Изобретение относится к изготовлению изделий из сшитых полимерных материалов, в том числе облученных, и может быть использовано при обработке этих изделий с целью придания им свойства термоусадки.
Целью изобретения является улучшение качества термоусаживаемых изделий сложной формы типа перчаток за счет обеспечения равномерной толщины стенок изделия.
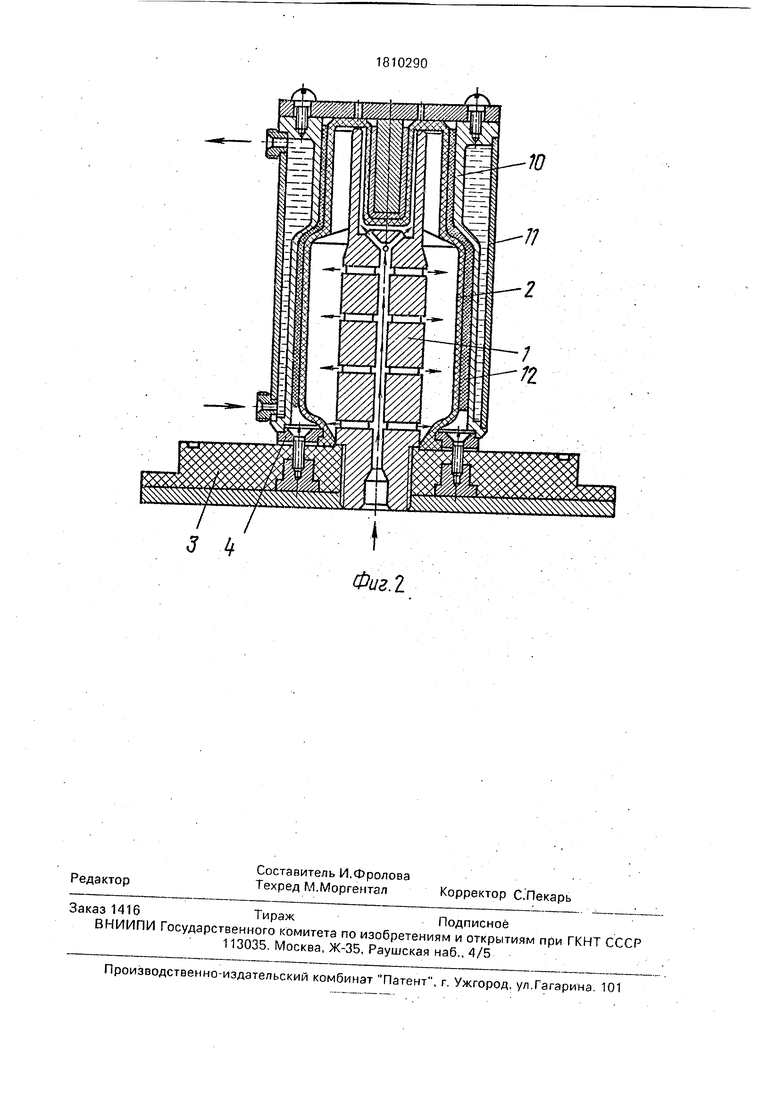
На фиг. 1 изображено одно устройство для нагрева термоусаживаемых заготовок сложной формы, общий вид; на фиг. 2 - устройство для ориентирования термоусаживаемых изделий сложной формы.
Устройство содержит перфорированный сердечник 1, повторяющий форму изделия, эластичную оболочку 2, имеющую форму изделия, закреплённую на основании 3, фланцем 4, камеру 5 с нагревателями 6. В верхней части камеры расположен вентилятор 7 для циркуляции воздуха. В камере 5 установлены вертикальные перегородки 8, расположенные между заготовкой и нагревателями 6. На вертикальных перегородках 8 расположены горизонтальные перегородки 9, размеры которых увеличиваются по высоте изделия.
Устройство для ориентирования термоусаживаемых изделий содержит калибрующую форму 10 с кожухом 11 для подачи охлаждающей среды (воды).
