заводах железобетонных изделий.
Известна машина многоточечной контактной сварки широких сеток, в которой продольные арматурные стержни раскладываются на рабочих рольгангах между верхними и нижними электродами в зависимости от расстояния между продольными стержнями, после совмещения осей электродов осуществляется подача тока от трансформаторов к нижним электродам, которые установлены на траверсе /SU 1590277, B 23 K 11/10, 07.09.90/. Машина позволяет сваривать широкую номенклатуру сеток, но при этом занимает большие производственные площади.
Наиболее близкой к данному изобретению является известная машина для многоточечной контактной сварки арматурных сеток, содержащая станину, устройство подачи проволок для продольных стержней, устройство подачи проволоки для поперечных стержней, сварочные трансформаторы, расположенные поперек направления подачи проволок для продольных стержней, нижние электрододержатели с электродами и, установленные на траверсе с возможностью вертикального перемещения, шунтирующие верхние электроды /RU 2034685, B 23 K 11/10, 10.05.95/. Данная машина позволяет изготавливать сетки высокого качества за счет обеспечения плоскостности, однако типоразмер изготовляемых сеток ограничен.
Известно устройство подачи проволоки для продольных стержней в машину многоточечной контактной сварки арматурных сеток, содержащее размещенные на станине бухтодержатели с бухтами проволоки, правильный механизм, силовой вал с прижимными роликами и петлевой накопитель /SU 544358, В 23 К 11/10, 20.06.77/. Устройство позволяет обеспечить непрерывность работы машины для многоточечной контактной сварки, но при этом позволяет изготавливать ограниченный типоразмер сеток.
Известно также устройство подачи проволоки для поперечных стержней в машину многоточечной контактной сварки арматурных стержней, содержащее бухту проволоки, установленную на свободно вращающемся бухтодержателе, ножницы для резки проволоки и укладчик под электроды сварочной машины /SU 193641, В 23 К 11/10, 29.05.67/. Это устройство позволяет сваривать мелкую сетку, изготавливаемую из тонкой проволоки.
Задачей данной группы изобретений является создание устройств, позволяющих изготавливать арматурные сетки различного типоразмера и разным шагом между продольными стержнями с обеспечением плоскостности сеток, повышение производительности изготовления сеток и обеспечение удобства ее обслуживания.
Для этого машина для многоточечной контактной сварки арматурных сеток, содержащая станину, устройство подачи проволок для продольных стержней, устройство подачи проволоки для поперечных стержней, сварочные трансформаторы, расположенные поперек направления подачи проволок для продольных стержней, нижние электрододержатели с электродами и установленные на траверсе с возможностью вертикального перемещения, шунтирующие верхние электроды, снабжена, по крайней мере, одной дополнительной траверсой с установленными на ней с возможностью вертикального перемещения шунтирующими верхними электродами, траверсы выполнены сменными, верхние шунтирующие электроды установлены на каждой траверсе на расстоянии друг от друга, соответствующем шагу между продольными стержнями в сетке, а схема подключения сварочных трансформаторов к нижним электрододержателям выполнена с возможностью включения каждого трансформатора в схему подачи тока в зависимости от шага между продольными стержнями в конкретной изготовляемой сетке и от ее ширины.
Устройство подачи проволоки для продольных стержней в машину многоточечной контактной сварки арматурных сеток, содержащее размещенные на станине бухтодержатели с бухтами проволоки, правильный механизм, силовой вал с прижимными роликами и петлевой накопитель, снабжено направляющей системой, состоящей из отдельных направляющих труб и установленной перед правильным механизмом, и позиционным валом, размещенным после петлевого накопителя, правильный механизм выполнен в виде взаимно перпендикулярно расположенных роликовых правилок, силовой вал выполнен с возможностью создания тягового усилия для разматывания бухт проволоки, передвижения ее по направляющим трубам и выпрямления в роликовых правилках, а бухтодержатели выполнены свободно вращающимися количеством, равным максимальному числу продольных стержней в сетке.
