Изобретение относится к области полиграфии и может быть использовано для изготовления полимерных и резиновых форм, а также стереотипоа из типографского гартового сплава.
Цель изобретения - снижение производственных затрат.
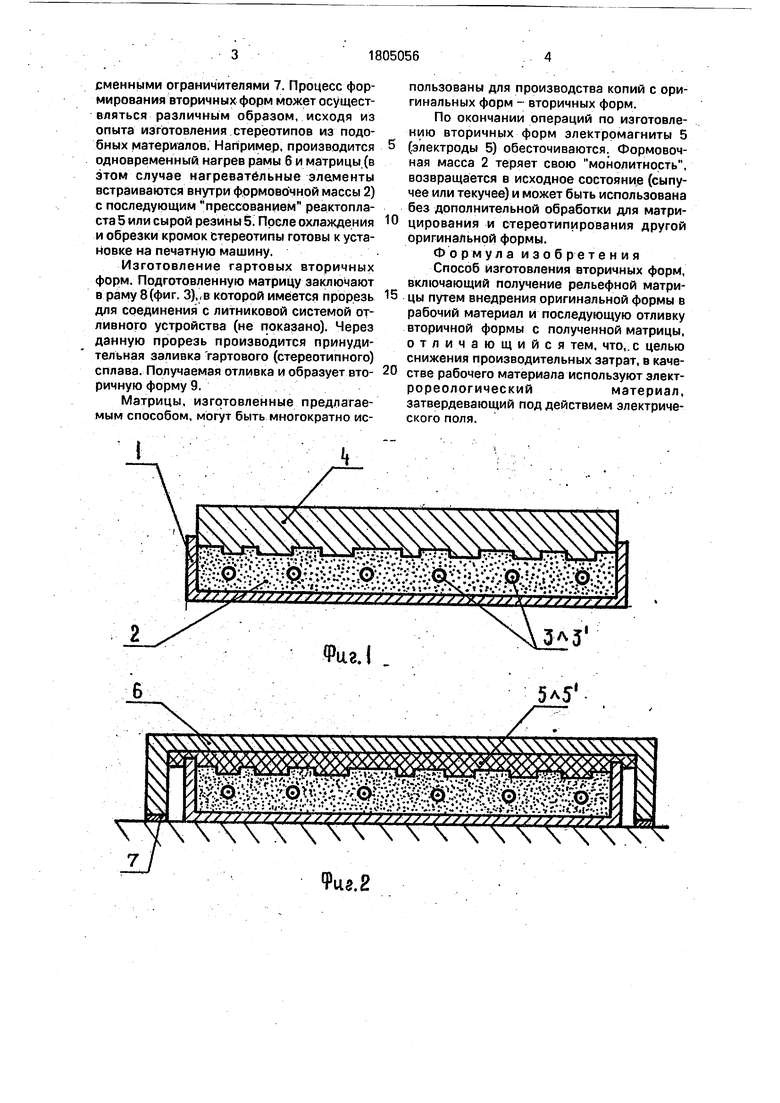
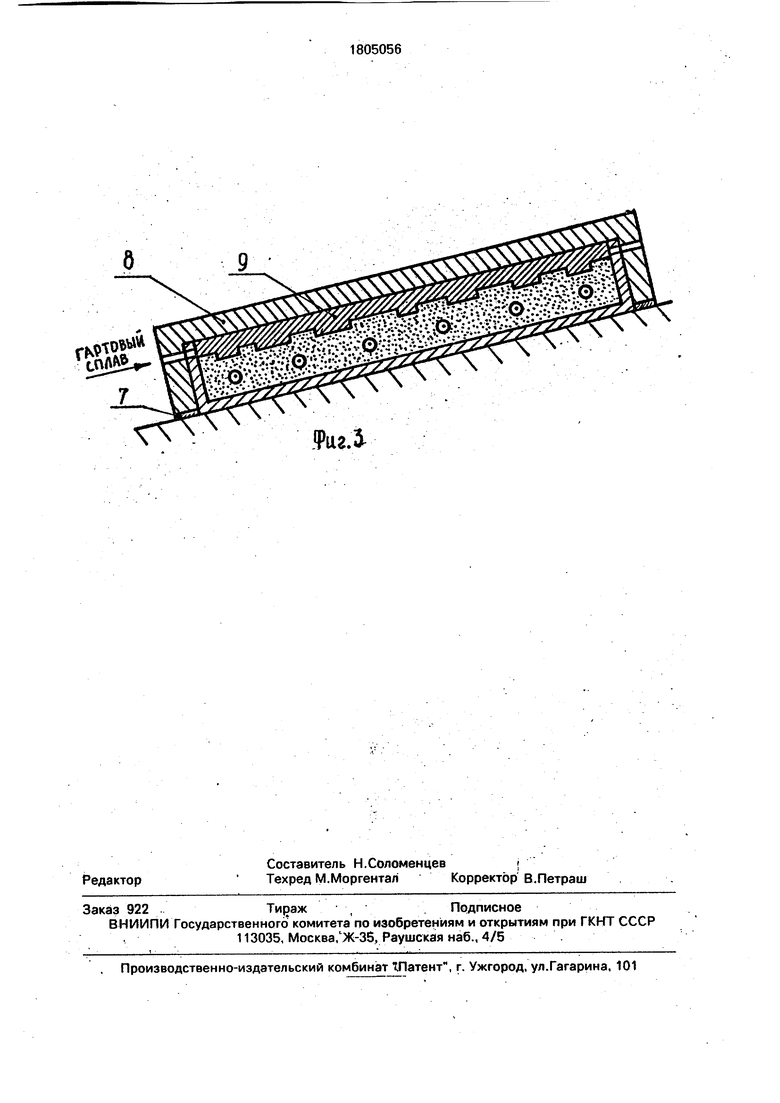
На фиг. 1 представлена принципиальная схема матрицирования; на фиг.2 - принципиальная схема стереотипирования полимерных и резиновых вторичных форм; на фиг.З - принципиальная схема стереотипирования гартовых вторичных форм.
Предлагаемый способ изготовления вторичных форм осуществляется следующим образом.
В лоток 1 (фиг. 1) помещают формовочную массу 2, обладающую свойством затвердевать под действием электрического тока. Это может быть электрореологический материал (например, смесь керосина с по - лиизобутиленом и кремнеземом) или ферромагнитный порошок, Внутри формовочной массы помещаются электромагниты 3 (для ферромагнитного порошка) или электроды 3 ч (для электрореологической жидкости), соединенные с источником электрического тока (не показан). Далее на поверхности фор- L/I мовочной массы 2 с помощью оригинальной f (первичной) формы 4 формируется ее рельефное отображение. На электромагниты 3 (электроды 3) подается электрический ток и масса 2 превращается в монолит. Оригинальная форма 4 убирается, а в лотке 1 ос- таются матрицы для получения вторичных ОО, форм. Как видно из описания процесса из- С готовления подобных матриц, время на их СП изготовление исчисляется секундами, что ( на много быстрее по сравнению с изготов- ЈД лением картонных или пластмассовых мат- ф риц.
