Изобретение относится к станкостроению и может быть использовано в машиностроении для нарезания замкнутых канавок на сферической поверхности.
Цель изобретения - расширение т.ехно- логических возможностей и повышение точности обработки,
Для достижения поставленной цели в устройстве для нарезания криволинейных канавок на сферических поверхностях, включающим инструментальную головку, корпус и механизм построитель, выполненный в виде кинематически соединенных между собой шарнирно-связанных с корпусом кривошипа и коромысла, причем все оси шарниров и инструментальной головки, вмонтированной в коромысло, пересекаются в одной точке в центре обрабатываемой сферы, обрабатываемая деталь кинематически связана с коромыслом с возможностью совершения циклоидального движения относительно режущего инструмента
С целью одновременного нарезания нескольких по всей сферической поверхности замкнутых кандвок в коромысле в соответ- ствующих местах, в зависимости от ориентации канавок на сфере, вмонтированы инструментальные головки в количестве равном числу требуемых канавок.
Для изменения формы нарезаемой ка- навки с помощью сменных зубчатых колес изменяется относительная скоростью вращения детали и коромысла.
На фиг.1 изображена схема предлагаемого устройства; на фиг,2 - шаг и амплитуда нарезанной канавки.
Устройство для нарезания канавок на сферических поверхностях состоит из электродвигателя 1, редуктора 2, на выходном валу которого закреплены коническая смен- пая шестерня 3 и кривошип 4. Шатун 5 вращательными кинематическими парами связан с кривошипом4 4 и коромыслом б, которое с другой стороны шарнйрно связано с корпусом 7. Приспособление с обраба- тываемой деталью 8 закреплено в гнезде конической сменной шестерни 9, которая установлена в корпусе 7 устройства и зацеплена с колесом 3. В коромысле б в соответ- ствующих местах /включая место шарнирного соединения с шатуном 5/ вмонтированы инструментальные головки 10, количество которых равно числу требуемых одновременно, нарезаемых канавок. Все оси кинематических пар и инструмен- тальных головок проходят через центр обрабатываемой сферы,
Устройство работает следующим образом. От электродвигателя 1 через редуктор 2 вращение передается сменным коническим колесом 3-9 и кривошипу 4, Вращение от кривошипа 4 через шатун 5 передается коромыслу 6, которое вместе с вмонтированными на нем инструментальными головками 10 совершает поступательное движение по дуге окружности /а-а; фиг.1/ со скоростью подачи относительно своей оси и со скоростью резания вращающихся режущих инструментов 11. Обрабатываемая деталь 8 закреплена в гнезде колеса 4 и совершает вращательное движение. Оси вращения детали 8 и коромысла 6 расположены под углом р , определяющим ориентацию канавок на сфере и их форму. В результате обработки получаются канавки на сфере в виде циклических кривых различного вида. Вид этих кривых /канавок/ можно изменять изменением угла (р и передаточного отношения U между кривошипом и деталью. При получается по всей сферической поверхности один виток замкнутой волнистой кривой: при при двух оборотах кривошипа и за один оборот детали получаются два витка; при за 2 оборота детали получается 3 шага и т.д.
