Fa
I
ш .
ЛХЧУЧХЧ
Fa
00
О
ел о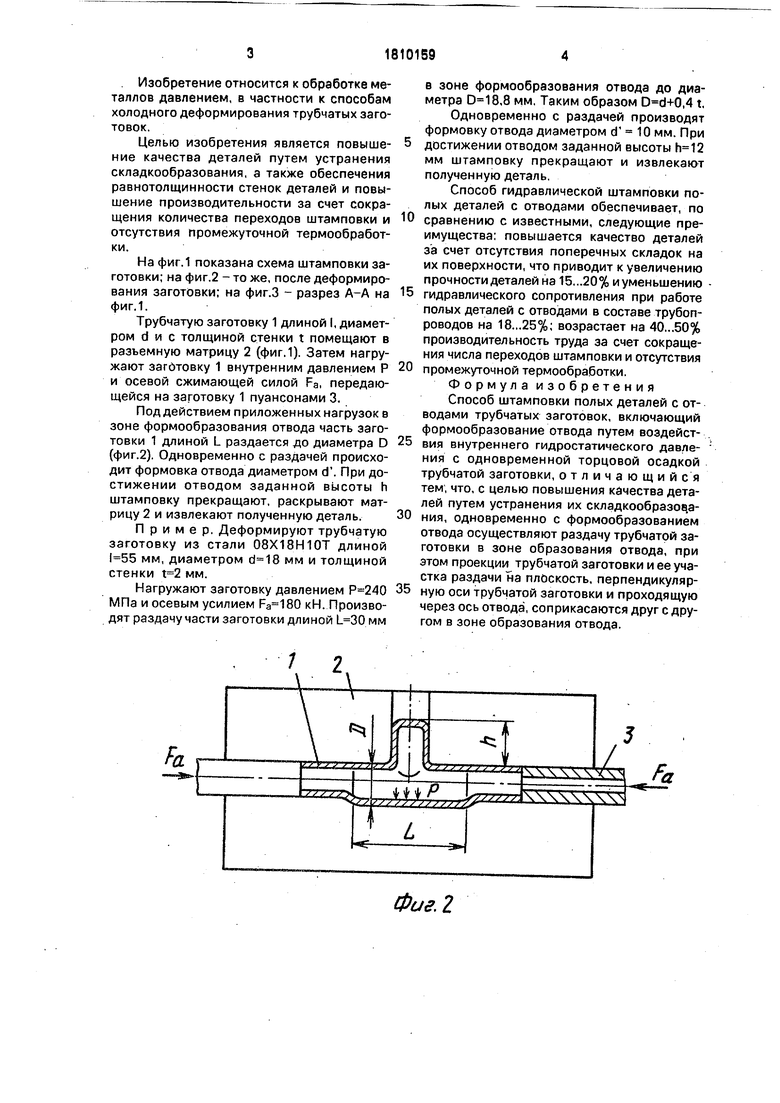
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2082523C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ штамповки трубчатых отводов | 1987 |
|
SU1433526A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Способ сверхпластичной формовки деталей из тонкостенных заготовок | 1990 |
|
SU1785467A3 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОСОБОТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛЬФОНОВ | 2006 |
|
RU2343033C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
Использование: относится к обработке металлов давлением, в частности к холодной штамповке из труб с использованием жидкости высокого давления. Способ может быть применен при изготовлении деталей типа тройника из труб. В ручей жесткой мат11 L рицы 2 укладывают трубчатую заготовку 1. Затем нагружают заготовку 1 внутренним давлением Р и осевой сжимающей силой Fa, передающейся на заготовку 1 осевыми