jVfffip &ff/ f#&f JЈ
ffflUftfPSS&f
puff
fff fx t/Ј0J/s0fo Jtcfixf/S o sfa
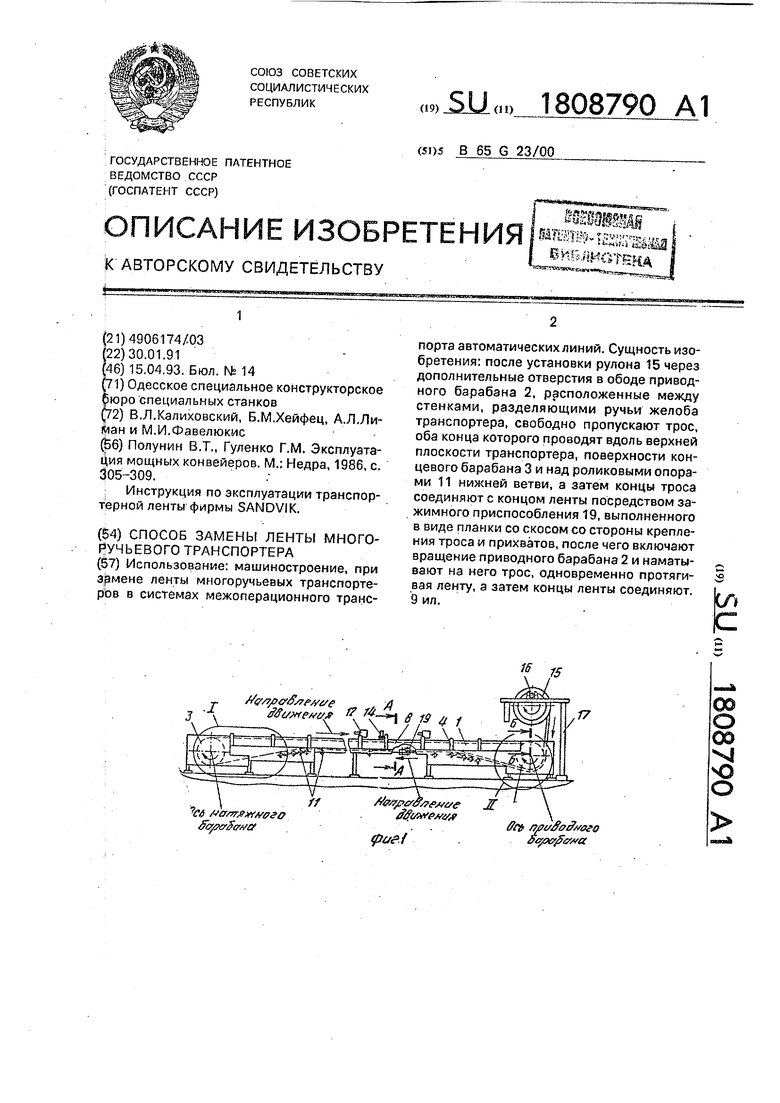
Изобретение относится к машиностроению, в частности к способам замены ленты транспортеров в си.стемах межоперационного транспорта автоматических линий.
Целью изобретения является снижение трудоемкости монтажных и ремонтных работ.
