Изобретение относится к трубному производству и может быть использовано для получения сварных труб сложного профиля.
Целью изобретения является повышение точности геометрических размеров труб и качества сварного шва.
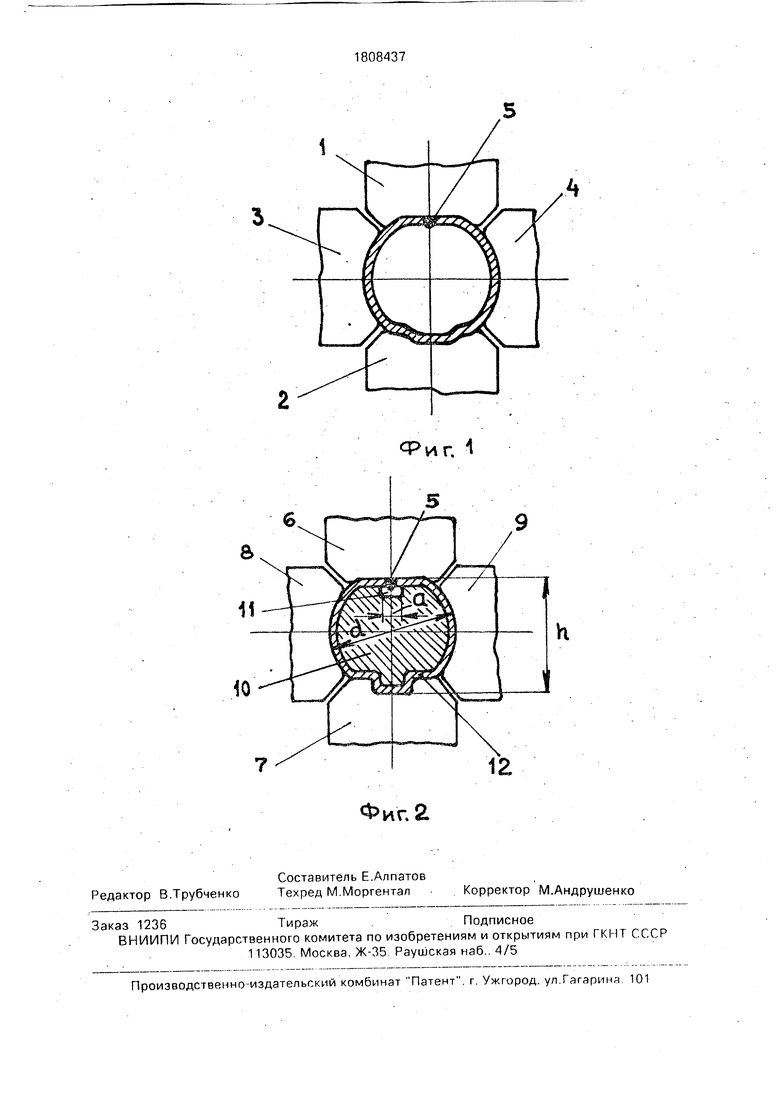
На фиг. 1 показана схема профилирования желобчатой трубы в первом профильном калибре без применения оправки, поперечный разрез: на фиг. 2 - то же, во втором профильном калибре на оправке.
Способ осуществляют следующим образом.
Сваренную круглую трубу с удаленным наружным гратом (на чертежах не показана) задают в первый профильный калибр, образованный четырьмя неприводными валками (роликами) 1,2,3,4 и подвергают предварительному профилированию без применения оправки.
Предварительное профилирование предусматривает придание круглой заготовке промежуточного профиля, при этом зону сварного шва в поперечном сечении ориентируют так, чтобы она располагалась за пределами элементов профиля, подвергающихся значительной пластической деформации. После безоправочного профилирования трубу задают во второй профильный калибр, образованный двумя приводными 6,7 и двумя неприводными 8,9 роликами и короткой профильной оправкой 10 с продольным пазом 11, который располагают под зоной 5 сварного шва. Ширина паза а в оправке равна 0,5-3,0 толщины стенки профильной трубы. В результате профилирования во втором калибре получают готовую профильную трубу 12.
Изобретение иллюстрируется следующими примерами
00 О 00
ь
(А) Ч
Согласно изобретению изготовляют квадратные трубы размером 31 х 2,0 мм и желобчатые трубы с круглой частью диаметром 40 и высотой профиля 38 мм (на чертеже, приведенном на фиг. 2, d ил соответственно). Профильные трубы изготовляют на типовом трубоэлектросварочном стане 20-76 при скорости сварки 50-80 мм/мин. Профилирующие ролики первого и второго калибров устанавливали в четвертой и пятой калибровочной клети (взамен калибровочных роликов). В качестве технологической смазки использовали касторовое масло. Заготовкой для изготовления сварных труб служила лента размером 131 х 2,0 мм из стали 10. Использовали 2 рулона ленты с отклонениями по толщине в пределах ± 0,5 мм, Круглые сварные трубы имели диаметр 42,5 мм.