При производстве вторичных форм можно пользоваться традиционными мето- дами..
Изготовление полимерных или резиновых вторичных форм. На подготовленную матрицу укладывают, например, лист реак- топласта 5 (реактопластмассовые полимерные композиции), см. фиг.2, или лист сырой резины 5. Сверху опускают раму 6, образующую при прессовании замкнутую по- .лость. Рост стереотипов регулируется
сменными ограничителями 7, Процесс формирования вторичных форм может осуществляться различным образом, исходя из опыта изготовления стереотипов из подобных материалов. Например, производится одновременный нагрев рамы 6 и матрицы (в этом случае нагревательные элементы встраиваются внутри формовочной массы 2) с последующим прессованием реактопла- ста 5 или сырой резины 5. После охлаждения и обрезки кромок стереотипы готовы к установке на печатную машину.
Изготовление гартовых вторичных форм. Подготовленную матрицу заключают в раму 8(фиг. 3),,в которой имеется прорезь для соединения с литниковой системой отливного устройства (не показано). Через данную прорезь производится принудительная заливка гартового (стереотипного) сплава. Получаемая отливка и образует вторичную форму 9.
Матрицы, изготовленные предлагаемым способом, могут быть многократно ис0
5
0
пользованы для производства копий с оригинальных форм - вторичных форм.
По окончании операций по изготовлению вторичных форм электромагниты 5 (.электроды 5) обесточиваются. Формовочная масса 2 теряет свою монолитность, возвращается в исходное состояние (сыпучее или текучее) и может быть использована без дополнительной обработки для матрицирования и стереотипирования другой оригинальной формы.