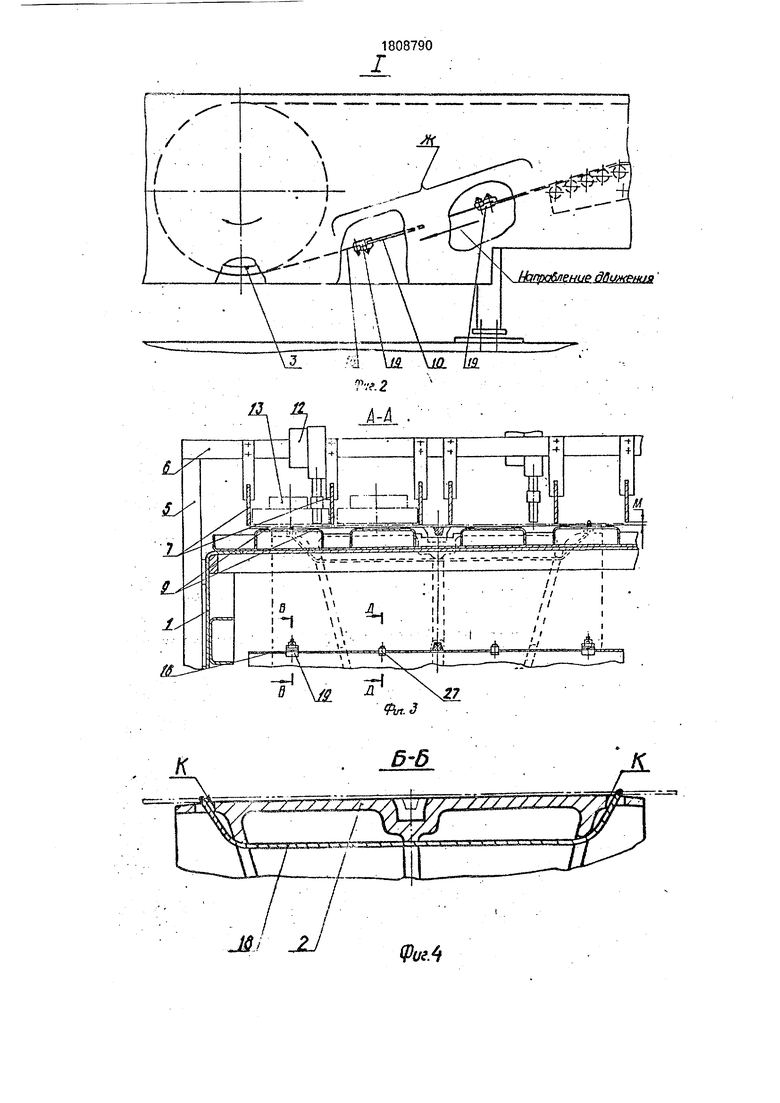
На фиг.1 показан многоручьевой ленточный транспортер (главный вид), на котором осуществляется Предлагаемый способ; на фиг.2 -узел I на фиг,1; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг. 1; на фиг.5 - разрез В-В на фиг.З; на фиг.б - разрез Г-Г на фиг.5; на фиг.7 - разрез Д-Д на фиг.З; на фиг. 8-узел II на фиг.1; на фиг,9 - разрез Е-Е на фиг.8.
Способ реализуется на следующем устройстве.
На раме 1 транспортера установлены опоры приводного 2 и концевого 3 барабанов, а также мосты 4, каждый из которых образован парой стоек 5 и поперечной 6. К поперечинам 6 мостов 4 крепятся продольные стенки 7, образующие многоручьевой желоб 8 транспортера. На верхней плоскости рамы 1 установлены продольные неметаллические планки 9, образующие опорную рабочей ветви транспортерной ленты 10. К раме 1 снизу крепятся также роликовые о- оры 11 холостой ветви транспортерной ленты 10.
К поперечинам 6 мостов 4 крепятся от- секатели 12 поштучной выдачи транспортируемых деталей 13 и упоры 14 для позиционирования деталей 13 в местах их перегрузки с помощью манипуляторов на обработку в рабочие.позиции станков (не показано).