Устройство подачи проволоки для поперечных стержней в машину многоточечной контактной сварки арматурных стержней, содержащее бухту проволоки, установленную на свободно вращающемся бухтодержателе, ножницы для резки проволоки и укладчик под электроды сварочной машины, снабжено петлевым накопителем, установленным за бухтодержателем, правильным механизмом, состоящим из роликовых правилок и расположенным после петлевого накопителя, и валом подачи проволоки на заданную для каждого стержня длину, выполненным с возможностью создания тягового усилия для разматывания бухты проволоки и выпрямления ее в роликовых правилках, а бухта свободно установлена на бухтодержателе, выполненном с возможностью обеспечения разматывания проволоки виток за витком и с огибанием бухты при размотке.
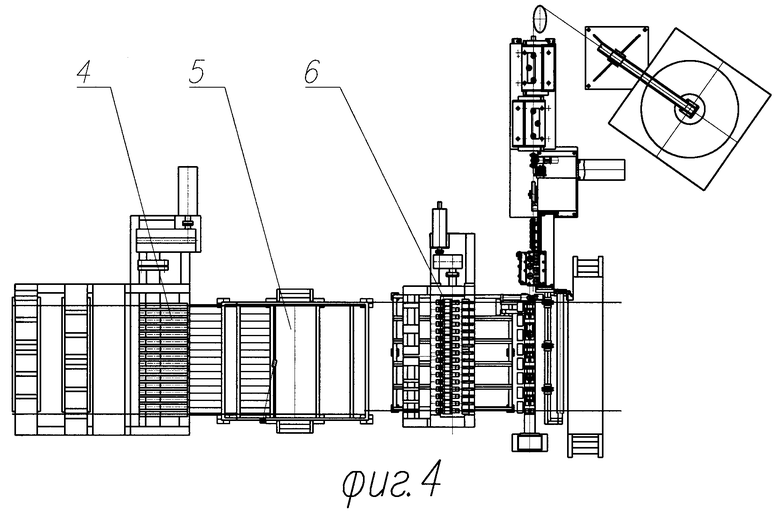
На фиг. 1 изображена машина многоточечной контактной сварки для изготовления арматурных сеток/общий вид/, на фиг. 2 - вид сверху фиг. 1, на фиг. 3 - часть сварочной машины на фиг. 1, на фиг. 4 - вид сверху фиг. 3, на фиг. 5 - схема соединения сварочных трансформаторов и токоподводов к верхним шунтирующим электродам, на фиг. 6 - устройство подачи проволоки для поперечных стержней, на фиг. 7 - бухтодержатель бухты проволоки для поперечных стержней, на фиг. 8 - вид сверху фиг.6, на фиг. 9 - позиционный вал и сварочная машина.