Способ осуществляется следующим образом; . . ./ ;
В камере 5 проводят нагрев заготовки 12, предварительной надетой на эластичную оболочку 2, размещенное на перфорированном сердечнике 1 повторяющей форму изделия. Нагрев воздуха в камере 5 до температуры 200 - 220°С осуществляют нагревателями 6, расположенными между заготовкой 12 и боковыми стенками камеры. Циркуляцию нагретого воздуха осуществляют при помощи вентилятора 7, создавая тур- булентность потока с целью равномерного нагрева заготовки 12. Турбулентность потока создается за счет внутренних вертикальных и горизонтальных перегородок 8 и 9. Далее заготовку помещают в калибрующую форму 10 для ориентирования термоусажи- ваемых изделий сложной формы. Ориентирование нагретого изделия проводят с
ел
с
со
о ю ю о
использованием двух промежуточных тел сердечника 1 и эластичной оболочки 2, повторяющих форму изделия, одно из которых полое - эластичная оболочка 2, причем внутреннее - перфорированный сердечник 1 имеет осевую полость, и соединенные с ней радиальные отверстия -.перфорации, обеспечивающие равномерную подачу сжатого воздуха во внутрь эластичной.полой оболоч- ки.дл.я ее деформирования в радиальном направлении, что в свою очередь вызывает равномерную деформацию надетого на него разогретого изделия по диаметру и плотное прижатие ориентированного изделия к стенкам калибрующей формы 11, причем продольная деформация эластичной оболочки 2 и изделия ограничена размерами калибрующей формы, а после снижения давления до атмосферного промежуточная эластичная оболочка восстанавливает пер- оначал ьную форму за счет своей упругости, а готовое ориентированное изделие снимается и на эластичную оболочку надеваетс-я новая заготовка изделия.
Быстрое и равномерное нагревание заготовки изделия и использование перфори- рованного сердечника с эластичной оболочкой, повторяющей форму изделия и восстанавливающей свою первоначальную форму после снятия давления воздуха, способствует повышению производительности процесса ориентирования при высоком качестве и хорошем товарном виде изделия; обеспечивает равномерность по толщине стенки и устраняет места сосредоточенного утоньшения стенок. Процесс ориентирования не требует применения смазки, снижается процент брака.
Изготовления термоусаживаемых перчаток из полиэтилена средней плотности марки 206 - 106 осуществляют следующим образом:
Пример 1. Нагревание заготовки изделия (перчатки) проводят в камере нагрева при температуре 200°С без интенсивного перемешивания воздуха, при этом время нагрева заготовок составило 9 мин.
Ориентирование проводят с исп льзо- ванием эластичной оболочки и перфорированного сердечника. Эластичная оболочка изготовлена из кремнийорганической резины марки К-69 путем литья под давлением 250 105 Па (кгс/см2) в литьевой форме и с последующей вулканизацией при 170°G в течение 7 ч. Внутренний перфорированный сердечник выполнен с осевой полостью, соединенной с радиальными отверстиями - перфорациями для подачи воздуха. При этом давление воздуха при ориентировании
и
10
J-г
перчатки составило 3,2 10 Па (кгс/см ). Время охлаждения 1 мин, длительность первого цикла, изготовления термоусаживае- мой перчатки 10 мин, последующих 3,3 мин.
Пример 2 (по изобретению). Нагревание заготовки изделия проводят в камере нагрева до 200°С при активном ступенчатом перемешивании воздуха при помощи вентилятора. При этом время разогрева изделия составляет З.мин. Ориентирование проводят с использованием эластичной оболочки и сердечника. Эластичная оболочка изготовлена из кремнийорганической резины марки K-G9 путем литья под давлением 250- 105 15 Па (кгс/см2) в специальной литьевой форме и с последующей вулканизацией при температуре 170°С в течение 7 ч. Внутренний перфорированный сердечник выполнен с осевой полостью, соединенной с радиальными отверстиями для подачи воздуха. При этом давление воздуха при ориентировании перчатки составило 2,5 105 Па (кгс/см2) время охлаждения 1 мин, длительность первого цикла 4 мин, последующих 1 мин.
