1
Изобретение относится к области станкостроения и может бЬтть использовано при изготовлении фасонного многолезвийного инструмента, например твердосплавных борфрез.
Известны станки для заточки зубьев многолезвийного фасонного инструмента, имеющие заточную головку, совершающую возвратно-поступательные перемещения в вертикальном направлении и качательные движения в осевой плоскости заготовки, а также механизм для вращения и возвратнопоступательного перемещения заготовки.
Все формообразующие движения осуществляются системой кинематически связанных между собой кулачков 1.
Недостатком станка является то, что формообразование винтовой канавки фасонного многолезвийного инструмента при обработке лишь одного типоразмера происходит от шести точно установленных и кинематически взаимосвязанных кулачков, с механизмом деления, где на различные числа зубьев обрабатываемого ииструмеита должен устанавливаться свой делительный диск. Все это требует большого количества сложных деталей (кулачков и делительных дисков), усложняет станок и не обеспечивает уииверсальиости его настройки.
Цель изобретения - обеспечить универсальность настройки станка. Это достигается за счет того, что кинематическая пепь вращения шпинделя изделия выполнена в
5 виде многоступенчатой зубчатой передачи и дифференциала, ведущее колесо которого соединено с приводом вращения, а ведомое связано с многоступенчатой зубчатой передачей, при этом станок снабжен перенастраиваемой жесткой кинематической цепью, включенной между механизмом качательного движения бабки изделия и водилом дифференциала.
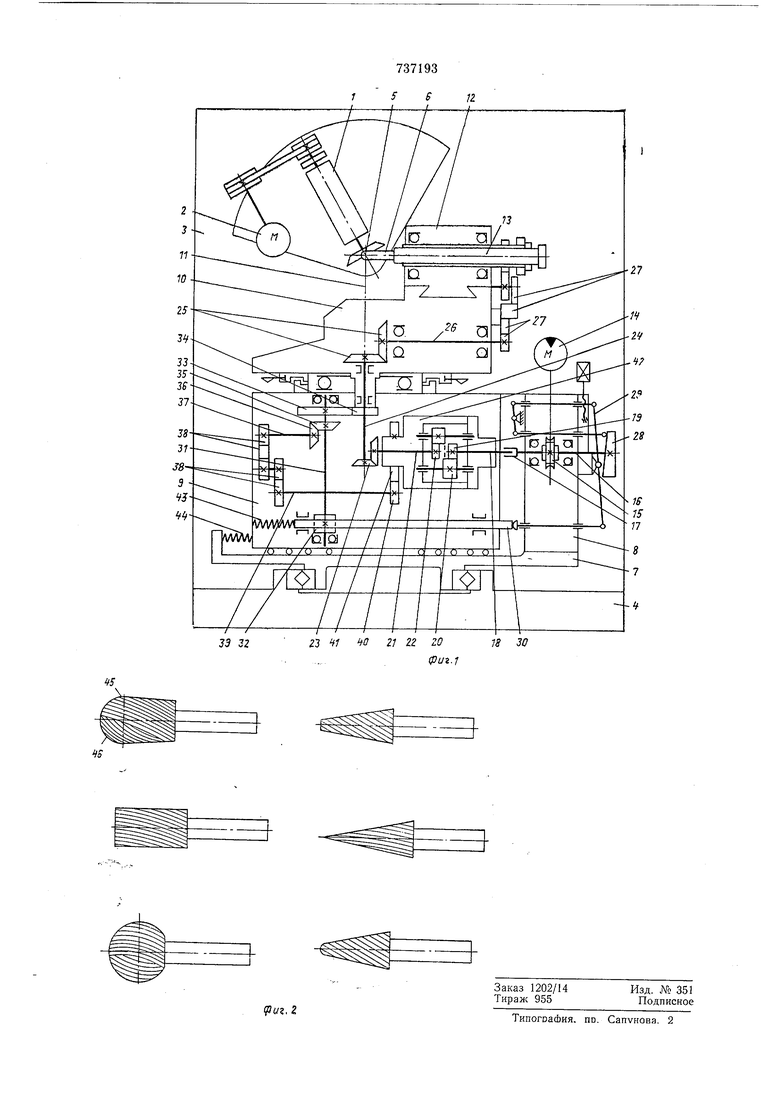
На фиг. 1 изображена кинематическая
J5 схема станка; на фиг. 2 - типы обрабатываемых борфрез.
