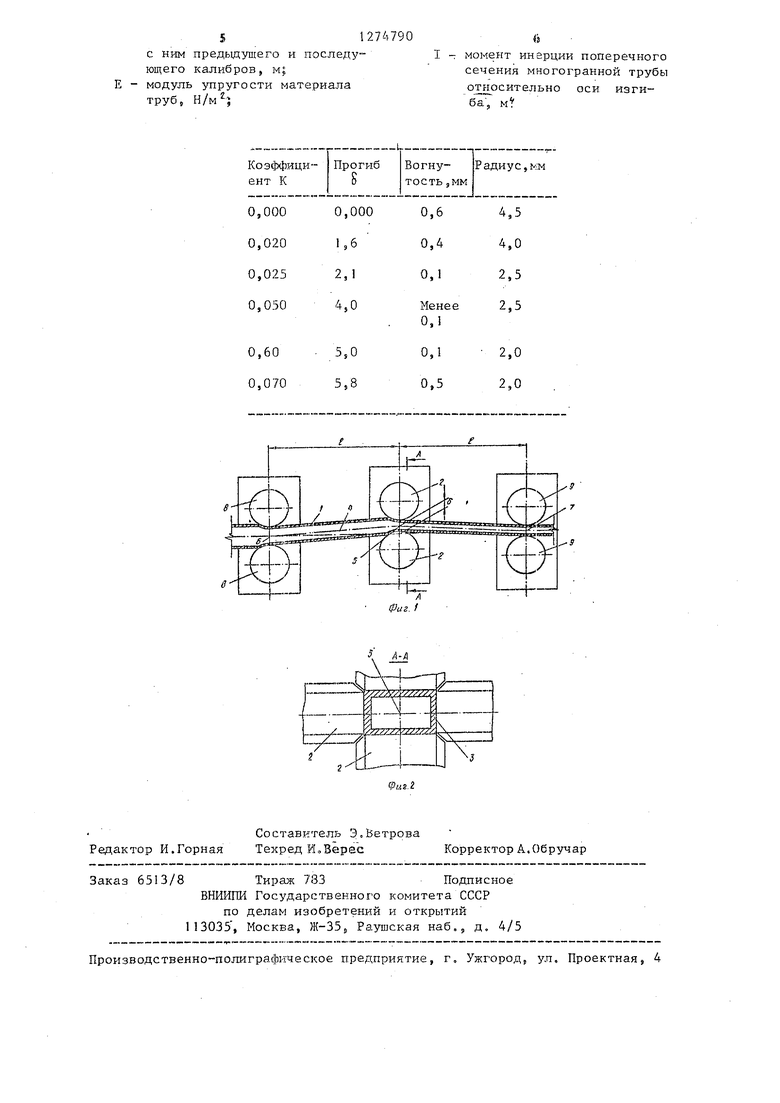
Изобретение относится к обработке металлов давлением, в частности к трубосварочному производству, и мо,жет быть использовано для изготовления многогранных (например, квадратных, прямоугольных, П1естиграннык) труб высокой точности. Цель изобретения - повышение точности размеров труб путем уменьшения вогнутости граней и величины наружных радиусов их сопряжения, а так же эффективности.профилирования за счет снижения числа проходов. На фиг, 1 представлена схема устройства для осзпцествления предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1. Способ осуществляется следующим образом. Исходную полосу формуют в цилиндрическую трубную заготовку (например, круглую)5 .и производят сварку ее кромок с образованием продольного шва. После этого трубная сваренная заготовка 1 подвергается профилирова нию в валковых профилировочных калибрах. При этом калибр, образованный валками 2, обеспечивает выформов ку углов многогранной трубы 3 до око чательных (требуемых) размеров, При профилировании заготовки , в калибре, выформоБывающем угль.: до окончательных размеров, ее подвергают одновременному изгибу в плоскос,ти продольной оси заготовки, т.е. в .одной из плоскостей, в которых ее ось 4. На фиг. 1 показан, например, изриб в вертикальной плоскости оси заготовки. Изгиб может быть осущеотвлен, например, путем смещения центра 5 калибра валков 2 относительно центров 6 и 7 соседних с ним валоков 8, образующих предыдущий калибр, и-валков 9, образующих последующий калибр В качестве предыдущего и последу.ющего калибров можно использовать любые калибры, установленные до и по сле калибра выформовывающего утлы до окончательных размеров (например, калибры профилировочной клети, правильные (алибры, установленные за профилировочным, станом, сварочные и гладильные калибры формовочно-свароч .ного стана). Величину прогиба & заготовки тру бы при изгибе определяют из выраженияR -к . S -К,.--,- где К - безразмерный коэффициент, зависящий от условий контакта профилируемой трубы с валками выфорковывающего калибра, К е(0,С25; 0,060); G - предел текучести материала труб, VJ - момент сопротивления изгибу поперечного сечения многогранной трубы относительно оси изгиба, 2 - протяженность участка изгиба от центра выформовыва.ющего калибра до центров соседних с ним предыдущего и последующего калибров, м; Е модуль упругости материала трубы, . I - момент инерции поперечного сечения многогранной трубы относительно оси изгиба, м. Величины параметров, входящих в формулу, меняются в зависимости от материала заготовки, протяженности участка ,. определяемой конструкцией выбранного стана, и от коэффициента, который зависит от услоВИЙ контакта заготовки с профилировочными