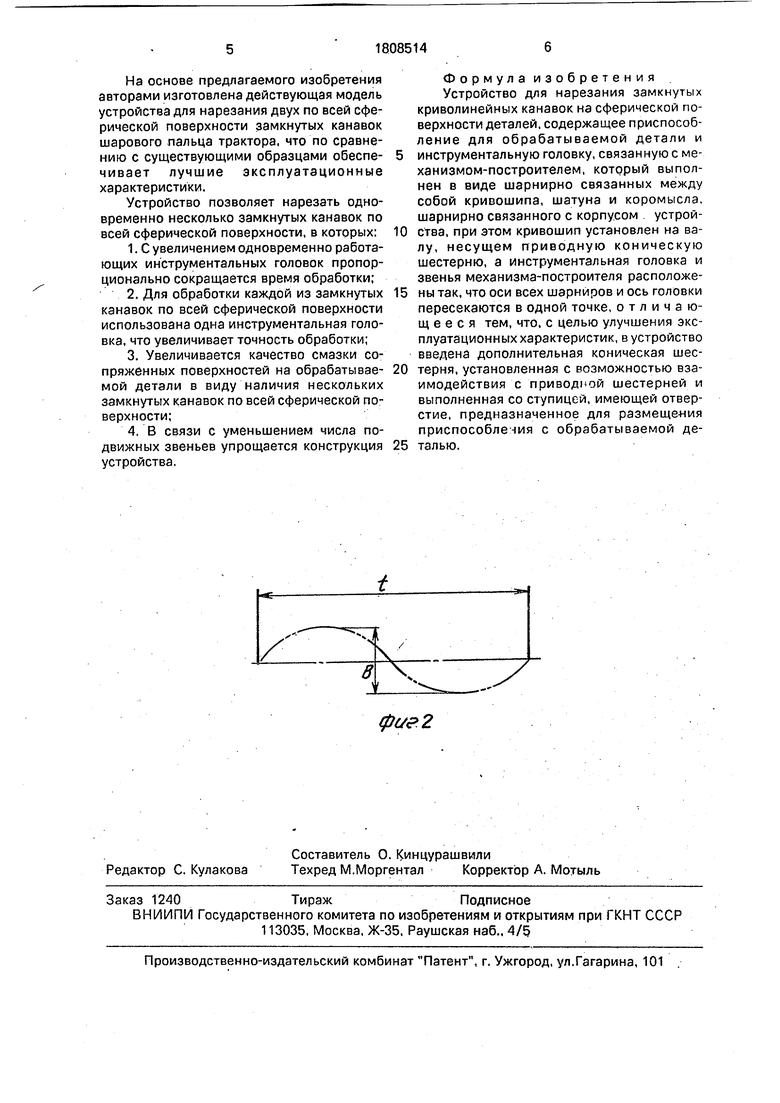
Шаг t и амплитуда в канавки /см.фиг.2/ можно определить:
t 360°/U
b arccos(cos2l+sin2lcos тр ),
где I - длина коромысла /длина от центра вращения до места установки инструментальной ГОЛОВ КИ/j
1/J -угол качения коромысла.
С целью сокращения штучного времени на обработку и повышение точности обработки при необходимости одновременной обработки нескольких смещенных относительно друг друга канавок, инструментальные головки 10 монтируются в соответствующих местах коромысла 6,
Пример: При одновременной обработке на сферической поверхности трех замкнутых циклических канавок, содержащих каждая по. четыре шага, и когда плоскость симметрии одной канавки совпадает с плоскостью экватора, а оси двух остальных, канавок расположены под углом 40° относительно оси центральной канавки, - а амплитуда канавок , предпочтительно брать длину коромысла и , тогда Ь 30° и . Боковые инструментальные головки от центрального удалены на расстояние 40°. Длина кривошипа + 15°, длина шатуна Il arccos(cosl0cos +sinl0sinlsln /; /2), где lo - длина между осями вращения коромысла и кривошипа, которое желательно брать to 90° из-за удобства использования расчетной формулы.
На основе предлагаемого изобретения авторами изготовлена действующая модель устройства для нарезания двух по всей сферической поверхности замкнутых канавок шарового пальца трактора, что по сравнению с существующими образцами обеспе- чивает лучшие эксплуатационные характеристики.
Устройство позволяет нарезать одновременно несколько замкнутых канавок по всей сферической поверхности, в которых:
1. С увеличением одновременно работающих инструментальных головок пропорционально сокращается время обработки;
2. Для обработки каждой из замкнутых канавок по всей сферической поверхности использована одна инструментальная головка, что увеличивает точность обработки;
3. Увеличивается качество смазки сопряженных поверхностей на обрабатывав- мой детали в виду наличия нескольких замкнутых канавок по всей сферической поверхности;
4. В связи с уменьшением числа подвижных звеньев упрощается конструкция устройства.
