ел
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки | 1976 |
|
SU645725A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1999 |
|
RU2175284C2 |
| Клеймовочная головка | 1977 |
|
SU733769A1 |
| Устройство для маркировки плоских изделий | 1982 |
|
SU1014765A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Устройство для электрохимического маркирования | 1972 |
|
SU476123A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2025273C1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ И УКЛАДКИ В ТАРУ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU346184A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ПРОКАТА | 1973 |
|
SU408677A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2007 |
|
RU2351458C2 |
Сущность изобретения: устройство содержит панель, смонтированную с возможностью перемещения по заданной траектории, группу маркирующих стержней с дозаторами и автономными приводами управления, для повышения надежности при работе и качества маркировки, устройство снабжено каретками и приводным валом, каждый дозатор выполнен в виде подающих роликов, смонтированных на каретке, маркирующие стержни расположены между подающими роликами каретки и связаны с соответствующими автономными приводами управления и смонтированы на панели с возможностью фрикционного взаимодействия одного из подающих роликов с приводным валом для передачи крутящего момента, причем один из подающих роликов каждого дозатора подпружинен в направлении другого. 1 з.п.ф-лы, 3 ил.
Изобретение относится к устройствам металлургической промышленности, и может быть использовано для маркирования горячего проката и литья путем оставления на его поверхности знака маркировки.
Цель изобретения - повышение надежности при работе в запыленной атмосфере за счет уменьшения пар трения, а также повышение качества нанесения маркировки за счет компенсации износа маркирующих стержней.
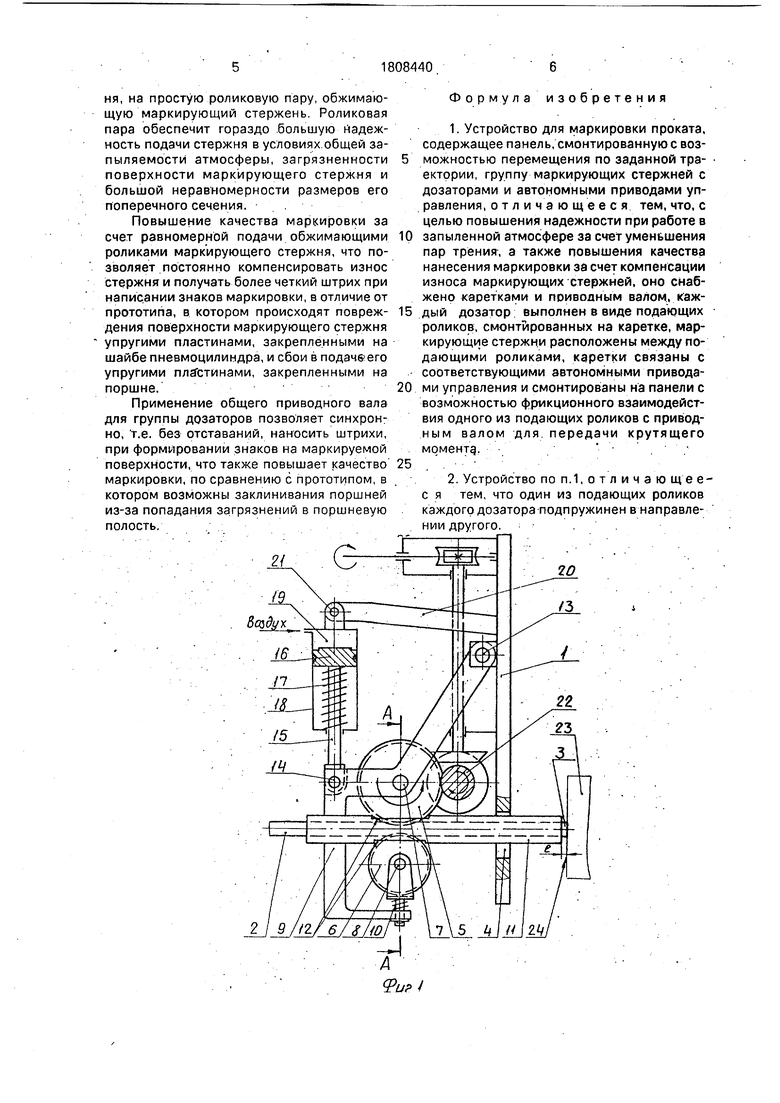
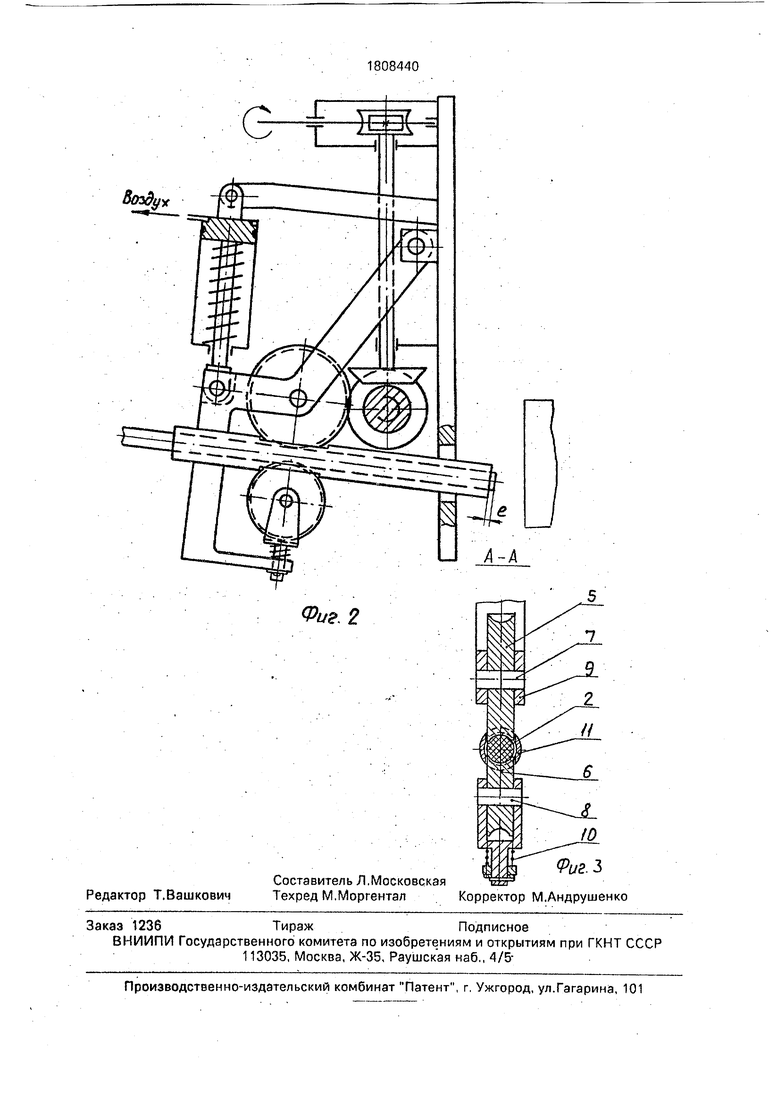
На фиг. 1 изображено предлагаемое устройство, общий вид,в момент маркировки: на фиг. 2 - то же, в исходном положении; на фиг. 3 - разрез А-А на фиг. 1.
