Изобретение относится к машиностроению и может быть использовано при одновременной обработке дна и стенок пазов.
Изобретение направлено на решение задачи, заключающейся в обеспечении повышения качества сопряженных поверхностей паза при их одновременной обработке лепестковым кругом.
Известен способ обработки пазов лепестковым кругом [1], в соответствии с которым круг вводят в паз с натягом и сообщают ему вращательное движение.
Недостатком описанного аналога является низкое качество при одновременной обработке дна и стенок пазов. Указанный недостаток обусловлен тем, что при одновременной обработке дна и стенки каждый лепесток подвергается деформации в двух плоскостях, каждая из которых перпендикулярна соответствующей обрабатываемой поверхности (дну или стенке паза), причем одна плоскость параллельна, а другая - перпендикулярна оси инструмента. В сечениях, расположенных на значительном удалении от линии пересечения дна и стенки паза, деформация лепестков происходит без значительных затруднений и лишь в одной плоскости. В то же время в сечениях, расположенных вблизи от линии пересечения дна и стенки паза, лепестки подвергаются сложному пространственному изгибу в двух плоскостях. В результате этого участки лепестков, расположенные вблизи линии пересечения его рабочих поверхностей, подвергаются сложному излому и быстро изнашиваются, что в свою очередь приводит к ухудшению качества обработанных поверхностей деталей, прилегающих к линии пересечения стенок и дна паза.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ обработки пазов лепестковым кругом [2] , в соответствии с которым круг вводят в паз с натягом и сообщают инструменту вращательное движение. Круг берут с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй - под углом α к оси вращения в направлении от вершины лепестка, расположенной со стороны паза, к его центру, где угол α определяют из соотношений ,
,
где
Δ1 и Δ2 - скорость износа лепестков инструмента в радиальном и осевом направлении соответственно.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки. Лепестковый круг вводят в паз с натягом и сообщают инструменту вращательное движение. Круг берут с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения инструмента, а второй - под углом к оси вращения в направлении от вершины лепестка, расположенной со стороны паза, к его центру.
Недостатком прототипа является неоднородность качественных характеристик обрабатываемых поверхностей паза.
Указанный недостаток обусловлен тем, что скорость движения и эластичность различных участков лепестка, контактирующих с обрабатываемой поверхностью в процессе резания, пропорциональна их удаленности от оси вращения инструмента. Кроме того, в связи с радиальным расположением лепестков инструмента плотность размещения абразивных элементов на периферийной и торцевой стороне круга принципиально различна. Отличаются и условия теплонапряженности процесса резания при обработке поверхностей периферийными и торцевыми участками лепестков. Таким образом, при одновременной обработке сопряженных поверхностей паза лепестковым кругом имеет место относительно высокоскоростная обработка с благоприятными условиями охлаждения сравнительно эластичными участками лепестков дна паза и относительно "жесткое" резание поверхности стенки паза с затруднительным теплопроводом и меньшей скоростью инструмента, убывающей с приближением участка и его оси вращения. Различные условия обработки сопряженных поверхностей приводят к неоднородности достигаемых качественных характеристик.
Технический результат изобретения - повышение качества обработки за счет изменения ее условий посредством нанесения на определенные участки лепестков круга различных технологических средств, отличающихся друг от друга.
Техническим решением является то, что лепестковый круг вводят в паз с натягом и сообщают инструменту вращательное движение. Круг берут с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения инструмента, а второй - под углом к оси вращения в направлении от вершины лепестка, расположенной со стороны паза, к его центру. Надрез, выполненный под углом к оси вращения в направлении от вершины лепестка не препятствует при однородной обработке дна и стенки паза деформации лепестка в двух плоскостях: участок лепестка, обрабатывающий дно паза, деформируется в плоскости, перпендикулярной дну паза и оси инструмента, а участок лепестка, обрабатывающий стенку, деформируется в плоскости, перпендикулярной стенке и параллельной оси инструмента, причем деформация каждого участка равномерна по всей линии контакта соответствующего участка с обрабатываемой поверхностью.