Формула изобретения Устройство для нарезания замкнутых криволинейных канавок на сферической поверхности деталей, содержащее приспособление для обрабатываемой детали и инструментальную головку, связанную с механизмом-построителем, который выполнен в виде шарнирно связанных между собой кривошипа, шатуна и коромысла, шарнирно связанного с корпусом устройства, при этом кривошип установлен на валу, несущем приводную коническую шестерню, а инструментальная головка и звенья механизма-построителя расположены так, что оси всех шарниров и ось головки пересекаются в одной точке, отличающееся тем, что, с целью улучшения эксплуатационных характеристик, в устройство введена дополнительная коническая шестерня, установленная с возможностью взаимодействия с приводной шестерней и выполненная со ступицей, имеющей отверстие, предназначенное для размещения приспособления с обрабатываемой деталью.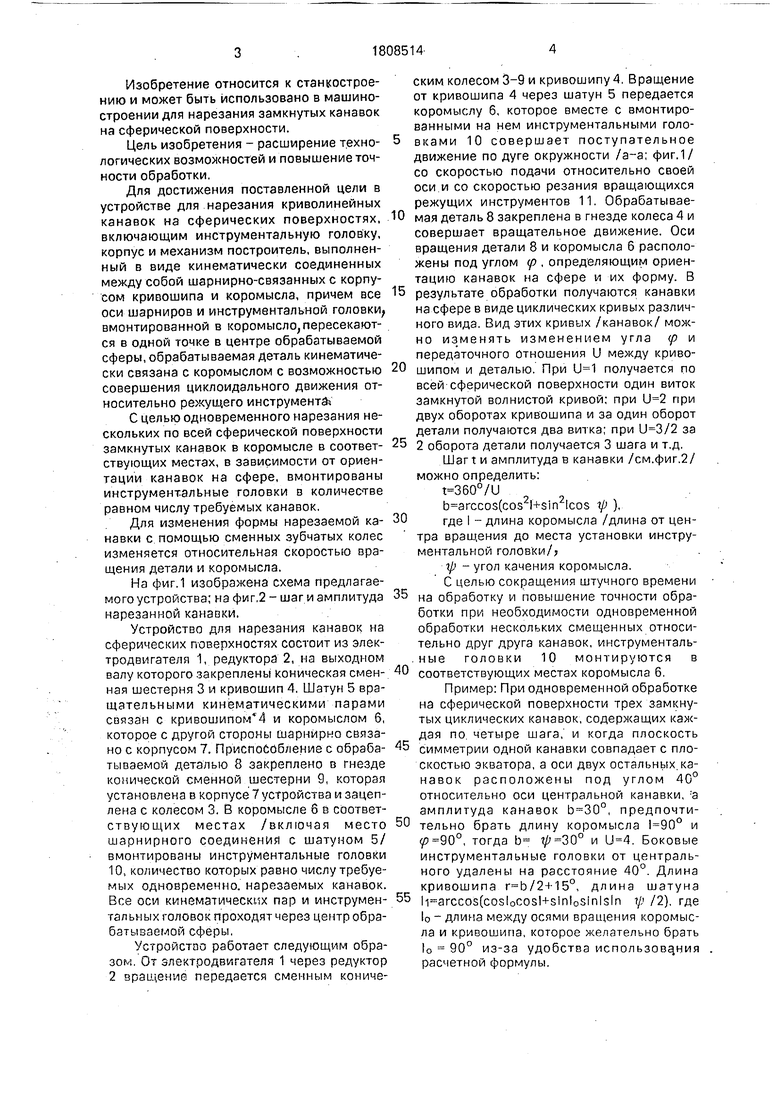
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КАНАВОК | 1991 |
|
RU2077971C1 |
| Устройство для обработки криволинейных канавок | 1984 |
|
SU1565609A1 |
| Устройство для обработки внутренних канавок | 1978 |
|