Машина контактной сварки арматурных сеток содержит бухтодержатели 1 бухт проволок для продольных стержней, направляющую систему 2, состоящую из отдельных направляющих труб, правильный механизм, состоящий из взаимно перпендикулярно расположенных роликовых правилок 3, силовой вал 4, петлевой накопитель 5, позиционный вал 6, сварочную машину 7, устройство направления сетки 8, механизм 9 резки сетки, пакетировщик 10, бухтодержатель 11 бухты проволоки для поперечных стержней с конической насадкой 12, петлевой накопитель 13 проволоки для поперечных стержней, узел 14 разворота и направления проволоки для поперечных стержней, правильный механизм 15, вал 16 подачи проволоки для поперечных стержней, ножницы 17 реза проволоки для поперечных стрежней, укладчик 18 этой проволоки. В сварочной машине 7 установлены нижние электрододержатели 19, к которым подводится напряжение от сварочных трансформаторов 20. На нижних электрододержателях 19 устанавливаются электроды 21 на расстоянии между ними, которое рассчитывается в зависимости от шага между продольными стержнями в сетке. В схеме подачи сварочного тока электроды 21 используются в зависимости от параметров свариваемой конкретной сетки. Также в зависимости от шага между продольными стержнями в сетке между продольными стержнями в сетке выбирается схема подачи напряжения на необходимые сварочные трансформаторы 20. Подвод сварочного напряжения к свариваемым точкам осуществляется схемой шунтирования тока верхними шунтирующими электродами 22 и 24, которые установлены попарно на верхних электрододержателях 23 и 25. Электрододержатели 23 и 25 устанавливаются на сменных траверсах 26 и 27, которые монтируются на сварочной машине 7 в зависимости от расстояния между продольными стержнями в изготавливаемой сетке. Правильный механизм, установленная за ним направляющая система 2, петлевой накопитель 5, размещенный за ним позиционный вал 6 для подачи проволок для продольных стержней на нужный шаг под электроды сварочной машины и силовой вал 4 с прижимными роликами 29, выполненный с возможностью создания тягового усилия для разматывания бухт проволоки для продольных стержней, передвижения ее по направляющим трубам и выпрямления в роликовых правилках составляют устройство для подачи проволок для продольных стержней. Устройство подачи проволоки для поперечных стержней включает петлевой накопитель 13, установленный за бухтодержателем бухты проволоки для поперечных стержней, правильный механизм 15, состоящий из роликовых правилок и расположенный после петлевого накопителя 13, и вал 16 подачи проволоки для поперечных стержней на заданную для каждого стержня длину, выполненный с возможностью создания тягового усилия для разматывания бухты проволоки и выпрямления ее в роликовых правилках.
Для направления проволоки 28 в петлевом накопителе 5 установлен свободно вращающийся вал 30. На позиционном валу 6 аналогично силовому валу 4 установлены устройство для выпрямления 31 и прижимные ролики 29.
Работа машины осуществляется в следующей последовательности. В зависимости от размера шага между продольными стержнями в конкретной изготавливаемой сетке и от ее ширины определяется схема подключения сварочных трансформаторов 20 к нижним электрододержателям 19 и их количество. Также от размера этого шага выбирается одна из траверс 26 или 27 с установленными на них шунтирующими электродами, которая устанавливается на сварочную машину 7.
Бухты проволоки 28 с необходимыми диаметрами для изготавливаемой сетки устанавливаются на свободно вращающиеся бухтодержатели 1, количество бухт должно соответствовать максимальному количеству продольных стержней в изготавливаемой сетке. Каждая проволока 28 по отдельной направляющей трубе направляющей системы 2 подается в роликовые правилки 3 правильного механизма. Затем проволока 28 протягивается в силовой вал 4 и прижимается прижимным роликом 29. Дальнейшее разматывание бухты проволоки, передвижение ее по направляющим трубам и выпрямление в роликовых правилках осуществляется тяговым усилием силового вала 4. Выпрямленная проволока 28 подается в петлевой накопитель 5, затем через роликовые правилки 31 проталкивается к позиционному валу 6, накладывается на него и прижимается прижимным роликом, аналогичным прижимному ролику 29. Затем на позиционный вал 6 подаются и прижимаются вторая и последующие проволоки 28. После этого позиционным валом 6 все продольные проволоки 28 подаются в зону сварки под электроды 21, 22 и 24.
