Изобретение относится к электрофизическим методам обработки материалов, в частности касается электродов для прецизионной электроэрозионной обработки.
При электроэрозионной обработке углеродистых, инструментальных сталей и жаропрочных сплавов на никелевой основе используют графитовые и медные электрод- инструменты. При обработке твердых сплавов и тугоплавких материалов на основе вольфрама, молибдена и ряда других материалов широко применяют электрод-инструменты из композиционных материалов, содержащих медь, вольфрам и др. компоненты, т.к. графитовые электрод-инструменты не обеспечивают высокую .производительность из-за низкой стабильности электроэрозионного процесса, а электрод-инструмент из меди имеет большой износ, достигающий десятки процентов, и высокую стоимость.
Известен электрод-инструмент из композиционного материала, например, элько- найта (90% вольфрама и 10% меди), выполненный с отверстиями для прокачки рабочей жидкости.
Основными недостатками известного технического решения являются:
- усложненная аппаратурная схема, в составе которой необходимо оборудование для рабочей жидкости,
- стационарность установки.
Целью изобретения является упрощение аппаратурной схемы и расширение технологических возможностей устройства для электроэрозионной обработки,
Поставленная цель достигается тем, что в электрод-инструменте, выполненном в виде полого элемента из композиционного материала, внутренняя полость заполнена твердым углеводородсодержащим материалом, в качестве которого использован по крайней мере один компонент из ряда капрон, фторопласт, ацетилсалициловая кислота.
Вследствие высокочастотных электрических разрядов между электродом и обрабатываемой деталью поверхности электрод-инструмента разогреваются до высоких температур, происходит разложение твердого углеводородного материала. Пиролиз со значительным эндотермическим
С
о
00
ел
со
эффектом сопровождается выделением газообразных и жидких продуктов и способствует снижению эрозионного износа электрод-инструмента: во-первых, он повышает количество тепла, затрачиваемого на удаление с поверхности электрода единицы массы (повышает абляционную стойкость материала), во-вторых, образование продуктов пиролиза в порах способствует формированию защитной углеродной пленки на внутренней поверхности пор, эффективность которой для увеличения стойкости известна; Снижению эрозионного действия разряда на материал электрод-инструмента способствует агрегатные или фазовые переходы в тугоплавкой составляющей композиции, сопровождающиеся эндотермическими тепловыми эффектами. Сублимация продуктов пиролиза приводит к формированию плазменных струй-факелов, истекающих с поверхности пористого электрод-инструмента. Воздействие струй на поверхность электрод-детали сопровождается расплавлением дополнительных объемов материала детали и удалением расплава из лунки; что способствует повышению скорости съема металла.
На чертеже изображен общий вид электрод-инструмента.
Электрод-инструмент состоит из полого элемента 1 диаметром 5 мм и длиной 40 мм jis материала твердого сплава ВК8,внутренняя полость 2 которого диаметром 2 мм плотно заполнена твердым углеводородсо- держащим материалом. Подача электрод- инструмента ведется относительно обрабатываемой детали-заготовки 3. При этом в качестве углеводородсодержащего твердого материала использован по крайней мере один из компонентов ряда капрон, фторопласт, ацетилсалициловая кислота.
Устройство работает следующим образом,
Заготовку-деталь 3 изтокопроводящего материала фиксируют и жестко закрепляют в приспособлении, Устанавливают и крепят
в держателе установки Элитрон-10 электрод-инструмент (могут быть использованы и другие установки, предназначенные для электроискрового легирования, такие например как ЭФИ-41, ЭФИ-47, ЭЛИТРОН- 21, ЭЛИН-1, ЭЛФА-541, ЭЛФА-741). Обработку заготовки вели при дозированных биполярных импульсах напряжения с энергией - 1 Дж и микросекундной длительности, обеспечивающих возникновение искровых разрядов высокой удельной мощности - 10й Вт/см2. В процессе обработки на стадии Электрического разряда происходит съем металла.
При этом происходит пиролиз твердого углеводородного материала, которым заполнена внутренняя полость 2 элемента 1.. Сублимация продуктов пиролиза приводит к формированию плазменных струй-факелов, воздействующих на поверхность детали, расплавляя дополнительные объемы материала обрабатываемой поверхности и способствуя удалению расплава из лунки. Шероховатость поверхности составила 0,6
мкм, а производительность процесса 1-2 мм3/мин.