Пример 3 (по изобретению). Нагревание заготовки изделия проводят в камере нагрева до 200°С при активном ступенчатом перемешивании воздуха при помощи вентилятора. При этом время разогрева изделия составляет 3 мин; Ориентирование проводят с использованием эластичной оболочки, изготовленной из фторсиликоновой резины марки ФС-55-2; перфорированный сердечник выполнен с осевой полостью, соединенной с радиальными отверстиями для подачи воздуха. При этом давление воздуха при ориентировании перчатки составило 3,0 105 Па (кгс/см), время охлаждения 1 мин, длительность первого цикла 5 мин. последующих 1 мин.Пример 4 (контрольный). С целью получения сравнительных данных изготовлены контрольные образцы термоусаживаемых перчаток с использованием известного устройства с предварительным механическим растяжением изделия по большому диаметру (по юбке) и последующим механическим ориентированием пальцев перчатки твердым промежуточным телом, при этом температура разогрева перчатки составила 200°С, время разогрева 9 мин., время охлаждения после механического ориентирования составило 1 мин, длительность, первого цйкла-11 мин, а последующих-1,5-2 минг
Характеристики технологических ре- жимов термоусаживаемых перчаток при- (Р ведены в таблице.
Полученные образцы термоусаживае- мых перчаток, вкдючая контрольные, под20
25
30
35
40
45
50
55
вергали испытаниям на равномерность ориентирования и качество поверхности. Неравномерность ориентирования определяли по формуле .
/ Оьакс - Омин 5макс + б
100.
1 мин
где р -неравномерность ориентирования, %:
5макс.А-мн - максимальная и минимальная толщина стенки перчатки по юбке или пальцу, мм,
Качество поверхности изделий определяли визуально по наличию и глубине отпечатков технологического инструмента, наличию трещин и разрывов стенки изделия.
Как видно из таблицы, использование предлагаемого способа обеспечивает по сравнению с известным способом увеличение в 1.5-2 раза производительности процесса ориентирования термоусаживаемых изделий, снижение брака, хорошее качество и высокую равномерность ориентирова- ( ния по толщине стенки, устраняет места сосредоточенного утоньшения стенок.t
Формула изобретения Способ изготовления изделий сложной формы из полимерного материала, заключающийся в предварительном нагреве заготовки, затем размещают заготовку в форму, вводят внутрь заготовки перфорированный сердечник и подают в полость сердечника сжатый воздух, осуществляя формование с одновременным ориентированием материала изделия раздувом заготовки в форме, о т л и ч а .ю щи и с я тем, что, с целью повышения качества термоусаживаемых изделий сложной формы типа перчаток за счет обеспечения равномерной толщины стенок изделия, раздув заготовки осуществляют посредством раздуваемой эластичной оболочки, размещенной на перфорированном сердечнике.
