1
ТУ/}
ЙЙЗ
I
аммпДыа
(Л
С
Использование: в литейном производстве. Сущность изобретения: способ изготовления литейных форм, при котором с помощью импульса давления осуществляется следующий процесс уплотнения: импульс давления DI к моменту ti воздействует на поверхность массы формовочного материала, причем одновременно на зону формовочного материала, находящуюся на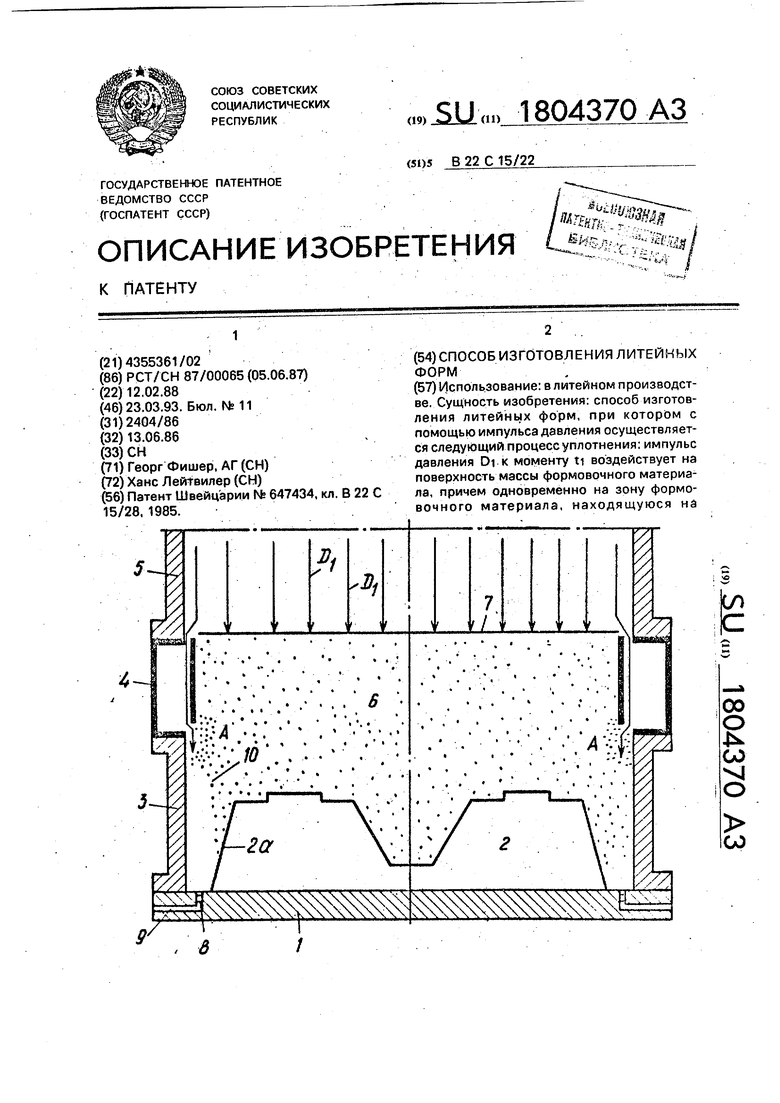
5/
, д
т
V,
00
о
4 GO vj
О
GJ
1
/.
У . . .
. -,; .. -
некотором расстоянии от поверхности массы формовочного материала в направлении модели, воздействует импульс давления Da в момент t2, так что воздух, подведенный в массу формовочного материала импульсном давлении D2, отводится из массы формовочного материала, прежде чем импульс давления DI достигнет модельной плиты. Для этой цели в модельной плите между стенкой опоки 3 и моделью 2 размещены отверстия 8. Эти отверстия могут размещаться вдоль
Изобретение касается способа уплотнения зернистых формовочных материалов, в частности литейных формовочных материалов, с помощью нагружения давлением.
Цель изобретения - повышение равномерности уплотнения литейных форм.
На чертеже изображено устройство для осуществления предложенного способа.
На модельной плите 1 расположена модель 2, которая окружена опокой 3. На опоке 3 находится наполнительная рамка 4. Камера нагнетания обозначена стенкой 5. Между стенкой опоки 3 и моделью 2 расположен ряд отверстий. Перед процессом уплотнения формовочный материал 6 загружается в данную литейную оснастку.
При приведении в действие процесса уплотнения импульс давления DI в момент ti воздействует на поверхность формовочного материала 7. К моменту ta импульс давления D2 действует в зоне формовочного материала А. Так как в момент t2 формовочный материал в зоне А не уплотнен, то эта зона псевдоожижается и движется в массе в направлении модельной плиты, как фронт волны давления, приведенный в действие, импульсом давления DI, движется в направлении модельной плиты, ,
Введенное в зону формовочного мате риала А дополнительное количество воздуха при достижении модельной плиты 1 отводится через отверстия 8, Отведенный воздух может удаляться из формовочной системы через канал 9, который может соединяться с окружающей атмосферой.
Дополнительное количество воздуха за время продолжительности действия импульса давления DI выводится из массы формовочного материала, соответственно, в формовочное пространство, так как заключенный в массе формовочного материала воздух сжимается при уплотнении массы формовочного материала и препятствует таким образом подводу Формовочного материала к этим местам, что, как уже
всей стенки опоки 3 и по своему размеру и количеству варьироваться в зависимости от расстояния между стенкой опоки 3 и моделью 2 или от формы модели, Преимуществом этого способа заключается в том, что промежуточные пространства между стенкой опоки и моделью могут быть хорошо уплотнены, что ведет к лучшему обложению модели. Экономические преимущества данного способа от этого совершенно очевидны. 1 ил.
упоминалось, приводит к плохому качеству формы. Отверстия 8 должны как раз противодействовать этому и служить для приема воздуха, вытесненного через массу формовечного материала. Если господствующее в канале 9 давление меньше, чем давление окружающей среды, то возникает всасывающее действие, которое помогает отводу дополнительного количества воздуха из
массы формовочного материала в зоне между стенкой опоки 3 и моделью 2.
Отверстия 8 размещаются предпочтительно вдоль стенки опоки в модельной плите. В зависимости от расстояния рт стенки
опоки 3 и модели 2, соответственно, в зависимости от степени сложности модели отверстия могут располагаться плотнее или варьироваться в своем диаметре. Во всяком случае важно, чтобы отверстия располагались в зоне вертикальной проекции 10 зоны действия импульса давления DZ на модельной плите. Испытания показали, чтр положительное действие этого расположения возникает уже тогда, когда сумма площадей
поперечного сечения отверстий 8 составляет минимум 1 % площади между стенкой опоки 3 и стенкой модели 2а.
Предложенный способ гарантирует то, что в критических зонах формовочного материала, а именно между моделью и опокой благодаря снижению трения между массой формовочного материала и стенкой опоки вследствие улучшенной текучести оптимизируется способность массы формовочного
материала в этих зонах к уплотнению. Формула изобретения Способ изготовления литейных форм, включающий заполнение опоки с наполнительной рамкой формовочной смесью с последующим уплотнением сверху импульсом давления газообразной среды и отводом воздуха через модельную оснастку, отличающийся тем, что, с целью повышения равномерности уплотнения литейных форм,
от импульса давления отделяют поток газо51804370 6
образной среды и направляют на слой фор- уровне лада опоки перед и/или во время мовочного материала, расположенный на воздействия основного импульса давления.
| Сборно-разборные леса | 1976 |
|
SU647434A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