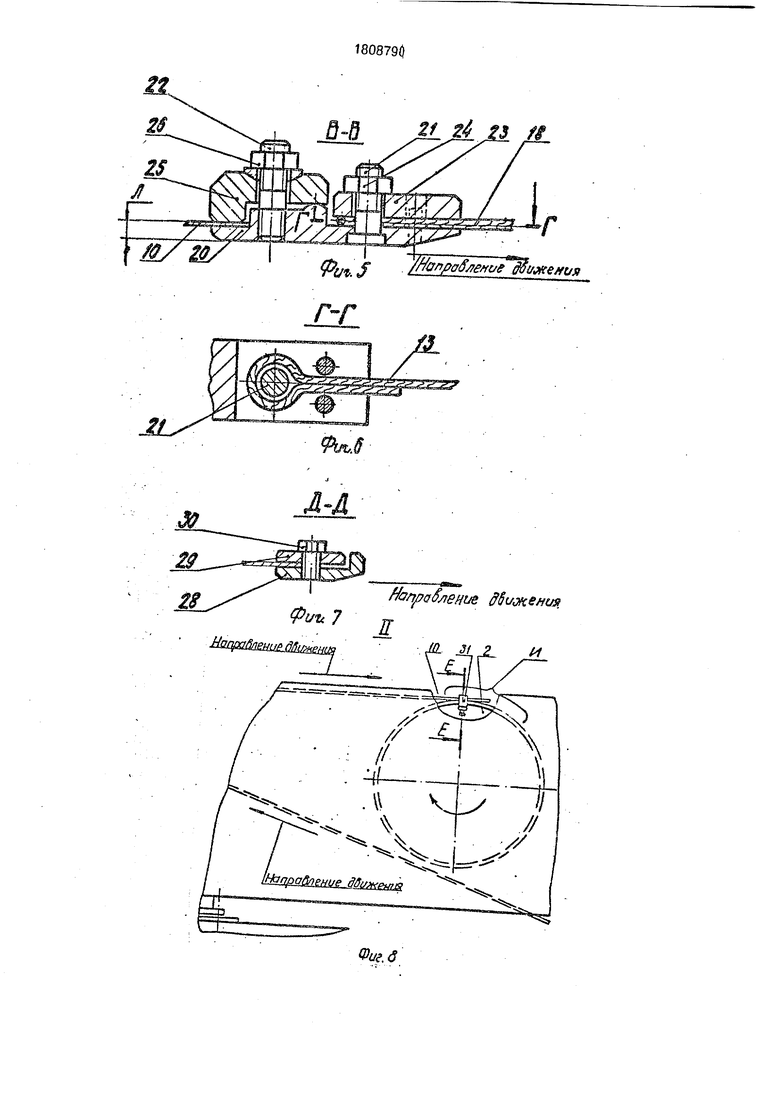
Для монтажа ленты 10 (при первона- .чальной сборке или ремонте транспортера) она свернута в рулон 15, который установлен на оси 16 приспособления 17 для разматывания рулона 15, причем приспособление 17 установлено таким образом, чтобы рулон 15 располагается над приводным барабаном 2 транспортера, В ободе приводного барабана 2 выполнены отверстия К, через которые свободно пропущен трос 18 съем- ного устройства для монтажа ленты 10, причем отверстия К расположены в зоне между стенками 7 желоба 8 транспортера. Оба конца троса 18, пропущенные вдоль верхней плоскости транспортера, огибают поверхность концевого барабана 3, пропущены над роликовыми опорами 11 в зоне приводного барабана 2 жестко закреплены к концу ленты 10 при помощи двух зажимных приспособлений 19. Зажимное приспособление 19 выполнэно в виде планки 20 со скосом, в которой жестко закреплены
шпильки 21, 22, на одной из которых 21, расположенной со стороны скоса планки 2, установлены прихват 23 и гайка 24 крепления конца троса 18, а на другой, 22, - прихват 25 и гайка 26 крепления конца ленты 10. К краю ленты 10, с целью предохранения от повреждения пластмассовых планок 9 транспортера и кромки ленты 10, закреплены колодки 27, выполненные в виде планки
28 со скосом, прихвате 29 и винта 30.