Таким образом конструкция электрод- инструмента при прецизионной электроэрозионной обработке позволит получить
обрабатываемую поверхность хорошего качества с одновременным упрощением аппаратурной схемы и расширением технологических возможностей устройства за счет, исключения оборудования с рабочей
жидкостью.
Фо р мула Изобретения Многослойный стержневой электрод инструмент для электроэрозионной обработки, включающий углеродосодержащее вещество, отличающийся тем, что, с целью расширения технологических возможностей, электрод-инструмент выполнен в виде рабочей токопроводящей оболочки и
наполнителя из капрона, фторопласта или ацетилсалициловой кислоты.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки | 1974 |
|
SU656789A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2016 |
|
RU2657670C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2012 |
|
RU2524470C2 |
| Способ электроэрозионного легирования | 1986 |
|
SU1641541A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2017 |
|
RU2671030C2 |
| ШИХТА ЭЛЕКТРОДНОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1997 |
|
RU2129619C1 |
| Способ электроэрозионного легирования и устройство для его осуществления | 1989 |
|
SU1704971A1 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2468899C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
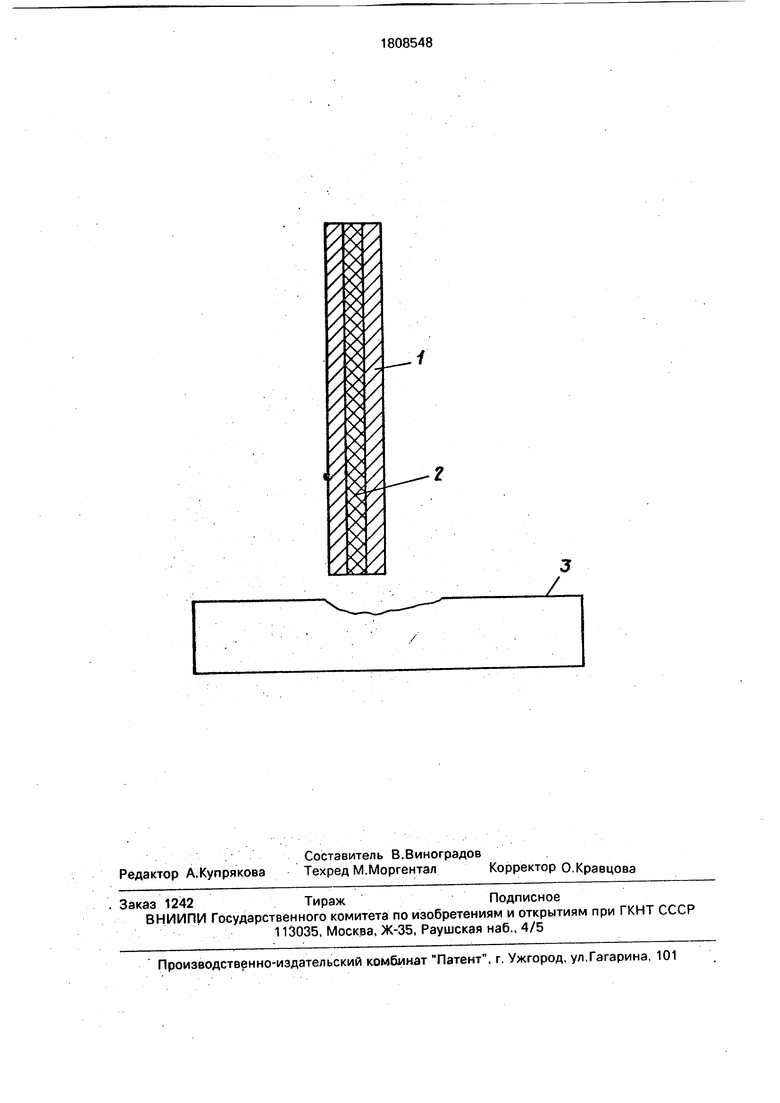
Использование: электроэрозионная обработка прецизионных деталей в воздушной среде. Сущность изобретения: электрод-инструмент выполнен в виде трубчатой рабочей оболочки 1 и наполнителя 2, в качестве которого используют капрон, фторопласт или ацетилсалициловую кислоту. 1 ил.
| Авторское свидетельство СССР № 1151397, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
