Предлагаемое изобретение относится преимущественно к машиностроению и может быть применено при дуговой сварке и наплавке металлических деталей.
Известна сварочная электродная проволока (Патон Б.Е., Воропай Н.М., Никифоров Б.А. и др. Сварочная электродная проволока. В23К 35/06, 35/10. Авторское свидетельство СССР №1696231 от 09.02.1987 г. Бюл. №45 от 07.12.1991 г.). Данная проволока состоит из металлического стержня с внутренним каналом, полость которого заполнена шлакообразующими и легирующими компонентами, а на внешнюю и внутреннюю поверхность стержня нанесено металлическое покрытие. Указанная проволока улучшает капельный перенос электродного металла, однако она не имеет в составе активирующего флюса и не способна увеличить глубину проплавления металла. Кроме того, проволока не имеет газообразующих компонентов и может применяться только при сварке в среде защитных газов, а ее изготовление отличается повышенной трудоемкостью, что увеличивает стоимость проволоки.
Известна проволока для сварки (Воропай Н.М., Бучинский В.Н., Костенюк Н.И. и др. Проволока для сварки. В23К 35/08, Авторское свидетельство СССР №916191 от 02.02.1980 г. Бюл. №12 от 30.03.1982 г.), имеющая внутреннюю полость, заполненную активирующими флюсом, которая окружена двумя металлическими оболочками. Указанная проволока улучшает капельный перенос электродного металла и способна увеличить глубину проплавления металла. Однако данная проволока также не имеет шлакообразующих и газообразующих компонентов и может применяться только при сварке в среде защитных газов, а ее изготовление отличается повышенной трудоемкостью, что увеличивает стоимость проволоки.
Известна сварочная активированная проволока для сварки и наплавки (Паршин С.Г., Паршин С.С. Сварочная активированная проволока. МПК7 В23К 35/365, В23К 35/04. Патент Р.Ф. №2294272 от 01.11.2005 г. Бюл. №6 от 27.02.2007 г.), которая принята за прототип. Указанная проволока состоит из металлического стержня и нанесенного на стержень композиционного покрытия с активирующим флюсом. Покрытие выполнено в виде электролитически полученного микрокомпозита, включающего металлическую матрицу с равномерно распределенной в ней дисперсной фазой из порошка активирующего флюса. Активированная проволока позволяет увеличить глубину проплавления металла и улучшить капельный перенос электродного металла в сварочную ванну. Однако проволока по прототипу не имеет шлакообразующих и газообразующих компонентов и может применяться только при сварке в среде защитных газов.
Техническим результатом предлагаемого изобретения является увеличение глубины проплавления металла и улучшение капельного перехода металла за счет нанесения на поверхность проволоки композиционного покрытия.
Сущность предлагаемого изобретения заключается в том, что на сварочной проволоке размещают активирующий флюс и смесь шлакообразующих и газообразующих компонентов. В отличие от прототипа, сварочная проволока состоит из металлической трубки, полость которой заполняется смесью шлакообразующих и газообразующих компонентов, а на поверхность металлической трубки наносят композиционное покрытие, которое представляет собой нульмерный микрокомпозит, полученный электролитическим способом [см. Сайфуллин Р.С. Физикохимия неорганических полимерных и композиционных материалов. М. Химия, 1990 г., 239 с.]. В качестве металлической матрицы используют металл, например медь Cu, молибден Мо, титан Ti, алюминий Al, никель Ni, хром Cr, а в качестве дисперсной фазы применяют порошок активирующего флюса, состоящий из оксидов и солей.
Такое сочетание известных и новых признаков позволяет увеличить глубину проплавления металла, улучшить капельный переход и обеспечить газошлаковую защиту зоны сварки. Это становится возможным, поскольку композиционное покрытие содержит активирующий флюс, который увеличивает проплавляющую способность сварочной дуги и снижает межфазное натяжение металла. Дисперсия активирующего флюса распределена равномерно в объеме металлической матрицы, поэтому композиционное покрытие обладает высокой теплопроводностью и прочностью [см. Сайфуллин Р.С. Физикохимия неорганических полимерных и композиционных материалов. М. Химия, 1990 г., 239 с.]. Это позволяет обеспечить хороший электрический контакт проволоки с токоподводящим мундштуком горелки. При нагреве смеси шлакообразующих и газообразующих компонентов образуется шлаковый слой и углекислый газ, которые оттесняют воздух атмосферы и препятствуют его проникновению в зону горения дуги и плавления металла.
Предлагаемое изобретение иллюстрируется чертежом, где показан вид проволоки с композиционным покрытием и минеральным сердечником из шлакообразующих и газообразующих компонентов. Предлагаемая проволока состоит из металлической трубки 1, на поверхностях которой располагаются внешнее и внутреннее композиционные покрытия 2, 3, состоящие из металлической матрицы с распределенными по объему матрицы частицами активирующего флюса 5. Полость металлической трубки 1 заполнена смесью шлакообразующих и газообразующих компонентов 4.