Предлагаемое устройство для маркировки проката (например, с одним дозатором) содержит панель 1, имеющую возможность плоскопараллельного движения от кулачково-рычажного привода (на чертеже не показан), маркирующий стержень 2, конец 3 которого свободно пропущен через окно 4 панели, и дозатор для управления и подачи маркирующего стержня, выполненный в виде двух неприводных подающих роликов 5, 6, имеющих кольцевые канавки для охвата маркирующего стержня, установленных свободно на осях 7, 8, расположенных в-каретке 9. Ось 7 - стационарная, а ось 8 ролика 6 - подпружинена в направлении к ролику 5 с помощью пружины 10. Ролики 5,6 установлены один над другим в вертикальной, плоскости и между ними проходит маркирующий стержень 2, помещенный свободно в направляющую .трубку 11. Трубка 11 жестко закреплена на каретке 9 и в ней имеются продольные вырезы 12 для обеспечения контакта роликов
00
о
00
ь
5,6 с поверхностью маркирующего стержня 2... .
Каретка 9 в одной точке с помощью оси 13 шарнирно закреплена на панели 1, а в другой, с помощью оси 14, связана со штоком 15 и поршнем 16, подпружиненными пружиной 17 пневмоцилиндра 18; и имеющего поршневую полость 19. Пневмоци- линдр 18 также шарнирно закреплен на кронштейне 20 панели 1 с помощью оси 21. На панели 1 смонтирован стационарно приводной вал 22. В случае, когда устройство имеет несколько дозаторов, приводной вал 22 является общим для всех дозаторов.
Подготовка предлагаемого устройства для маркировки проката проводится в следующем порядке. :
Маркирующий стержень 2 заводят со стороны каретки 9 между неприводными роликами 5,6 в направляющую трубку 11, проходящую через окно 4 панели 1, Конец 3 маркирующего стержня 2 должен выступать на величину , достаточную для нанесения маркируемого знака. Пружины 17 и 10 пневмоцилиндра 18 и ролика 6 настраиваются, исходя из заданной их жесткости.
Работа предлагаемого устройства для маркировки проката осуществляется следующим образом. ,.
В исходном положении (фиг.2) каретка 9 находится в верхнем положении, т.к. из поршневой полости 19 пневмоцили-ндра 18 воздух сброшен, а пружина 17 разжата. Трубка 11 находится в наклонном положении и нет контакта ролика 5 с приводным валом 22. Ролики 5,6 обжимают маркирующий стержень 2 через вырезы 12 трубки 11, при этом пружина 10 поджимает ролик 6.
