Изобретение относится к обработке деталей машин методами поверхностного пластического деформирования и может быть использовано в машиностроительной и других отраслях промышленности.
Цель изобретения - расширение технологических возможностей за счет стабильности упрочнения по всей обрабатываемой поверхности.
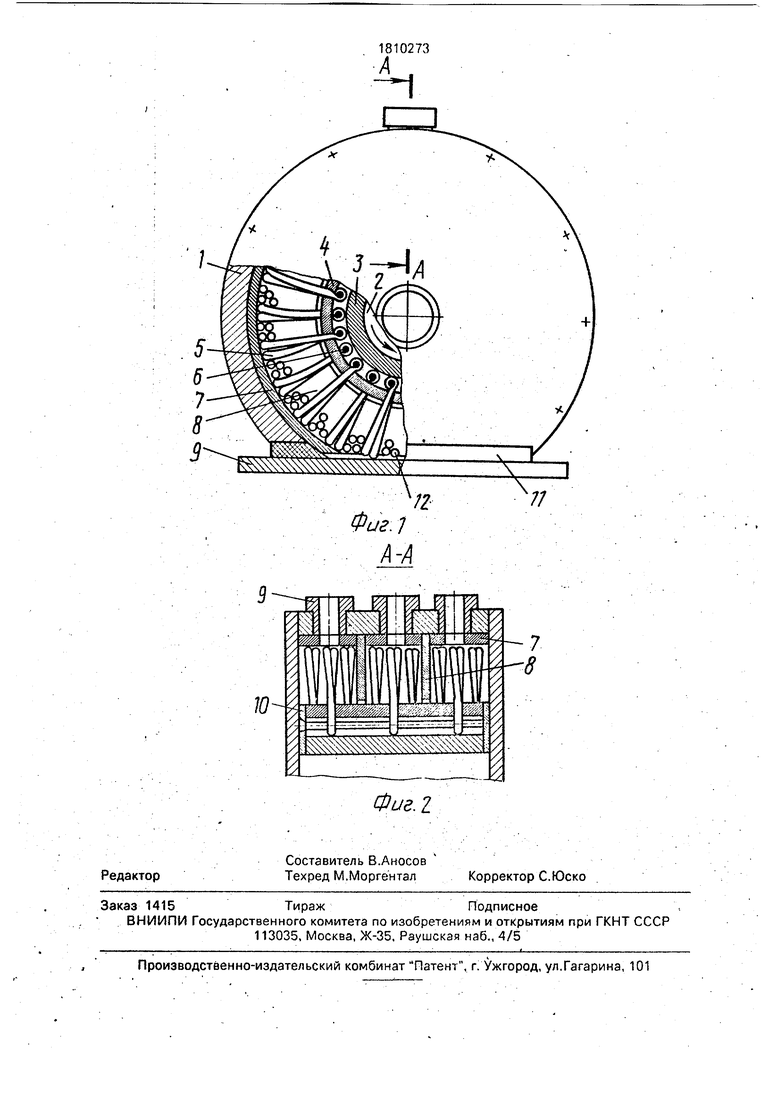
На фиг. 1 представлено устройство в рабочем положении; на фи г. 2 - разрез А-А на фиг. 1.
Устройство содержит рабочую камеру 1; корпус щетки, состоящий из вала 2 и втулок 3 и 4, расположенных соосно относительно оси вращения вала 2; зачистные элементы 5; стержни 6; упорные кольца 7; диски 8; загрузочную камеру 9; фланцы 10, эластичную насадку 11; калиброванные шарики 12,привод (не показан). Внешняя втулка 4 имеет просверленные в радиальном направлении сквозные отверстия. Через каждое отверстие втулки пропускаются по два конца отдельного зэчистного элемента 5 из
упругого материала с перегибом относи - тельно стержней 6. Фиксация стержней осу- ществляется фланцами 10, которые закрепляются на боковых поверхностях вту-. лок 3 и 4, С помощью эластичной насадки 11 устройство плотно прилегает к обрабатываемой детали 13.