Фор мула изобретения Способ изготовления вторичных форм, включающий получение рельефной матрицы путем внедрения оригинальной формы в рабочий материал и последующую отливку вторичной формы с полученной матрицы, отличающийся тем, что,, с целью снижения производительных затрат, в качестве рабочего материала используют электрореологическийматериал, затвердевающий под действием электрического поля.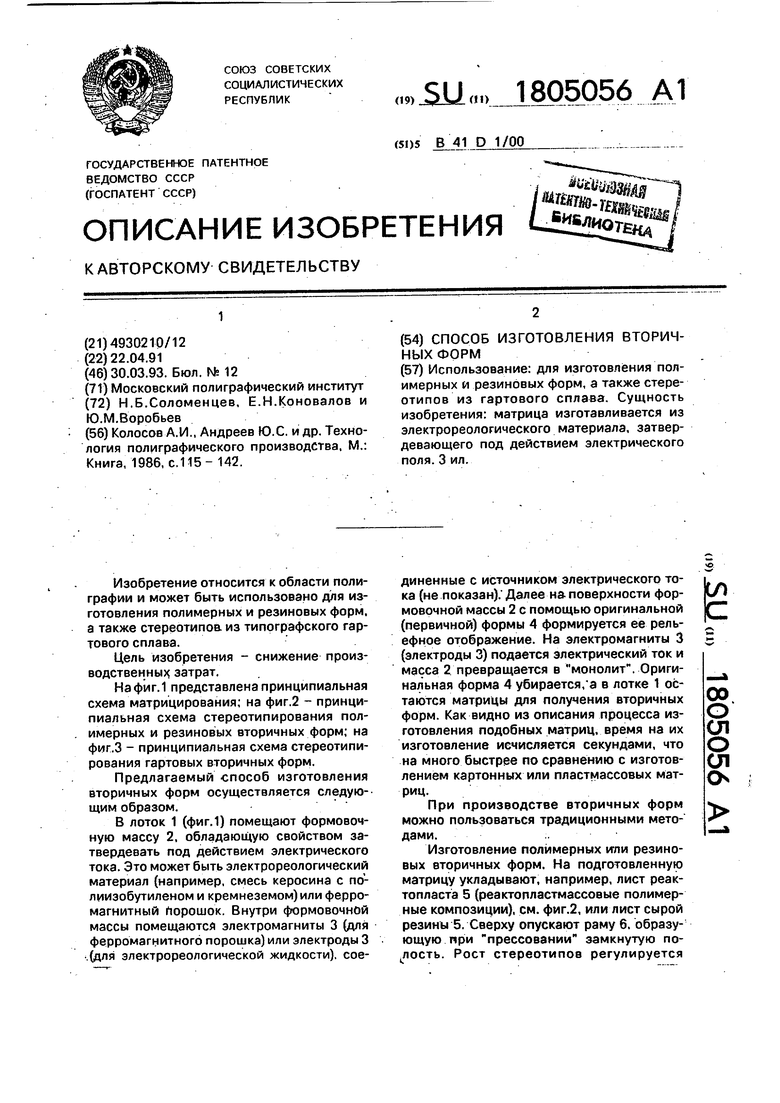
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав мелованного покрытия картона для стереотипных матриц | 1977 |
|
SU696083A1 |
| Способ горячего матрицирования картонных матриц | 1980 |
|
SU885061A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНОСТЕРЕОТИПОВ | 1970 |
|
SU275073A1 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ РЕПЛИК И ПРЯМОЙ АППЛИКАЦИИ МИКРОСТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2131615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087308C1 |
| Способ изготовления литейной формы | 1980 |
|
SU925520A1 |
| Пресс непрерывного действия (его варианты) | 1981 |
|
SU1017508A1 |
| Щит опалубки | 1980 |
|
SU883524A1 |
| Способ изготовления полимерных матриц для стереотипов | 1977 |
|
SU632590A1 |
| ФОРМА ДЛЯ ОТЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКИХ ДЕКОРАТИВНЫХ ПОКРЫТИЙ | 2014 |
|
RU2668426C1 |
Использование: для изготовления полимерных и резиновых форм, а также стереотипов из гартового сплава. Сущность изобретения: матрица изготавливается из электрореологического материала, затвердевающего под действием электрического поля. 3 ил.
| Колосов А.И., Андреев Ю.С | |||
| и др | |||
| Технология полиграфического производства, М.: Книга, 1986, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