Надрез, выполненный в прикорневой части лепестка параллельно оси вращения круга, облегчает деформацию лепестка в плоскости, перпендикулярной стенки паза и параллельной оси инструмента. Периферийным и торцевым участкам лепестков, со стороны которых выполнены разрезы, придают различные физико-механические и/или технологические свойства, нанося на них отличающиеся друг от друга технологические средства. В результате работы круга наблюдается выравнивание условий контакта соответствующих участков лепестков с сопряженными поверхностями дна и стенки паза, что позволяет обеспечить однородность качественных характеристик круга при обработке.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки: на участки лепестков, со стороны которых выполнены разрезы, наносят отличающиеся друг от друга технологические средства, тем самым изменяя физико-механические и/или технологические свойства этих участков и выравнивая условия их контакта с поверхностями паза при обработке. Так периферийные участки лепестков, контактирующие с дном паза, отличающиеся сравнительно низкой жесткостью, покрывают технологическим средством (например, бакелитовым лаком), повышающим физико-механические свойства этих участков. Участки торцевой поверхности лепестков, контактирующие со стенкой паза при его обработке, покрывают смазочно-охлаждающим технологическим средством (например, расплавом парафина), улучшающим условия шлифования торцем круга.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь. Нанесение технологического средства на периферийный участок лепестка решает задачу повышения его жесткости, что обуславливает высокую эффективность обработки дна паза, достижение улучшенных качественных характеристик поверхности. Нанесение смазочно-охлаждающего технологического средства на торцевой участок лепестка облегчает условия его контакта и теплоотвода при обработке стенки паза, что определяет повышение качества обработки. Состав и качественные соотношения применяемых технологических средств позволяют варьировать условиями контакта участков лепестков круга с обрабатываемыми ими поверхностями паза и достигать необходимого качества как различного для каждой из них, так и однородного, в зависимости от предъявляемых требований к процессу обработки.
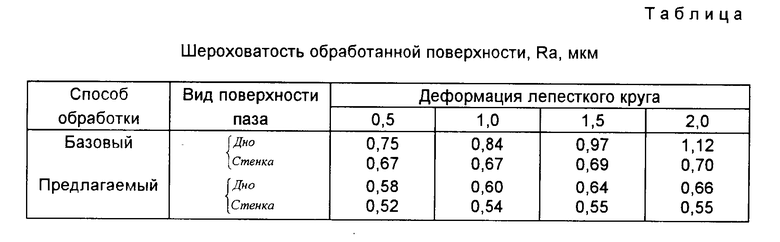
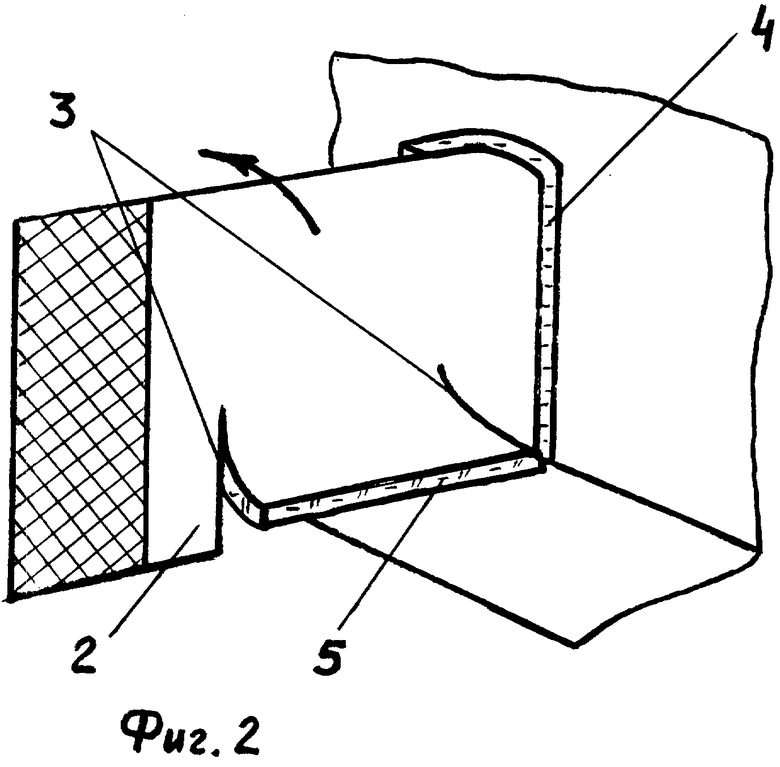
На фиг. 1 показан лепестковый круг для обработки пазов согласно предлагаемому способу; на фиг. 2 - обработка кругом сопряженных поверхностей паза.