Устройство работает следующим образом.
Через загрузочную камеру 9 в устройство подаются калиброванные стальные шарики 12, которые в процессе вращения металлической щетки захватываются отдельными пучками зачистных проволочек щетки, вовлекаются во вращение и непрерывно циркулируют в рабочей камере 1. Под действием центробежных сил, возникающих при вращении шарики наносят удары по обрабатываемой поверхности детали 13. С поверхности детали шарики сметаются пучками металлической щетки, обеспечивающими замкнутую циркуляцию внутри рабочей-камеры 1.
С
о
ю
Ч
со
Для конкретного материала обрабатываемой детали заданной глубины наклепа и микрорельефа поверхности, требуемое качество обработки обеспечивается необходимым количеством калиброванных шариков заданного диаметра. Изменяя диаметр калиброваннь Х шариков можно регулировать параметры упрочненного слоя в широких пределах. При этом не требуется специальной сборки-разборки устройства при замене ударных элементов.
Устройство позволяет за один проход реализовать переменную степень упрочнения детали по ширине зоны обработки, определяемой размерами окна рабочей камеры. Это обеспечивается тем, что рабочая камера внутри разделена дисками 8 на несколько секций. Расстояние между дисками определяется упорными кольцами 7. В процессе работы в каждую секцию через загрузочные камеры 9 подаются калиброванные шарики заданного диаметра. Таким образом, в каждой секции рабочей камеры циркулируют шарики определенного диа- , метра, не перемешиваясь с шариками соседних секций. Это позволяет получать при обработке детали за один преходи полосы с разной степенью наклепа по ширине, то есть в направлении перпендикулярном перемещению устройства.
При необходимости локального упрочнения поверхности детали с шириной зоны обработки меньшей, чем ширина окна рабочей камеры устройства, загрузка дробью производится только для одной необходимой секции устройства.
Применейие в качестве ударных Элементов калиброванных шариков заданного диаметра позволяет управлять качеством обработанной металлической поверхности,
регулировать микрорельеф и параметры упрочненного слоя при значительном упрощении требований эксплуатации данного устройства без его разборки-сборки при замене ударных элементов.
Наличие в конструкции рабочей камеры устройства нескольких разделенных между собой секций позволяет не только реализовать переменную степень упрощения по
ширине зоны обработки, определяемой размерами окна рабочей камеры устройства, но и изменять ширину зоны обработки в пределах размера этого окна.
15
Форм у л а изобретения
Устройство для обработки металлических поверхностей, содержащее зачистные элементы в виде металлической щетки с
ворсом в виде пучков металлической проволоки, смонтированной с возможностью вращения, и деформирующие элементы ударного действия, размещенные между упомянутыми пучками, отличающееся
тем, что, с целью расширения технологических возможностей за счет регулирования параметров упрочненного слоя , стабилизации процесса упрочнения и обеспечения переменной по ширине зоны обработки степени упрочнения, оно снабжено цилиндрической камерой, разделенной по ширине на несколько кольцевых секций, имеющих индивидуальные загрузочные окна, деформирующие элементы выполнены в виде
калиброванных шариков, размещенных между пучками проволок с возможностью пространственных перемещений, щетка установлена внутри камеры, соосно с ней, а ее ворс по ширине разделен на пряди по числу
секций.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
| ИМПУЛЬСНАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291765C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320460C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320459C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
Использование: обработка металлов давлением, зачистка и поверхностное пластическое деформирование. Сущность, изобретения: устройство содержит цилиндрическую камеру, разделенную по ширине на несколько кольцевых секций, имеющих индивидуальные загрузочные окна,зачистные элементы и деформирующие элементы. Зачистные элементы выполнены в виде пучков металлических проволок, составляющих ворс щетки. Ворс разделен прядями по числу секций. Деформирующие элементы в виде калиброванных шариков размещены между прядями с возможностью пространственных перемещений.2 ил.
| ЩЕТКА ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 0 |
|
SU338355A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
