Изобретение относится к области физико-химических исследований материалов, в частности к определению межфазного натяжения металла в условиях дуговой сварки движущейся дугой, в том числе с применением флюсов.
Цель изобретения - расширение области применения за счет определения межфазного поверхностного натяжения металла в условиях дуговой сварки движущейся дугой, в том числе с применением флюсов,
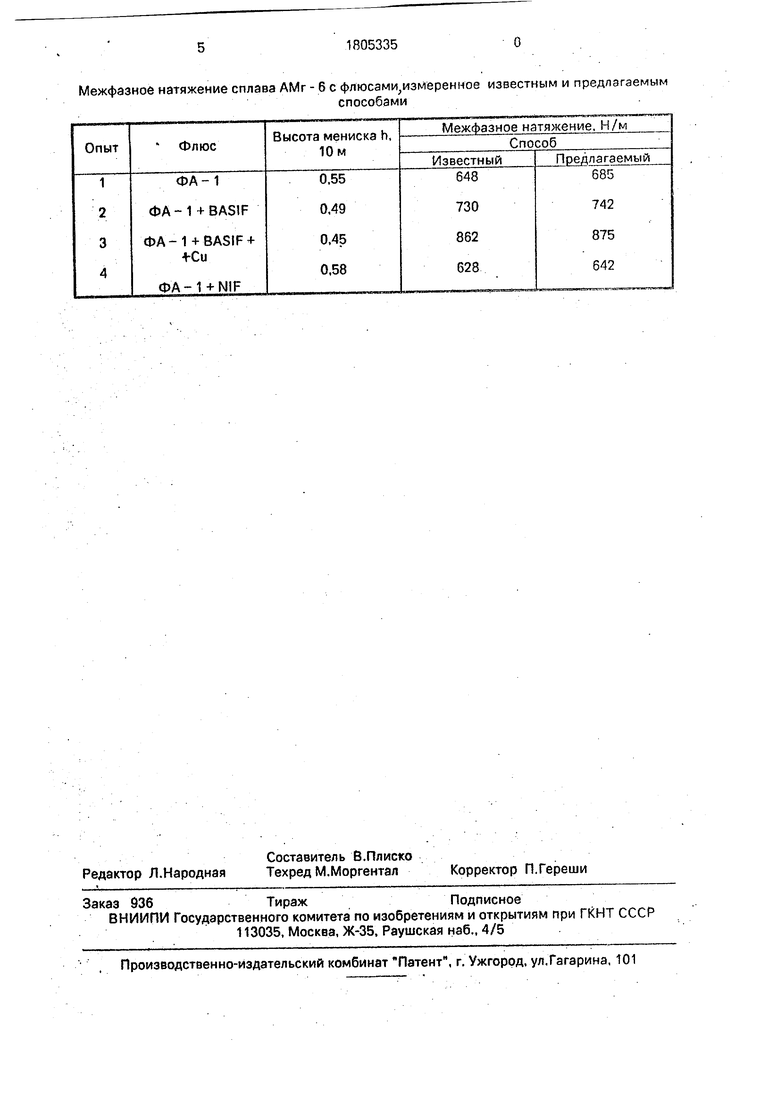
На чертеже показана схема процесса определения межфазного натяжения по предлагаемому способу. Образец свариваемого металла в виде пластины 1 устанавливают на плоскую прокладку - подложку 2с отверстиями 3, расположенными по оси сварного шва, и производят плавление металла с помощью движущейся сварочной горелки 5. Сварочная ванна 4, образующаяся при движении горелки вдоль образца металла, имеет вытянутую форму, причем фронт ее кристаллизации отстает от зоны воздействия дуги 7, включающей давление дуги, и в соответствии с законом Паскаля давление дуги характеризуется одинаковым давлением во всех точках, т.е. сохраняется воздействие дуги 7 на мениск 6 формирующегося и кристаллизующегося в отверстии 3 металла. Замеряют толщину Н металлического образца, высоту h мениска металла в отверстии, его радиус г и сварочный ток I подставляют в формулу и рассчитывают межфазное натяжение металла.
Пример. Проводили определение межфазного натяжения при сварке образцов сплава АМг-б в виде пластин толщиной 3 мм со скоростью 12 м/ч на токе 240 А. Ширина проплава 7 мм, диаметр отверстий в подложке - подкладке 2,65 мм, плотность металла 2,6 г/см , с использованием флюсов. Для сравнения определили межфазное , натяжение известном методом сидящей капли. Полученные результаты приведены в таблице.
Близость значений межфэзных натяжений позволяет считать их достоверными и доказывает пригодность и надежность применения предлагаемого способа и обеспечивает по сравнению с известными
возможность определения межфазного натяжения металла и системы металл - флюс в реальных условиях сварки движущейся дугой; существенно ускорить и удешевить про- цесс определения межфазного натяжения за счет отказа от дорогостоящего, громоздкого оборудования.
10
Формула изобретения
Способ определения мёжфазного натяжения металла, заключающийся в плавлении образца исследуемого металла на подложке до образования капли, измерении
геометрических размеров капли и расчете межфазного натяжения, отличающий- с я тем, что, с целью расширения области применения за счет определения межфазного натяжения металла в условиях дуговой
сварки движущейся дугой, в том числе с применением флюсов, образец в виде пластины расплавляют на подложке с отверстием, воздействуют на образец сварочной дугой до его сквозного проплавлёния и образования зоны плавления над отверстием в подложке, перемещают дугу в пределах зоны плавления при неизменных параметрах дуги на расстояние от оси отверстия, при котором обеспечивается завершение
процесса кристаллизации расплава в пределах отверстия в подложке без снятия воздействия сварочной дуги на зону плавления, причем диаметр отверстия в подложке выбирают не превышающим ширины зоны
плавления, а расчет коэффициента межфазного натяжения производят по формуле
40
0м.р - -
gplr2-H+±b(h2+3r2)} +10 8/2
2Л
где Н - толщина свариваемого металла, м; h - высота мениска застывшей капли в отверстии подложки, м;
г - радиус отверстия в подложке, м; р - плотность свариваемого металла, кг/м3;
о - ускорение свободного падения,
м/с :
I - сварочный ток, А.
Межфазное натяжение сплава АМг - б с флюсами;измеренное известным и предлагаемым
способами
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ создания искусственного дефекта в сварном соединении | 1989 |
|
SU1742010A1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА С УЛЬТРАЗВУКОВОЙ ОБРАБОТКОЙ | 2018 |
|
RU2697685C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| КОМПОЗИЦИОННАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА | 2007 |
|
RU2355543C2 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
Использование: область физико-химических исследований материалов, определение межфазного натяжения металлов. Сущность изобретения: проводят плавление металла на подложке с отверстием. Зону плавления располагают над отверстием, перемещают сварочную дугу в пределах зоны плавления на расстояние, при котором процесс кристаллизации расплава в пределах отверстия завершается без снятия воздействия дуги на зону плавления. По геометрическим размерам застывшей в отверстии капли металла рассчитывают коэффициент межфазного натяжения. 1 ил., 1 табл.
| Тюльков М.Д | |||
| Труды ЛПИ им | |||
| Калинина, Сварочное производство, 1958, N 199, с.157-164 | |||
| Адамсон А | |||
| Физическая химия поверхности | |||
| М.: Мир, 1979, с.32-34, |