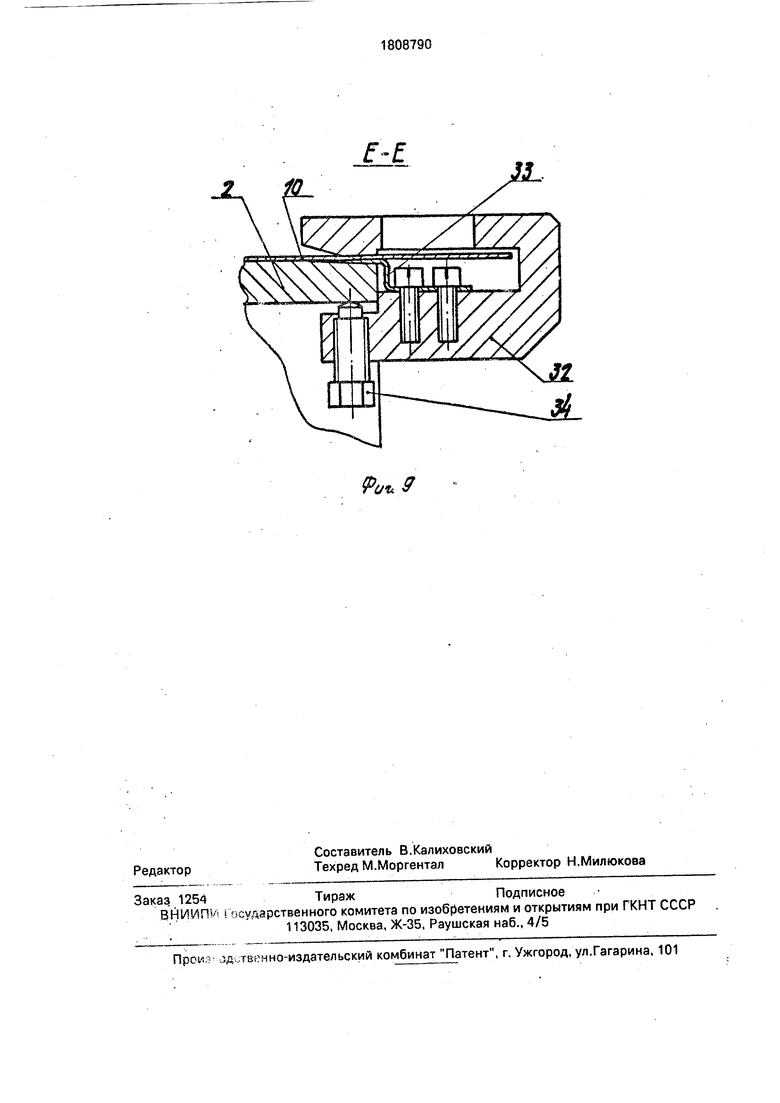
Струбцины 31, которые при необходимости соединения концов ленты 10 а зоне нижней в холостой ветви используются для закрепления 1, к ободу приводного бараба5 на 2, выполнены в виде скобы 32, в которой установлен язычок 33 и винт 34 крепления струбцины 31 к ободу барабана 2,
Способ замены ленты осуществляется следующим образом,
0 При вращении приводного барабана 2
. перемешают транспортируемые детали 13
по ручьям желоба 8, накапливают детали 13 в
ручьях, а затем осуществляют поштучную
выдачу деталей 13 отсекателями 12 на упо5 ры 14, откуда детали 13 перегружают манипуляторами на обработку в загрузочные позиции станков.
При необходимости осуществить монтаж ленты 10 (при первоначальной сборке
0 или ремонте транспортера) в отверстия К обода приводного барабана 2 свободно продевают трос 18, концы которого проводят вдоль верхней плоскости транспортера, огибают поверхность концевого барабана 3,
5 пропускают над роликовыми опорами 11 и в зоне приводного барабана 2 скрепляют посредством зажимных приспособлений 19 с концом ленты 10, свернутой в рулон 15. Включают вращение приводного бара0 бана2. При зтом натягивают обе ветви троса 18, связанные с концом ленты 10, и, благодаря тому, что трос 18 свободно пропущен, через отверстия К в ободе барабана 2, происходит уравновешивание усилий натя5 жения обеих ветвей троса 18.
Затем наматывают трос 18 на вращающийся барабан 2, при этом рулон 15 разматывается, происходит у кладка нижней ветви ленты 10 на опоры 11, далее лента Юогиба0 ет концевой барабан 3 и происходит протягивание верхней (рабочей) ветви ленты 10 в зазор между стенками 7 желоба 3 и планками 9, в результате чего край ленты 10 перемещают в зону приводного барабана 2.