пуансонами 3. Под действием приложенных нагрузок в зоне формообразования отвода часть заготовки 1 длиной L раздается с диаметра d до D. Одновременно с раздачей происходит формообразование отвода диаметром d . При достижении отводом заданной высоты h штамповку прекращают, раскрывают матрицу 2 и извлекают полученную деталь. При этом проекции трубчатой заготовки и ее участка раздачи на плоскость, перпендикулярную оси трубчатой заготовки и проходящую через ось отвода, соприкасаются друг с другом в зоне образования отвода. 3 ил. СЛ С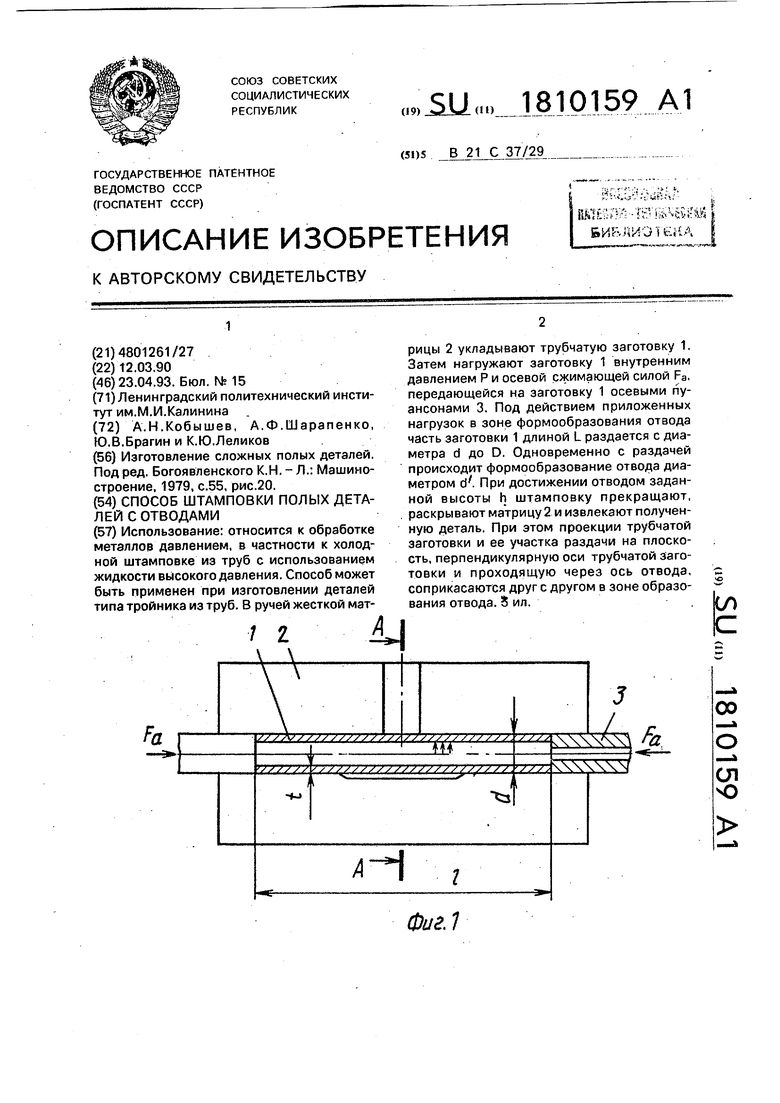
74
Фиг.1
Изобретение относится к обработке металлов давлением, в частности к способам холодного деформирования трубчатых заготовок.
Целью изобретения является повышение качества деталей путем устранения складкообразования, а также обеспечения равнотолщинности стенок деталей и повышение производительности за счет сокращения количества переходов штамповки и отсутствия промежуточной термообработки.