Бухта проволоки 32 с необходимым диаметром для поперечных стержней в изготовляемой сетке устанавливается на свободно вращающийся бухтодержатель 11, подается в накопитель 13 проволоки, причем разматываемая проволока виток за витком огибает при этом бухту с конической насадкой 12, способствуя тем самым более легкому разматыванию бухты, и предотвращает застревание проволоки 32 между соседними витками, проходит через узел 14 разворота и направления проволоки, затем подается в правильный механизм, состоящий из двух взаимно перпендикулярных роликовых правилок 15. Разматывание бухты проволоки 32 и выпрямление ее в роликовых правилках 15 осуществляется тяговым усилием вала 16 подачи проволоки 32. Этим же усилием проволока 32 проталкивается через две взаимно перпендикулярные роликовые правилки 33 и подается в укладчик 18 на необходимую для поперечного стержня в сетке длину. Отмеренная нужной длины проволока 32 отрезается ножницами 17. Автоматическая линия готова к сварке заданного типа сетки. Включается автоматический режим изготовления сетки. Укладчик 18 подает отрезанную проволоку 32 между нижними электродами 21 и верхними 22 и 24. Над нижними электродами 21 уже к этому моменту находятся проволоки 28. Верхние электрододержатели 23 или 25 опускаются и зажимают между верхними электродами 22 или 24 и нижними 21 проволоки 32 и 28. К электродам подается напряжение от сварочных трансформаторов 20 и происходит приваривание проволоки 32 к проволокам 28. Затем верхние электрододержатели 23 или 25 поднимаются вместе с электродами 22 или 24. Сетка перемещается позиционным валом 6 на заданный между поперечными прутками шаг, в тоже время происходит подача следующей проволоки 32 в укладчик 18 и отрезание ее на заданную длину. По завершению подачи сетки на заданный шаг позиционным валом 6 и ее отрезки начинается новый цикл с момента подачи проволоки 32 между электродами 21, электродами 21 и 22 или 24. Далее сетка через устройство 8 направления сетки подается под механизм 9 резки сетки и поступает в пакетировщик 10. При достижении заданной длины сетки она обрезается механизмом 9 резки и укладывается пакетировщиком 10 в пачки. Цикл изготовления сеток повторяется до достижения заданного количества сеток в пачке. С момента включения автоматического режима включается силовой вал 4, который непрерывно разматывает бухты проволоки 28 для продольных стержней сетки, выпрямляет их протаскиванием через правильные механизмы и создает запас выпрямленной проволоки 28 в петлевом накопителе 5.
Использование группы изобретений для изготовления арматурных сеток дает возможность получать сетки различной ширины и длины с различным шагом между продольными стержнями, в том числе и в одной сетке, диаметры и длины стержней в одной сетке могут быть также различными, кроме того, обеспечивается высокая производительность изготовления сеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| Машина для многоточечной контактной сварки широких сеток | 1988 |
|
SU1590277A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| АВТОМАТ ДЛЯ КОНТАКТНОЙ МНОГОТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1967 |
|
SU197833A1 |
| Автоматическая линия для сварки плоских сеток | 1990 |
|
SU1756066A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |







Изобретения относятся к производству проволочных сеток и могут быть использованы в строительной индустрии, в частности на арматурных заводах или заводах железобетонных изделий. Бухты с проволокой для продольных стержней установлены на бухтодержателях, выполненных свободно вращающимися в количестве, равном максимальному числу продольных стержней в сетке. Бухта с проволокой для поперечных стержней установлена на бухтодержателе, выполненном свободно вращающимся с возможностью разматывания проволоки виток за витком с огибанием проволокой бухты при размотке. Силовой вал с прижимными роликами выполнен с возможностью создания тягового усилия для разматывания бухт проволоки для продольных стержней, передвижения ее по направляющим трубам и выпрямления в роликовых правилках. Вал подачи проволоки для поперечных стержней на заданную для каждого стержня длину выполнен с возможностью создания тягового усилия для разматывания бухты проволоки и выпрямления ее в роликовых правилках. В машине для контактной сварки на каждой траверсе верхние электроды расположены на расстоянии друг от друга, соответствующем шагу между продольными стержнями в соответствующей сетке. Сварочные трансформаторы подключены к нижним электрододержателям с возможностью включения каждого сварочного трансформатора в схему подачи тока в зависимости от шага между продольными стержнями изготовляемой сетки и от ее ширины. Использование изобретений дает возможность получать сетки различной ширины и длины с различным шагом между продольными стержнями, в том числе и в одной сетке, диаметры и длины стержней в одной сетке могут быть также различными. 3 с.п. ф-лы, 9 ил.