Станок выполнен следующим образом. Шлифовальная головка 1 с приводом вращения 2 закреплены на стойке 3, установленной на станине 4. На стойке 3 смонти20роваиа ось 5 устаиовочиого поворота шлифовальной головки 1 на различные углы спирали левого и правого иаиравления затачиваемых борфрез 6. На станине 4 установлен поперечный стол 7, на котором закреплен редуктор 8 и продольиый стол 9, иа котором закреплена бабка 10 изделия, совершающая качательное движение вокруг осн 11 сферы, поступательное продольное
перемещение вдоль оси фрезы 6 при обработке цилиндрических noisepxiiocTefi и под углом к оси изделия G ири обработке копусиых поверхиостеГ. В верхией части бабки 10 изделия, в иодвижиой каретке 12, вмонтирован шпиидель 13 с закренлеииой в нем обрабатываемой фрезой 6.
Стаиок содержит кинематическую цень вращения изделия вокруг своей оси. Эта цеиь состоит из гидродвигателя 14, зстаиовлениого на редукторе 8, червячной иары 15, червячное колесо которой посажено на вал 16, телескопической муфты 17, вала 18 с ведущим колесом дифференциала 19, цилиндрических щестерен-сателлнтов 20, вала 21, с ведомым колесом 22, конической пары 23, одно колесо которой установлено па ннжпем конце вала 24, на верхнем конце которого закреплеио одно колесо конической пары 25, а другое колесо которой посажено на вал 26, кинематически связаниый со щпинделем 13 посредством гитары делеиия, состоящей из смеииых щестереи 27 кулисно-рычажиого механизма.
Станок снабжен также кинематической цепью качательиого движения бабки изделия (фрезы) 6 вокруг оси И сферы. Эта цепь содерл ит специальиый торцовый кулак 28, установлеииый иа валу 16 редуктора 8 и взаимодействующий с кулачково-рычажной системой 29, которая соединена с рейкой 30, связаииой с валом 31 носредство.м шестерни 32. На второ.м конце вала 31 устаиовлеиа шестерия 33, которая зацеилена с щестерней 34, закренлениой иа новоротной части бабки 10 изделия.
Между механизмом качательиого движения бабки нзделия н водилом дифференциала введена иереиастранваемая кинематическая цень, которая содержит одно из конических колес 35, посажеииое иа вал 31 кинематической цепи вращения изделия (фрезы) 6 вокруг оси сферы, а другое ее коническое колесо 36 - на вал 37, кинематически связанный с гитарой смеииых щестереи 38, соединенных с валом 39. На другом конце его посажена щестерия 40, зацеиленная с щестерней 41, закрепленной иа водиле дифференциала 42, состоян1его из щеетерен 20, соедиияющих вал 18 и вал 21 посредством щестереи 19 и 22 в кинематической цени вращения изделия (фрезы) 6 вокруг своей оси. При этом шестерии 19, 20 и 22 одиовремеино являются элементами диффереициала, который изменяет в необходимых случаях, т. е. нри обработке сферического участка фрезы 6, число ее оборотов вокруг своей оси.
Стаиок работает следующим образом.
По таблицам иастройки (ие показаиы) необходимо подобрать и установить смениые щестерии 27 гитары деления, смеииые щестерии 38 гитары цепи дифференциала, кулак 28 н произвести установочные перемещения каретки 12 и рычажпой системы
29 в зависимости от числа зубьев и формы затач1Н аемых борфрез 6. Образование снира;1ыИ)1х канавок на поверхностях цнлнндрическнх закругленных борфрезах ( иолучается следуюнигм образом.