Цель изобретения достигается тем, что на поверхность металлической трубки электролитическим способом наносят композиционное покрытие, состоящее из смеси металла (металлической матрицы) и частиц активирующего флюса (дисперсной фазы). Данное покрытие обеспечивает хороший электрический контакт проволоки с токоподводящим мундштуком горелки и эффективное воздействие на дугу активирующих компонентов покрытия, которые контрагируют дугу и увеличивают ее проплавляющую способность (Симоник А.Г., Петиашвили В.И., Иванов А.А. Эффект контракции дугового разряда при введении электроотрицательных элементов // Сварочное производство, №3, 1976, с.49). При плавлении покрытия образуется шлаковая пленка, которая снижает межфазное натяжение металла. Это уменьшает диаметр и массу капель, что улучшает капельный переход электродного металла в сварочную ванну. Смесь шлакообразующих и газообразующих компонентов, находящаяся в полости трубки, расплавляется и разлагается, что приводит к образованию шлакового слоя на сварочной ванне и углекислого газа вокруг сварочной дуги. Это препятствует проникновению воздуха атмосферы в зону горения дуги и плавления металла.
Технология изготовления предлагаемой проволоки не требует сложного оборудования и может быть выполнена известным в промышленности способом [см. Сайфуллин Р.С. Композиционные электрохимические покрытия и материалы. М. Химия, 1972 г., 168 с.]. Очищенную металлическую трубку необходимого диаметра погружают в электролитическую ванну, которая содержит взвешенный в электролите мелкодисперсный порошок активирующего флюса в нужной концентрации. В зависимости от состава флюса и металлической матрицы для нанесения покрытий применяют сульфатный, солевой, цианидный или фосфатный электролиты. Металлическую трубку подключают к отрицательному полюсу источника питания. При действии поляризационных сил на поверхности трубки осаждаются частицы активирующего флюса и одновременно положительные ионы восстановленного из электролита металла. Для равномерного распределения частиц флюса в объеме электролита ванну продувают аргоном. В результате на проволоке образуется композиционное покрытие толщиной 1-100 мкм с равномерно распределенным по объему активирующим флюсом. После нанесения внешнего и внутреннего композиционного покрытия полость трубки заполняют смесью газообразующих и шлакообразующих компонентов, а затем путем волочения уменьшают диаметр трубки до 3-0,8 мм.
В качестве примера применения предлагаемой композиционной проволоки можно привести наплавку на пластины из стали Ст3сп толщиной 10 мм. Порошковую проволоку ПП-АН1 диаметром 2,8 мм по ТУ 14-4-1121-81 помещали в электролитическую ванну, содержащую смесь медьсодержащего электролита и мелкодисперсного порошка активирующего флюса из KBr, KCl, AlF3. При выдержке проволоки в течение 10 минут на поверхности образовалось композиционное покрытие толщиной 30 мкм, состоящее из медной матрицы и активирующего флюса. Композиционную проволоку испытывали при дуговой наплавке пластин. Среднюю глубину проплавления определяли по поперечным макрошлифам. При сварке на обратной полярности глубина проплавления увеличилась в 1,1-1,3 раза, см. табл.1.
Капельный переход оценивали по массе капель при наплавке на графитовую пластину, см. табл.2. При наплавке на обратной полярности масса капель уменьшилась в 1,5-2,9 раза, см. табл.2.