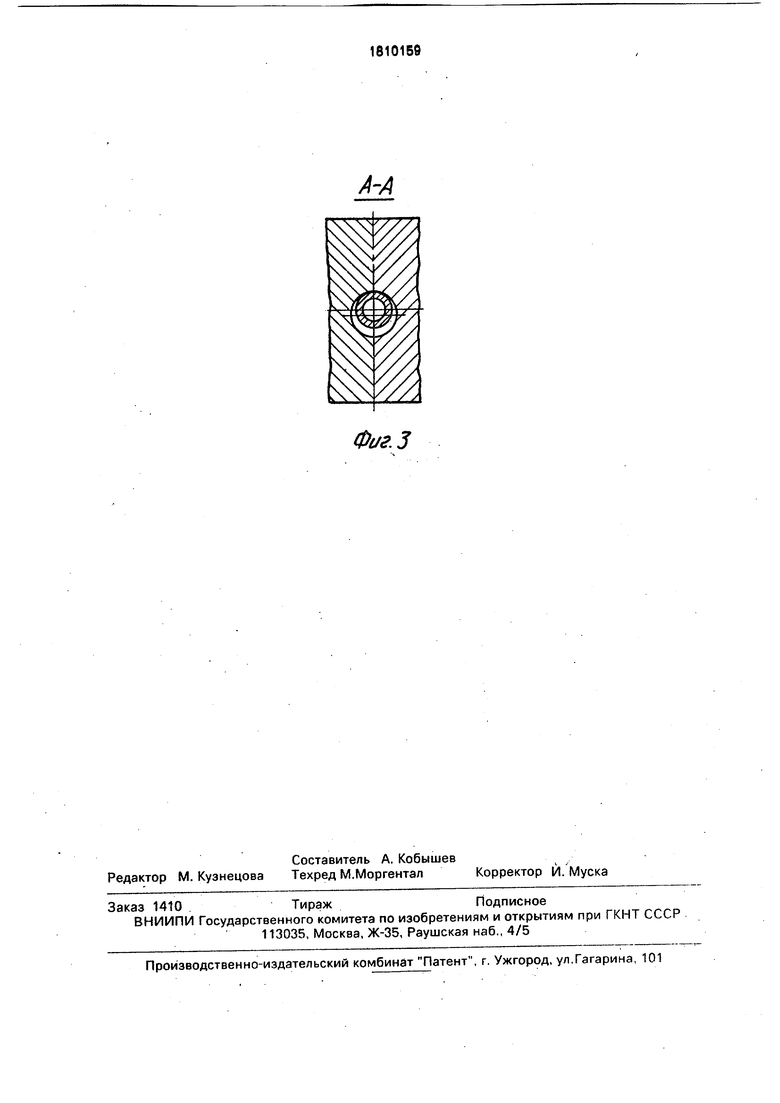
На фиг.1 показана схема штамповки заготовки; на фиг.2 - то же, после деформирования заготовки; на фиг.З - разрез А-А на фиг.1.
Трубчатую заготовку 1 длиной I, диаметром d и с толщиной стенки t помещают в разъемную матрицу 2 (фиг.1). Затем нагружают заготовку 1 внутренним давлением Р и осевой сжимающей силой Fa, передающейся на заготовку 1 пуансонами 3.
Под действием приложенных нагрузок в зоне формообразования отвода часть заготовки 1 длиной L раздается до диаметра D (фиг.2). Одновременно с раздачей происходит формовка отвода диаметром d . При достижении отводом заданной высоты h штамповку прекращают, раскрывают матрицу 2 и извлекают полученную деталь.
Пример. Деформируют трубчатую заготовку из стали 08Х18Н10Т длиной мм, диаметром мм и толщиной стенки мм.
Нагружают заготовку давлением МПа и осевым усилием кН. Производят раздачу части заготовки длиной мм
в зоне формообразования отвода до диаметра ,8 мм, Таким образом ,4 t, Одновременно с раздачей производят формовку отвода диаметром d 10 мм. При
достижении отводом заданной высоты мм штамповку прекращают и извлекают полученную деталь.
Способ гидравлической штамповки полых деталей с отводами обеспечивает, по
сравнению с известными, следующие преимущества; повышается качество деталей за счет отсутствия поперечных складок на их поверхности, что приводит к увеличению прочности деталей на 15...20% иуменьшению
гидравлического сопротивления при работе полых деталей с отводами в составе трубопроводов на 18...25%; возрастает на 40...50% производительность труда за счет сокращения числа переходов штамповки и отсутствия
промежуточной термообработки.
Формул а изо бретен и я Способ штамповки полых деталей с отводами трубчатых заготовок, включающий формообразование отвода путем воздействия внутреннего гидростатического давления с одновременной торцовой осадкой трубчатой заготовки, отличающийся тем, что, с целью повышения качества деталей путем устранения их складкообразов.ания, одновременно с формообразованием отвода осуществляют раздачу трубчатой заготовки в зоне образования отвода, при этом проекции трубчатой заготовки и ее участка раздачи на плоскость, перпендикулярную оси трубчатой заготовки и проходящую через ось отвода, соприкасаются друг с другом в зоне образования отвода.
Фи г. 2
Фиг.З
| Изготовление сложных полых деталей | |||
| Под ред | |||
| Богоявленского К.Н | |||
| - Л.: Машиностроение, 1979, с.55, рис.20 |