валками выформовывающего калибра. Интервал значений коэффициента К выбран в пределах 0,025-0,060. В этом интервале изготавливают многогранные трубы за один проход с вогнутостью граней не более 0,1 мм и с нapyжны ш радиусами сопряжения граней менее оДной толщины стенки. В таблице приведен результат изготовления квадратной трубы размером 25 25-3 мм из стали марки ст.10 при различных значениях прогиба (смещения). Как след.ует из таблицы, при значении коэффшдиента К менее 0,025 влияние изгиба кргйне незначительно величина .вогнутости граней составляет 0,4-0, 5 мм, наружный радиус сопряжения граней 1,, 3-1,5 толщины стенки. Это объясняется тем, что малое смещение не создает изгибающий момент, достаточный для перевода участков углов в пластическое состояние. При величине .коэффициента к более О,,060 т.акже наблюдается значительная вогнутость граней внутрь, что объясняется больщим значением изгибающего момента, который перево.31
ит в пластическое состояние большую асть поперечного сечения многогранной трубы.
Пример. По предлагаемому способу изготавливают квадратные трубы размером 25-25-3 мм из стали марки ст. 10. Стальная полоса шириной 96 мм формируется в трубоэлектросварочном стане 10-76 в круглую трубную заготовку, затем производится сварка кромок токами высокой частоты с образованием продольного шва. Профилирование круглой трубной заготовки осуществляется в одной неприводной четырехвалковой клети, калибр которой выформовывает углы и грани заготовки до требуемых размеров трубы. Профилировочные валки, образующие выформовывающий калибр, имеют гладкую бочку. В качестве предьщущего и последующего калибров использовали клети калибровочного стана, установленного в линии стана 10-76. Расстояние от данных калибров до профилировочного калибра составляет 1 м. В ходе экспериментов заготовку при профилировании в калибре, выформовывающем углы и грани до окончательных размеров, подвергают на длине t одновременному изгибу в различных плоскостях (в частности, вертикальной, горизонтальной и др.), при этом результаты для одной и той же величины прогиба S получаются практически одинаковыми.
Величину прогиба (смещения) определяют из соотношения
р ,. г . b -К gj- - t ,
Для трубы размером 2525-3 мм из стали марки ст. 10 ,73 см , 1
2,16 см .10 , G,-2,06-10 1
Значения коэффициента К принимают от 0,020 до 0,070 (табл.). Оптимальными значениями из указанного интервала являются 0,025-0,060, так как в этом пределе повышается эффективность профилирования за счет снижения числа переходов про профилировании, а точность геометрических размеров труб превышает требования действующих ГОСТов на профильные, трубы.
Изготовление многогранных труб с числом граней, отличным от четырех.