0
5
0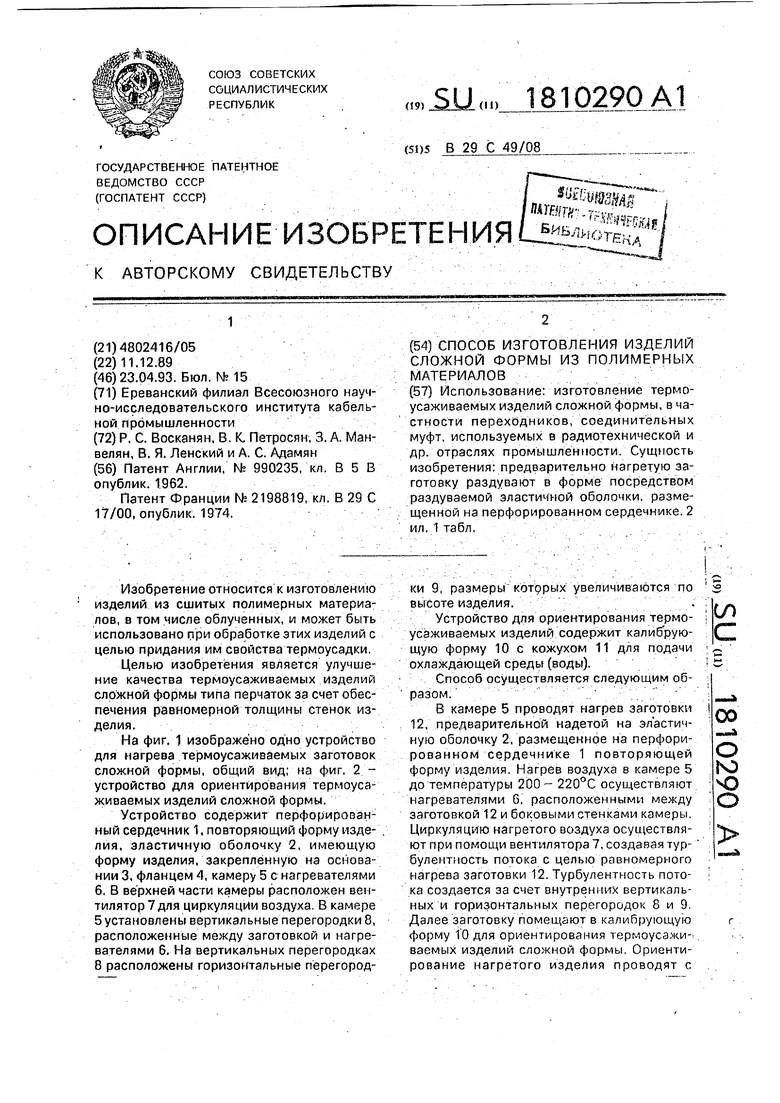
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ ОБОЛОЧКА С КЛЕЕВОЙ КАРКАСНОЙ ПОДКЛАДКОЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2397070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ДЕТАЛЕЙ | 1991 |
|
RU2036101C1 |
| ТЕРМОСТОЙКАЯ ИЗВИТАЯ НИТЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2263167C2 |
| ГАЛАНТЕРЕЙНОЕ ИЗДЕЛИЕ ДЛЯ ЗАЩИТЫ ОТ ПОРЕЗОВ | 1992 |
|
RU2075957C1 |
| Разветвительная муфта из термоусаживаемого материала лдя кабельной заделки | 1982 |
|
SU1046824A1 |
| Способ изготовления термоусаживаемых изделий из поливинил-хлоридных композиций | 1978 |
|
SU853921A1 |
| Способ получения полимерных ориентированных полых изделий из полиолефина или поливинилхлорида | 1977 |
|
SU720896A1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| Способ изготовления резинотрикотажных перчаток и напальчников | 1976 |
|
SU711051A1 |
| Галантерейное изделие для защиты от порезов | 1984 |
|
SU1369661A3 |
Использование: изготовление термоусаживаемых изделий сложной формы, в частности переходников, соединительных муфт, используемых в радиотехнической и др. отраслях промышленности. Сущность изобретения: предварительно нагретую заготовку раздувают в форме посредством раздуваемой эластичной оболочки, размещенной на перфорированном сердечнике. 2 ил. 1 табл.
Характеристики технологических режимов изготовления термо- усэиивэемых изделий (перчаток)
Контрольный (ориентирование изделий при помощи гибкого тела подачей сжатого., воздуха)
По изобретению (ориентирование изделий при покмци гибкого тела по дачей сжатого воздуха)
Известное (механическим растямени- ем изделия)
0 0,8 1,0 O.S
1 0,9 0 0,9
1,2 .0,95 1,15 1,0
3 0,7 1,2 0,8 )8
Хорошее, Неравно- 10
отсутст- мерный
вуотпрогрев
отпечат- заготовки.
ки инструмен- Неравмомер. ,,
Tfность 5 ентироаания
Удовлет- Нерааномер- 11 аоритель-кый прогрев , ное на- заготовки, личие от-Нерзвмомер- печатков тость ори- инстру- ентйр&аания. ментэ Сквозные
треаины,разрывы стенок
1,5-2
| Патент Англии, № 990235, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Водоотводчик | 1925 |
|
SU1962A1 |
| СУДОВОЙ ДВИЖИТЕЛЬНЫЙ КОМПЛЕКС | 2000 |
|
RU2198819C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