Движущийся по технологической линии по рольгангам прокат 23 {или слиток) останавливается против маркирующей панели 1 устройства,.включается привод перемещения, панели 1 по траектории восьмерки. Весь комплект дозаторов работает параллельно и независимо друг от друга. Для примера рассмотрим работу одного из них. Во время движения панели 1 в определенных точках восьмерки, когда необходимо получить штрих на поверхности 24 проката 23 (сумма которых к концу цикла сформирует необходимый знак маркировки) - подается сжатый воздух в поршневую полость 19 пневмоцилиндра 18. Под действием воздуха поршень 16 со штоком 15 выдвигается, сжимая пружину 17, и каретка 9,шарнирно соединенная со штоком 15, поворачивается вокруг оси 13. Вместе с кареткой 9 поворачивается расположенный в трубке 11 и зажатый роликами 5, 6 маркирующий стержень 2,
В случае маркировки горячего проката с температурой 500...900°С в качестве маркирующего стержня может быть использован . пруток вакуумной резины, который оплавля5 ясь.на горячей поверхности металла, оставляет, хорошо различимый светлый след. . Маркирующий стержень 2 вместе с кареткой 9 подводится к поверхности 24 проката до тех пор, пока ролик 5 своей цилиндриче-ской поверхностью не упрется в поверхность приводного вала 22 панели 1. Силы трения в месте контакта ролика 5 с вращающимся валом 22 (вал вращается в течение всего цикла маркировки оттого же привода,
5 который приводит к движение панель 1) заставляет ролик 5 поворачиваться вокруг оси 7 и за счет сил трения подавать стержень 2 к маркируемой поверхности 24 на величину износа стержня 2, происходящего во время
0 нанесения каждого штриха маркируемого знака. При превышении усилия прижатия маркирующего стержня 2 на поверхность 24 над силами трения между роликами 5, 6. и маркирующего стержня 2 происходит про5 скальзывание маркирующего стержня 2 между роликами 5,6 при сохранении вращающегося момента на ролике 5. По мере износа стержня 2 усилие прижатия к поверхности 24 уменьшается, силы трения
0 начинают превышать усилие прижатия и происходит подача маркирующего стержня
В момент, когда необходимо пропустить -один или несколько штрихов вось5 мерки, при формировании необходимого знака, воздух из поршневой полос.™ 19 пневмоцилиндра 18 сбрасывается, шток 15 с поршнем 16 под действием пружины 17 втягиваются и поворачивают каретку 9 вок0 руг оси 13, отводя стержень 2 от поверхности 24, при этом разрывается контакт ролика 5.и приводного вала 22, т.е. прекращается действие крутящего момента на ролик 5 и перемещение маркирующего
5 стержня 2 прекращается.
При написании знака 8 отвод воздуха из поршневой полости 19 пневмоцилиндра 18 не производится до конца цикла маркирования.
0 Преимуществами заявляемого технического решения по сравнению с прототипом по результатам испытания опытного образца являются .следующие:
Повышение надежности работы устрой5 ства .подачи маркирующего стержня за счет замены узла с трущимися поверхностями, загрязнение которых влечет за собой заклинивание, каким является пневмоцилиндр, на поршне которого закреплены упругие пластины для захвата маркирующего стержня, на простую роликовую пару, обжимающую маркирующий стержень. Роликовая пара обеспечит гораздо .большую Надежность подачи стержня в условиях.общей за- пыляемости атмосферы, загрязненности поверхности маркирующего стержня и большой неравномерности размеров его поперечного сечения. .
Повышение качества маркировки за счет равномерной подачи обжимающими роликами маркирующего стержня, что позволяет постоянно компенсировать износ стержня и получать более четкий штрих при написании знаков маркировки, в отличие от прототипа, в котором происходят повреж- дения поверхности маркирующего стержня упругими пластинами, закрепленными на шайбе пневмоцилиндра, и сбои в подачеего упругими пластинами, закрепленными на поршне.
Применение общего приводного вала для группы дозаторов позволяет синхронно, т.е. без отставаний, накосить штрихи, при формировании знаков на маркируемой поверхности, что также повышает качество маркировки, по сравнению с прототипом, в котором возможны заклинивания поршней из-за попадания загрязнений в поршневую полость....
Формула изобретения
Редактор Т.Вашкович
Е/г.З
Составитель Л.Московская
Техред М.МоргенталКорректор М.Андрушенко
Заказ 1236Тираж Подписное
ВНИИГШ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, 4/5
| АППАРАТ ДЛЯ ПРИГОТОВЛЕНИЯ И ПОДАЧИ ОТВАРА ЛЬНЯНОГО СЕМЕНИ В КОТЕЛ | 1926 |
|
SU5633A1 |