Посредством гидроцилиндра (не показан) перемещается поиеречиый стол 7 н ocyHieствляет нодвод бабки 10 изделия к щлнфовальной бабке 1. От гндродвнгателя 14 через червячную иару 15 вращение нередается валу 16 редуктора 8, далее через телескопическую муфту 17 на вал 18 н через щестерни 19, 20, 22 иа вал 21. С вала 21 через пару конических шестереи 23 вращецие передается валу 24, далее через нару конических шестереи 25 валу 26. С вала 26, посредством сменных щеетерен 27 гитары деления, вращение передается щцииделю 13 и закрепленной в нем борфрезе 6.
Качательное движеиие вокруг оси сферы бабка 10 изделия получает от кулака 28, жестко закрепленного на валу 16, через рычажную систему 29, рейку 30, реечную щестерию 32, вал 31, шестерню 33, которая
передает вращение шестерне 34, жестко закреиленной на поворотной части бабки изделия. Таким образом, ироисходит новорот бабкн изделия вокруг оси сферы до тех иор, пока оиа дойдет до жесткого унора.
Для обеспечени5г равенства углов наклона сиирали в точке (фиг. 2) иерехода со сфер иа цилиндр кинематической цени вра1цення изделия (фрезы) 6 вокруг своей оси сообн,ается доио.линтелы1ое движеиие от
цени иоворота бабки изделия вокруг оси сферы, которая приводит в движеине кииематическую цеиь от вала 31 через коиические шестерин 35, 36, гитару сменных шестерен 38, вал 39, цилиидрнческзю шестерню 40 и цнлиидрическую шестерню 41, закренлениую на водиле днфференцнала 42. Такнм образом, дифференциал вносит дополнительное движение в кинематическую цеиь новорота нзделня (борфрезы) 6 вокруг
своей оси.
Поступательное движение вдоль оси изделия (борфрезы) 6 при образова п-1И спирали иа цилнидрнческой части борфрезы 6 бабка изделия иолучает от кулака 28 через
рычажиую систему 29, упирающуюся в рейку 30. При этом рейка 30 ие передает вращение бабке нзделия вокруг оси,сферы, так как она стоит иа жестком упоре. Бабка 10 изделия с иродольным столом 9 неремеН1,ается вдоль оси изделия 6 на длниу цилиидрической части последнего, регулнруемую за счет изменения плеч рычажной системы 29.
В момеит окоичаиия образования спирали на цилиндрическом зчастке бабка 10 изделия производит отскок по поперечиым направляющим стола 7 от шлифовальной бабки 1, т. е. выводится шлифовальный круг нз спиральиой каиавки. Это двнжеиие
производится гидроцилипдром (не показан). В это время продольный стол 9 вместе с бабкой 10 изделия возвращается в исходное положение за счет пружины 43. Только после этого бабка изделия осуществляет возвратный поворот вокруг оси сферы за счег пружины 43, замыкающей вместе с пружиной 44 рейку 30 и продольный стол 9 на кулак 28. Во время возврата продольного стола 9 и бабки изделия в исходное положение изделие (фреза) 6 иродолжает вращение вокруг своей оси в одном и том же направлении (левом или правом в зависимости от наклона обрабатываемой канавки), при этом обеспечивается кинематическое деление на следующую каиавку.
Таким образом, полный цикл обработки спиральной канавкн на сфере и цилиндрическом участке борфрезы 6 и деление на следующую канавку производится за один полный оборот кулака 28.
Обработка спиральных канавок на поверхностях других типов фрез производится но аналогичному циклу с учетом смещения оси изделия 6 относительно вертикальной оси И сферы. При образованнн сниральной канавки иа щаровых поверхностях и поверхностях типа факела продольное неремепхение стола 9 отсутствует.
Станок обеспечивает полную автоматизацию процесса получения сннрали и равенство углов наклона спирали в точке 45 перехода со сферы 46 на цилиндр, при этом изделие ненрерывно вращается в одном и том же направлении, до полного нарезания всех зубьев борфрезы.