747904
ведется предлагаемым способом и подчиняется тем же закономерностям.
Таким образом, применение предлагаемого способа повышает точность
5 размеров многогранных труб (вогнутость граней не более 0,1 мм, а величина наружного радиуса сопряжения граней не превышает 0,7-0,8 толщины стенкитрубы), а также повьш1ает эф10 фективность процесса изготовления многогранных труб за счет уменьшения износа профилировочных валков и сокращения числа проходов при профилировании, что приводит к сокраще15 нию парка рабочего инструмента (вапков) и времени на его настройку и перевалку, повышая тем самым произ- водительность процесса изготовления.- .
э
20 Формула изобретения
Способ изготовления многогранных сварных труб, включающий формовку полосы в цилиндрическую трубную за25 готовку, сварку ее кромок и профилирование сваренной заготовки в валковых калибрах, один из которых выформовывает углы трубы до окончательных размеров, о тлич ающийся
2Q тем, что, с целью повышения точности размеров труб путем у еньшения вогнутости граней и величины наружных радиусов их сопряжения, а также эффективности профилирования за счет . снижения числа проходов при профили 5 ровании, заготовку при профилировании в калибре, выформовывающем углы до окончательных размеров, подвергают одновременному изгибу в плоскости ее продольной оси,при этом величи0 ну прогиба S в данном калибре определяют по следующей зависимости
, ,
где К - безразмерный коэффициент,
зависящий от условий контакта профилируемой трубы с валками выформовывающего калибра, ке(0,025; 0,060);
50 G - предел текучести материала
трубы, о W - момент сопротивления изгибу поперечного сечения многогранной трубы относительно
55 оси изгиба, м ;
t - протяженность участка изгиба от центра выформовывающего калибра дЬ центров соседних с ним предыдущего и последующего калибров, м; Е - модуль упругости материала труб 5 1274790 I момент инерции поперечного сечения многогранной трубы от носительно оси изгиба, м
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ изготовления прямоугольных труб | 1984 |
|
SU1197756A1 |
| Способ настройки валков профильного стана | 1987 |
|
SU1563803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ. | 2015 |
|
RU2596734C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Валок профилегибочного стана | 1981 |
|
SU1007784A1 |
| СПОСОБ ФОРМОВКИ ЗАМКНУТОГО ПРОФИЛЯ | 2005 |
|
RU2299773C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2/-3&αχυτε;6+2/-1&αχυτε;4300+80/-30 ММ ИЗ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,0% ДЛЯ ТРАНСПОРТИРОВКИ И УПЛОТНЕННОГО ХРАНЕНИЯ В СТЕЛЛАЖАХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК НОВЫХ МОДИФИКАЦИЙ С ПОВЫШЕННЫМ ОБОГАЩЕНИЕМ И УРАНОЕМКОСТЬЮ&αχυτε; | 2015 |
|
RU2618286C2 |
Изобретение относится к обработке металлов давлением, в частноети к трубосварочному производству, и может быть использовано при изготовлении MiiororpaHHbix труб высокой . точности. Целью изобретения является повышение точности размеров труб путем уменьшения вогнутости граней и величины наружных радиусов их сопряжений, а также эффективности профилирования за счет снижения числа проходов. Сваренная трубная заготовка подвергается профилированию с обе спечением выформовки углов. При этом заготовку одновременно подвергают i изгибу в плоскости, проходящей через ее продольную ось. Величину прогиба (Л определяют из заданного выражения. Величины параметров, входящих в это выражение, меняются в зависимости от материала заготовки, протяженности участка изгиба, определяемой конструкцией стана, и от коэффициента, зависящего от условий контакта заготовки с профилировочными валками Ni:: выформовывающего калибра. 2 ил. 1 1 табл. СО
| Тришевский И.С., Докторов М.Е | |||
| Теоретические основы процесса профилирования | |||
| - М.: Металлургия, 1980, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Рымов в.А., Полухин Л.И., Потапов И.Н | |||
| Совершенствование производства сварных труб | |||
| - М.: Металлургия, 1983, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