Таким образом, предлагаемая композиционная электродная проволока обеспечивает технический эффект, который выражается в увеличении глубины проплавления металла и улучшении капельного перехода, может быть изготовлена и применена с использованием известных в технике средств, следовательно, она обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2009 |
|
RU2416504C2 |
| НАНОСТРУКТУРИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538228C1 |
| НАНОСТРУКТУРИРОВАННАЯ НАПЛАВОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538227C1 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности | 2015 |
|
RU2613243C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
Изобретение может быть использовано при дуговой сварке и наплавке металлических деталей. Композиционная электродная проволока состоит из металлической трубки с размещенной в ее полости смесью шлакообразующих и газообразующих компонентов. На поверхность металлической трубки нанесено композиционное покрытие, состоящее из металлической матрицы с распределенной в ней дисперсной фазой из активирующего флюса. Данное покрытие обеспечивает хороший электрический контакт проволоки с токоподводящим мундштуком горелки и эффективное воздействие на дугу активирующих компонентов покрытия, которые контрагируют дугу и увеличивают ее проплавляющую способность. При плавлении покрытия образуется шлаковая пленка, которая снижает межфазное натяжение металла. Это уменьшает диаметр и массу капель, что улучшает капельный переход электродного металла в сварочную ванну. Покрытие может быть нанесено как на внешнюю, так и на внутреннюю поверхность металлической трубки. 2 з.п. ф-лы, 1 ил., 2 табл.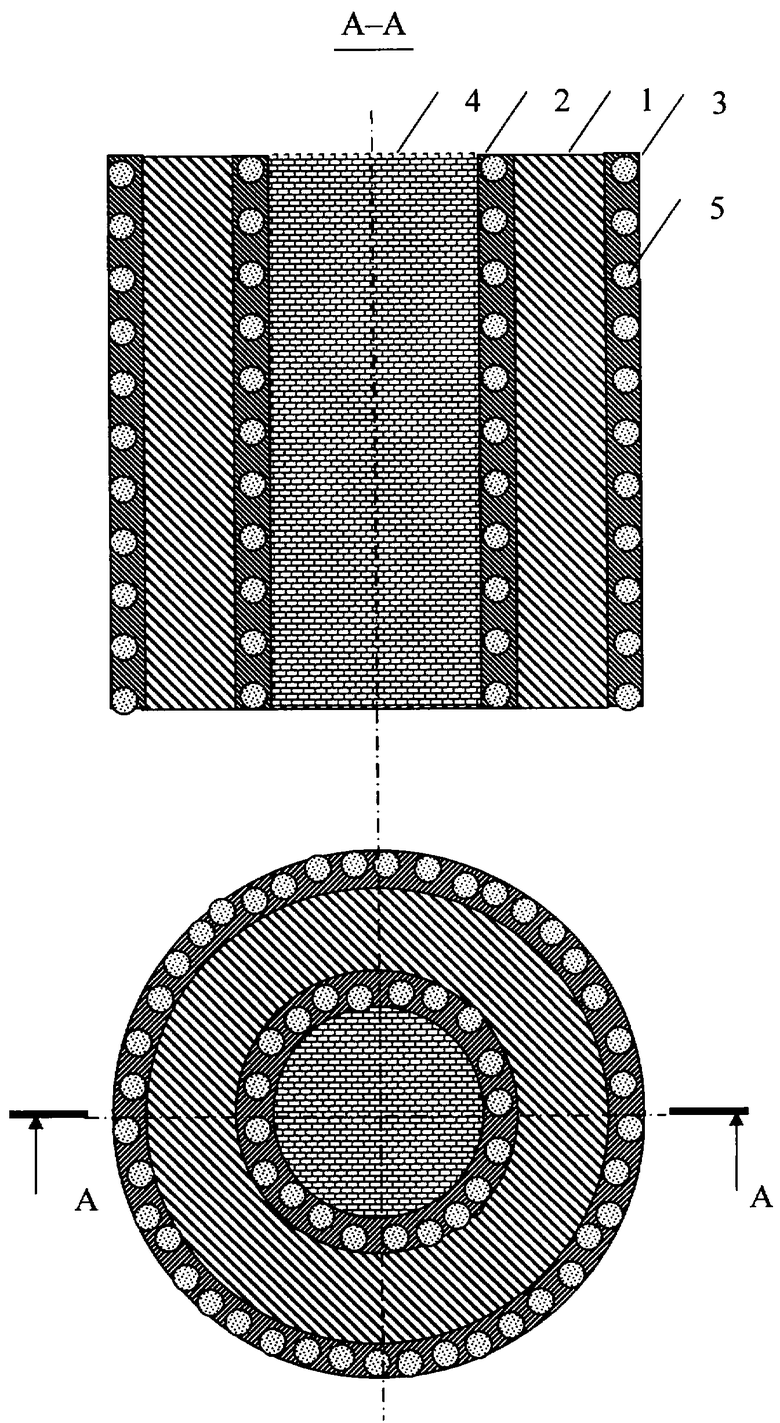
1. Композиционная электродная проволока для сварки и наплавки, состоящая из металлической трубки, в полости которой размещена смесь шлакообразующих и газообразующих компонентов, отличающаяся тем, что на поверхность металлической трубки нанесено композиционное покрытие, состоящее из металлической матрицы с распределенной в ней дисперсной фазой из активирующего флюса.
2. Композиционная электродная проволока по п.1, отличающаяся тем, что композиционное покрытие нанесено на внешнюю и/или внутреннюю поверхность металлической трубки.
3. Композиционная электродная проволока по п.1 или 2, отличающаяся тем, что она имеет круглое, прямоугольное или овальное сечение.
| ПОХОДНЯ И.К | |||
| и др | |||
| Сварка порошковой проволокой | |||
| - Киев: Наукова думка, 1972, с.7 | |||
| Сварочная электродная проволока | 1987 |
|
SU1696231A1 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| АКТИВИРУЮЩИЙ МАТЕРИАЛ ДЛЯ СВАРКИ И НАПЛАВКИ | 2002 |
|
RU2226144C1 |
| Грунтоотвозное судно | 1987 |
|
SU1481140A1 |