Формула изобретения
Станок для заточки зубьев многолезвийного фасонного инструмента, содержан ий
шлифовальную головку н связанную с механизмом качательного двнжения бабку изделия, щннндель которой посредством кннематической цепи соедииен с нрнводом вращения, отличающийся тем, что, с
целью обеснечення универсальности иастройки станка, кинематнческая цень вращения щпииделя выполнена в виде многоступенчатой зубчатой передачн и дифференциала, ведущее колесо которого соединено
с приводом вращения, а ведомое связано с многоступенчатой зубчатой передачей, нрн этом станок снабжен нерсиастраиваемой жесткой кинематической цепью, включенной между механнзмом качательного движення бабки изделия и водилом дифференциала.
Источннкн ннформацнн, иринятые во внимание нри экспертизе 1. Авторское свидетельство № 307884,
кл. В 24В 3/24, 1970.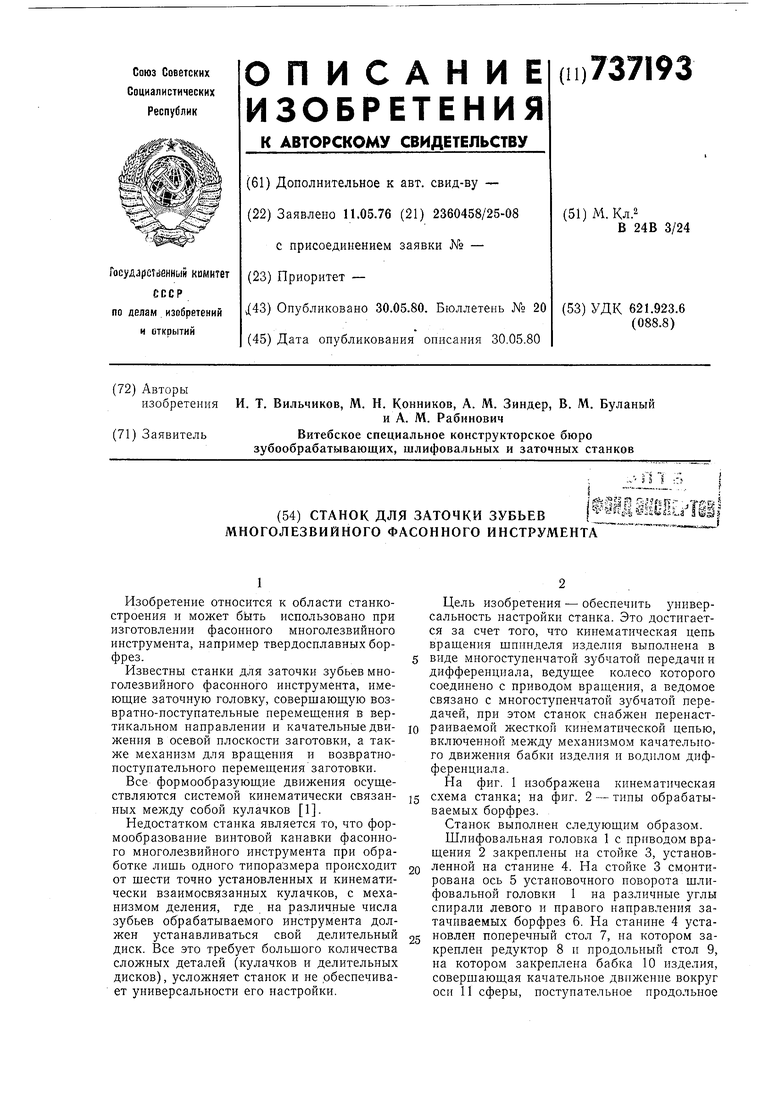
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок | 1991 |
|
SU1808545A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| ЗУБОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС | 1966 |
|
SU222853A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Станок для обработки фасонных поверхностей | 1941 |
|
SU62889A1 |