5 После этого отсоединяют зажимные приспособления 19 от ленты 10, трос 18 вместе с зажимными приспособлениями 19 демон- тируют, производят отрезку ленты 10 от рулона 15, накладывают правый конец ленты 10 на приводной барабана 2 и соединяют
концы ленты 10 заклепочным швом или сваркой.
После натяжения ленты 10 перемещением концевого барабана 3 транспортер вновь готов к работе,
Если необходимо произвести соединение концов ленты 10 внизу, т.е. на участке холостой ветви, левее приводного барабана 2, ленту с помощью троса 18 и зажимных приспособлений 19 протягивают в зону И, после чего трос 18 и зажимные приспособления 19 демонтируются. Затем ленту 10с помощью струбцин 31 крепят к ободу приводного барабана 2 и вращением барабана 2 выводят конец ленты 10 в зону холостой ветви, где и производят соединение концов ленты 10. При зажиме скоб 32 струбцин 31 язычки 33 играют роль проставки между лентой 10 и скосом на поверхности барабана 2, предохраняя ленту 10 от повреждения.
С целью предохранения кромки ленты 10 и поверхности планок 9, на конец ленты 10 устанавливают колодки 27, скосы планок 28 которых обращены к опорной поверхности ленты 10.
В процессе протягивания ленты 10 необходимо осуществлять переустановку зажимных приспособлений 19 таким образом, чтобы поверхность планок 20, выполненная со скосом, всегда была обращена в сторону прилегания ленты 10.
Например, указанную переустановку необходимо произвести в зоне И, при подходе к натяжному барабану 3 со стороны холостой ветви ленты 10.
Малая величина размера Л, определяемая в зависимости от расстояния М от опорной поверхности ленты 10 до кромок стенок 7 желоба 8, не позволяет обеспечивать симметричность зажимного приспособления 19 относительно ленты 10 и 2-х сторонний скос со стороны крепления троса 18.
Необходимо отметить, что предлагаемое техническое решение может быть реализовано в многоручьевых транспортерах, где транспортирующим элементом является не лента, а, например, пластинчатая цепь.
Предлагаемое решение позволяет существенно снизить трудоемкость монтажных и ремонтных работ при эксплуатации многоручьевых ленточных транспортеров.
Формула изобретения Способ замены ленты многоручьевого транспортера, включающий установку рулона в зоне приводного барабана, протягивание ленты через роликоопоры холостой ветви, обводку концевого барабана, укладку верхней ветви ленты, отличающийся тем, что, с целью снижения трудоемкости монтажных и ремонтных работ после установки рулона через отверстия, выполненные в ободе приводного барабана и расположенные между стенками, разделяющими ручьи желоба транспортера, свободно пропускают трос, оба конца которого проводят вдоль верхней плоскости транспортера, поверхности концевого барабана и над роликовыми опорами нижней ветви, а затем концы троса соединяют с концом ленты посредством зажимного приспособления, выполненного в виде планки со скосом со стороны крепления троса и прихватов, после чего включают вращение приводного барабана и наматывают на него трос, одновременно протягивая ленту, а затем концы ленты скрепляют.
$618081
Рак 9
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Ленточный транспортер | 1936 |
|
SU52187A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С УВЕЛИЧЕННЫМ УГЛОМ НАКЛОНА | 2008 |
|
RU2366599C1 |
| Устройство для переформирования лубоволокнистой ленты | 1983 |
|
SU1263729A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Устройство для двухстороннего травления плоских заготовок | 1980 |
|
SU1035846A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ДЛИНЫ РУЛОННЫХ МАТЕРИАЛОВ | 1965 |
|
SU169485A1 |
| Питатель | 1980 |
|
SU908709A1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 1999 |
|
RU2170203C1 |
| Устройство для получения деталей одежды, выкраиваемых из полотна материала | 1990 |
|
SU1837818A3 |