Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве сортовых гнутых профилей специального назначения, например, с просечками.
Цель изобретения - снижение производственных затрат при производстве просечных гнутых профилей.
На.чертеже показана схема профилеги- бочного стана.
Стан содержит последовательно расположенные на расстоянии I друг от друга двухвалковые формующие клети 1, расположенные по ходу прокатки (показано стрелкой) до летучих ножниц 2, а также дополнительные клети 3 (предчистовая) и 4 (чистовая). После чистовой клети 4 установлена просечная клеть 5, удаленная от клети 4 на расстояние Г 9,063 I. Между клетями 4 и 5 расположен транспортирующий рольганг 6, содержащий дополнительные неприводные вертикальные ролики 7, установленные с равными промежутками Г I. Для удержания формуемой полосы 8 от поперечного смещения между
клетями 1,3 и 4 установлены неприводные ролики 9. Все клети имеют общий привод.
.Пример. Профилегибочный стан 1-4x50-300 содержит .: 14 основных и 3 дополнительные формующие клети, установленные на расстоянии м друг от друга (перед дополнительными клетями расположены летучие ножницы). За последней (чистовой) клетью стана установлена на расстоянии Г 9,063; I 9,063 м просечная клеть. Между этими клетями расположен транспортирующий рольганг, пары вертикальных роликов которого удалены друг от друга на расстоянии ,95 м .
Такое исполнение стана обеспечивает сокращение производственных затрат за счет повышения производительности, уменьшения расхода валков и отходов металла.
Формула из обретения Стан для производства сортовых гнутых профилей, содержащий последовательно установленные с межклетьевым расстоянием I формующие клети с попарно
расположенными между ними вертикальными неприводными роликами, просечную клеть и транспортирующий рольганг, отличающийся тем, что, с целью снижения производственных затрат, просечная клеть размещена от последней формующей клети на
расстоянии Г 9,063 I, при этом транспортирующий рольганг расположен между последней формующей и просечной клетями и выполнен в виде пар вертикальных роликов, расположенных с равными промежутками Г I,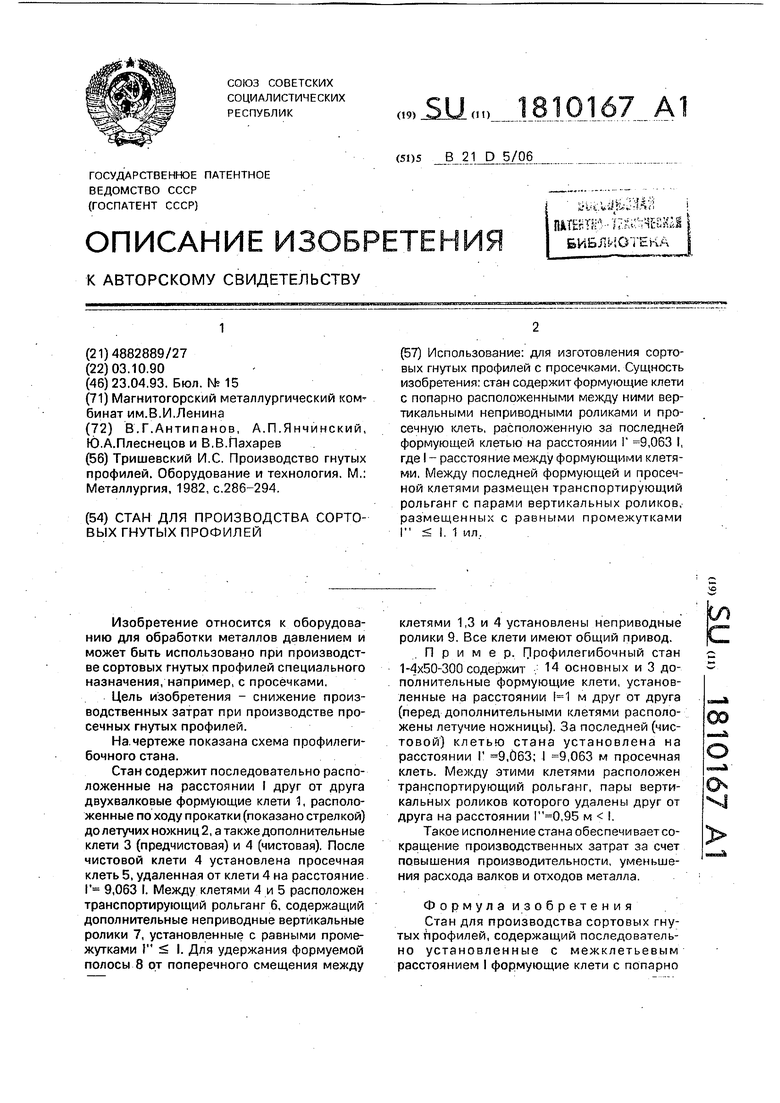
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Стан для профилирования неравнополочных швеллеров | 1992 |
|
SU1817718A3 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |

Использование: для изготовления сортовых гнутых профилей с просечками. Сущность изобретения: стан содержит формующие клети с попарно расположенными между ними вертикальными неприводными роликами и просечную клеть, расположенную за последней формующей клетыо на расстоянии Г 9,063 I, где - расстояние между формующими клетями. Между последней формующей и просечной клетями размещен транспортирующий рольганг с парами вертикальных роликов, размещенных с равными промежутками I . 1 ил.
| Тришевский И.С | |||
| Производство гнутых профилей | |||
| Оборудование и технология | |||
| М,: Металлургия, 1982, с.286-294. |