В ступице 1 лепесткового круга закреплены лепестки 2 шлифовальной шкурки с выполненными на них надрезами 3, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй - под углом к оси вращения в направлении от вершины лепестка, расположенный со стороны паза к его центру. На периферийный 4 и торцевой 5 участки лепестка нанесены отличающиеся друг от друга технологические средства.
При одновременной обработке сопряженных поверхностей паза условия контакта рабочих участков лепестков обуславливаются свойствами расположенных на них средств, что позволяет обрабатывать дно и стенки паза с высоким качеством поверхностей.
Заявляемый способ обработки пазов лепестковым кругом может быть реализован с помощью следующих материальных объектов. Так, например, лепестковый круг кл. 200х32х32 14А 16П СФЖА ГОСТ 22775-77, установленный на плоскошлифовальном станке 3Д710В - 1, приводили во вращение с окружной скоростью Vк = 30 м/с и обрабатывали сопряженные поверхности паза заготовки из титанового сплава ОТ4-1. На лепестках круга выполняли надрезы глубиной 5 мм. На периферийные участки лепестков наносили бакелитовый лак ЛВС - 1 (ГОСТ 901-71), на торцевые участки - расплав парафина (ГОСТ 23683-79). Варьировали радиальную деформацию круга в интервале 0,5 - 2,0 мм. Сравнительные результаты обработки представлены в таблице.
Как показали результаты опытной проверки, при использовании заявляемого способа обеспечивается достижение повышения качества обрабатываемых поверхностей в 1,3 - 1,7 раза по сравнению с прототипом.
Заявляемый способ обработки пазов лепестковым кругом представляет значительный интерес для народного хозяйства, так как позволит обеспечить внедрение новой технологии, позволяющей обеспечить высокое качество обработки за счет целенаправленного формирования свойств лепестков путем нанесения на них различных технологических средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2109620C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| Способ обработки пазов лепестковым кругом | 1990 |
|
SU1805019A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО КРУГА | 1996 |
|
RU2111110C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103148C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
Использование: в машиностроении, в частности при одновременной обработке дна и стенок паза. Сущность изобретения: способ обработки пазов лепестковым кругом, при котором берут круг с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй - под углом к оси вращения в направлении от вершины лепестка, расположенной со стороны паза, к его центру. При этом периферийным и торцевым участком лепестков, со стороны которых выполнены разрезы, придают различные физико-механические и/или технологические свойства, нанося на них отличающиеся друг от друга технологические средства. Круг вводят с натягом в паз и сообщают вращательное движение. 2 ил, 1 табл.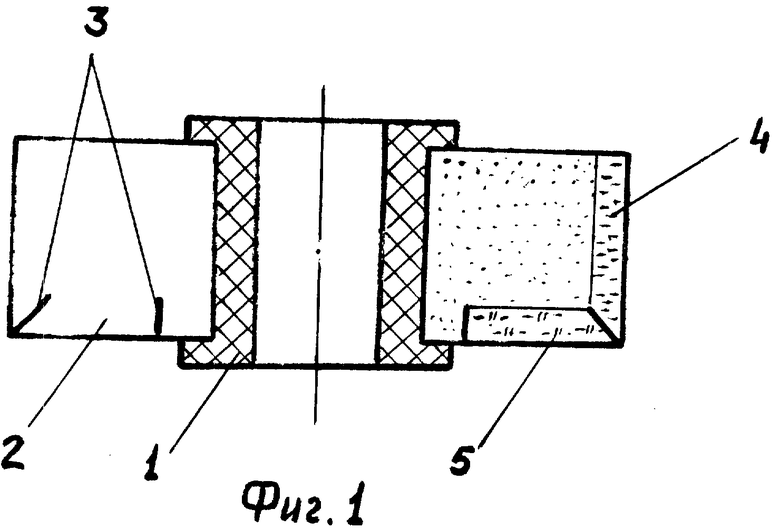
Способ обработки пазов лепестковым кругом, при котором берут круг, вводят его с натягом в паз и сообщают вращательное движение, причем круг берут с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй - под углом к оси вращения в направлении от вершины лепестка, расположенной со стороны, паза, к его центру, отличающийся тем, что периферийным и торцевым участкам лепестков, со стороны которых выполнены разрезы, придают различные физико-механические и/или технологические свойства, нанося на них отличающиеся друг от друга технологические средства.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 965751, B 24 D 13/00, 1982 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1805010, B 24 D 13/00, 1992. | |||