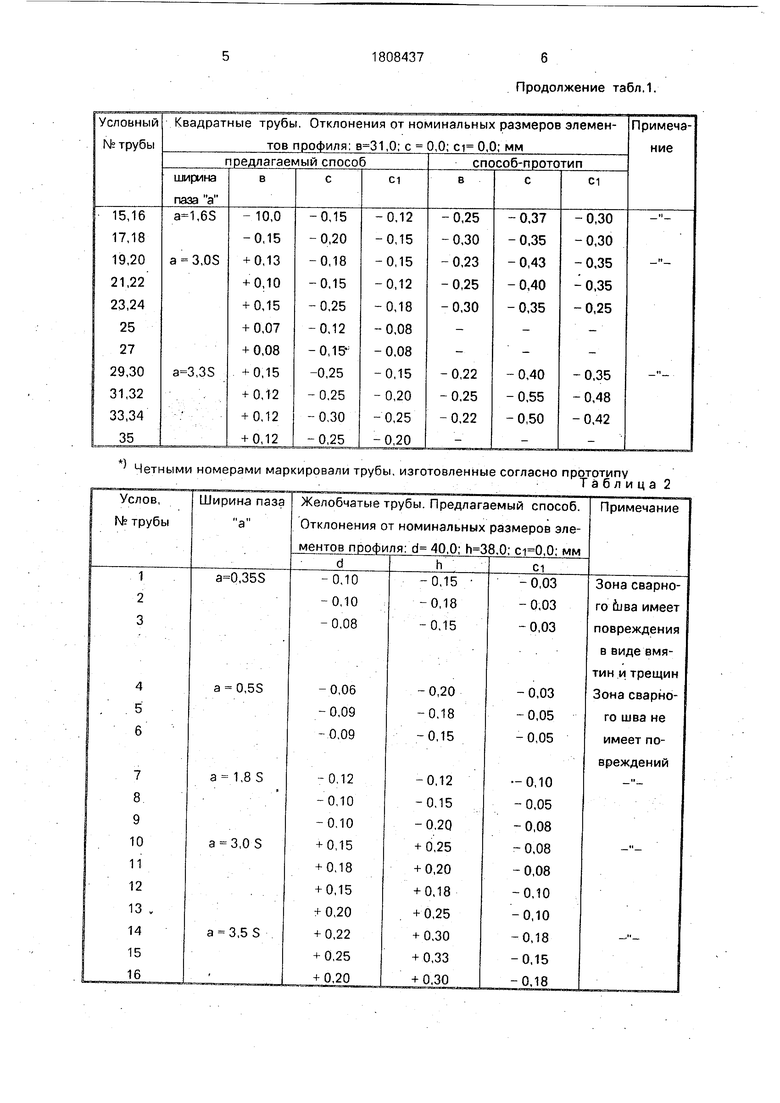
Размеры характерных элементов профилей измеряли с точностью до 0,01 мм. Для анализа использовали усредненные результаты измерений, которые приведены в табл. 1 (квадратные трубы) и 2 (желобчатые трубы). В квадратных трубах измеряли сторону в квадрата, вогнутость (отклонение от прямолинейности) с граней без зоны сварного шва и вогнутость ci грани вблизи зоны шва. В желобчатых трубах измеряли диаметр d цилиндрической части профиля, высоту h и вогнутость ci верхней грани с зоной сварного шва.
Как следует из приведенных данных, профилирование с применением.профильной оправки, которая контактирует со стен0
5
0
5
0
кой трубы по всему ее внутреннему периметру, за исключением зоны сварного шва, повышает точность размеров труб и качество сварного шва. Ширина а внеконтактной зоны Оправки и сварного шва должна составлять 0,5-3,0 толщины стенки S профильной трубы, Если а 0,5 S, края оправки вдавливаются в выступающую часть зоны шва, что вызывает повреждение металла в зоне шва. Если а 3,0 S, стенка трубы под пазом изгибается, что снижает точность размеров трубы.
Таким образом, осуществление способа согласно изобретению обеспечивает повышение точнос ти геометрических размеров и качества сварного шва в сварных профильных трубах.
Формула изобретения Способ изготовления сварных профильных труб, включающий формовку полосы в круглую трубную заготовку со стыком между кромками, сварку стыка продольным швом, профилирование сваренной заготовки в калибрах с использованием во втором по ходу профилирования калибре оправки, контактирующей с внутренней поверхностью стенки, о т л и ч а ю щ и и с я тем, что, с целью повышения точности геометрических размеров трубы и качества сварного шва, профилирование на оправке проводят при частичном ее контакте со стенкой, образуя внеконтактную зону по месту сварного шва с шириной поперечного сечения, равной 0,5-3,0 толщины стенки трубы.
Таблица 1
Продолжение табл.1.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ. | 2015 |
|
RU2596734C1 |
| Способ изготовления многогранных сварных труб | 1985 |
|
SU1274790A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ ПРЯМОУГОЛЬНОГО ИЛИ КВАДРАТНОГО СЕЧЕНИЙ | 2014 |
|
RU2568804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2013 |
|
RU2540057C1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| Способ изготовления прямоугольных труб | 1984 |
|
SU1197756A1 |
Использование: изготовление прямо- шовных сварных труб фасонного профиля. Сущность изобретения: способ включает формовку полосы в круглую трубную заготовку со стыком между кромками, сварку стыка продольным швом и профилирование сваренной заготовки на оправке. Профилирование во втором проходе проводят при частичном ее контакте со стенкой, при котором внеконтактную зону образуют по месту сварного шва с шириной поперечного сечения, равной 0,5-3,0 толщины стенки трубы. 2 ил.. 2 табл.
Четными номерами маркировали трубы, изготовленные согласно прототипу
Таблица 2
Фиг. 4
| Патент США № 4260090 | |||
| кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Способ изготовления многогранных труб | 1987 |
|
SU1463367A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