SU706201A1 |
| УСТРОЙСТВО для НАРЕЗАНИЯ ЗАМКНУТЫХ КАНАВОК | 1973 |
|
SU386714A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| Устройство к зубодолбежному станку для обработки зубчатого звена | 1989 |
|
SU1692777A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 1999 |
|
RU2151225C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
Использование: станкостроение, в частности обработка замкнутых криволинейных канавок на сферической поверхности. Сущность изобретения: от электродвигателя 1 через редуктор 2, на выходном валу которого установлены коническая шестерня 3 и кривошип А, поступательное движение по дуге окружности через шатун 5 и коромысло 6 передается инструментальной головке 10. Кривошип 4, шатун 5 и коромысло 6 шарнир- но связаны между собой, а последнее - с корпусом 7. Одновременно передается вращение зацепляющейся с шестерней 3 конической шестерней 9, в отверстии ступицы которой установлено приспособление для крепления обрабатываемой детали 8. 2 ил.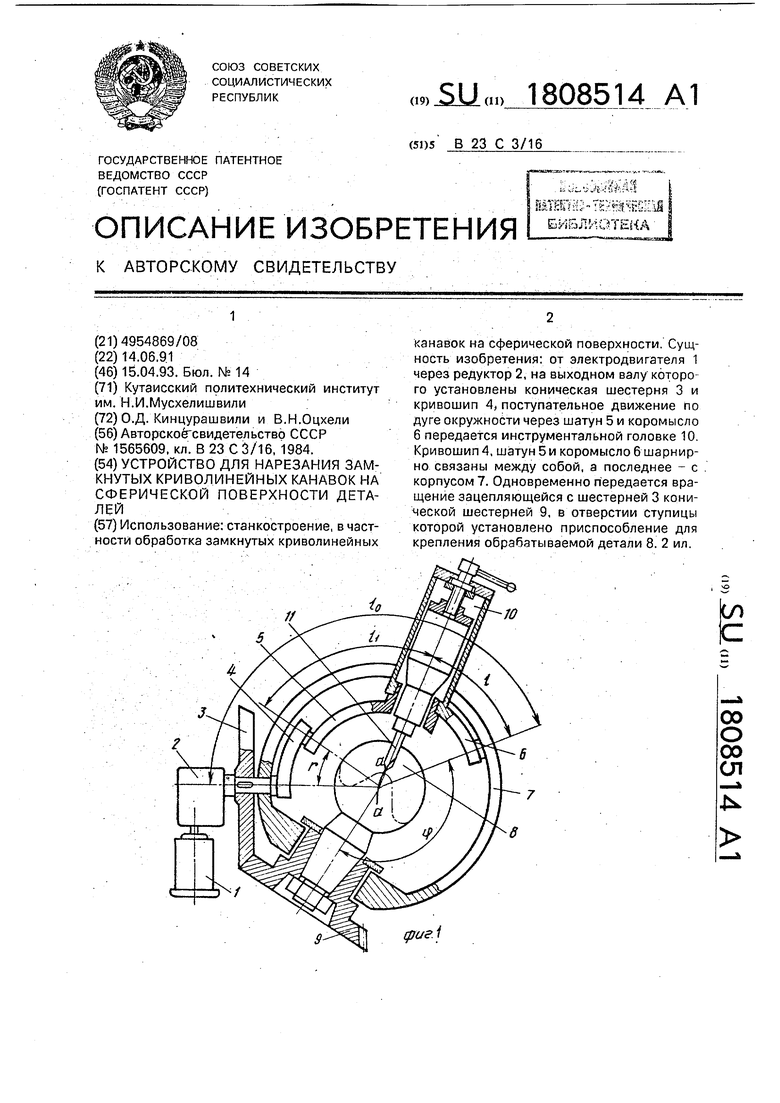
В
V
фиг2
| Устройство для обработки криволинейных канавок | 1984 |
|
SU1565609A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
