Изобретение относится к области электромашиностроения в частности к конструкциям пазовых клиньев для электрических машин большой мощности.
Цель изобретения - улучшение энергетических параметров.
Поставленная цель достигается тем, что устройство, содержащее встречно направленные клинья из нетокопроводящего и немагнитопроводящего материала, один из которых размещен в пазу другого, выполненном на его стороне.обращенной к обмотке, и имеющим равномерное расширение в сторону торца на участке с большей толщиной, снабжено вкладышем из магни- тодиэлектрика, имеющим выступ, а во внешнем клине со стороны, противоположной обмотке, выполнена выемка, при этом выступ вкладыша входит в упомянутую выемку. Толщина вкладыша составляет 0,1-0,3 от общей толщины клина, а длина выступа вкладыша и выемки под выступ меньше длины клиньев,
Предлагаемое устройство позволяет улучшить энергетические параметры электрической машины, в частности КПД увеличивается на 1-1,5%, уменьшается перегрев машины на 10-15°С.
Цель изобретения - получение магнито- диэлектрической композиции для изготовления устройства крепления обмотки в пазах магнитопровода электрической машины с высокой магнитопройицаемЬстью, теплостойкостью и высоким объемнымэлек- тросопротивлением,
Поставленная цель достигается тем, что магнитодиэлектрическая композиция, содержащая карбонильное железо, связующее и мелкодисперсный неорганический нетокопроводящий и немагнитопроводя- щий наполнитель, дополнительно содержит соль фосфорной кислоты, буру и раствори- тель г ри следующем-содержании компонентов, мас.-%:
Связующее15-40 Соль фосфорной кислоты 1-5 Наполнитель 2-3 Бура 2-3 Растворитель 2-7 Карбонильное железо Остальное Кроме того, магнитодиэлектрическая композиция может быть дополнена немаг- нитопроводящим металлическим порошком; например медью, в количестве от 1 до 15% от веса наполнителя.
Цель изобретения -улучшение качества устройства.
Поставленная цель достигается способом изготовления устройства крепления обмотки в пазах магнитопровода электрической машины, по которому из маг- нитодиэлектрической композиции, содержащей карбонильное железо, связующее и мелкодисперсный неорганический нетокопроводящий и немэгнитопроводящий наполнитель, прессуют заготовку, осуществляют снятие давления и распрессовку, используют композицию, дополнительно содержащую соль фосфорной кислоты, буру и растворитель при следующем содержании компонентов, мас.%:
лезо
15-40.
1-5 .
2-3 2-3 2-7 Остальное
0
5
0
5
0
5
0
5
0
5
Прессуют заготовку при температуре 20 ± 5°С и давлении 230-350 кГс/см2; затем заготовке придают форму экладыша путем его повторного прессования при 350 ± ±10°С, давлении 400-450 кГс/см2 и времени выдержки 7-15 мин, после чего снимают давление и производят распрессовку при температуре 200 ± 10°С, охлаждают вкладыш до температуры 20 ±5°С, производят сборку устройства, включающего вкладыш и встречно направленные клинья, выполненные из немагнитопроводящего и нетокопро- водящего материала, осуществляют подпрессовки при температуре 350 ± 10°С и давлении 250 ±10 кГс/см,
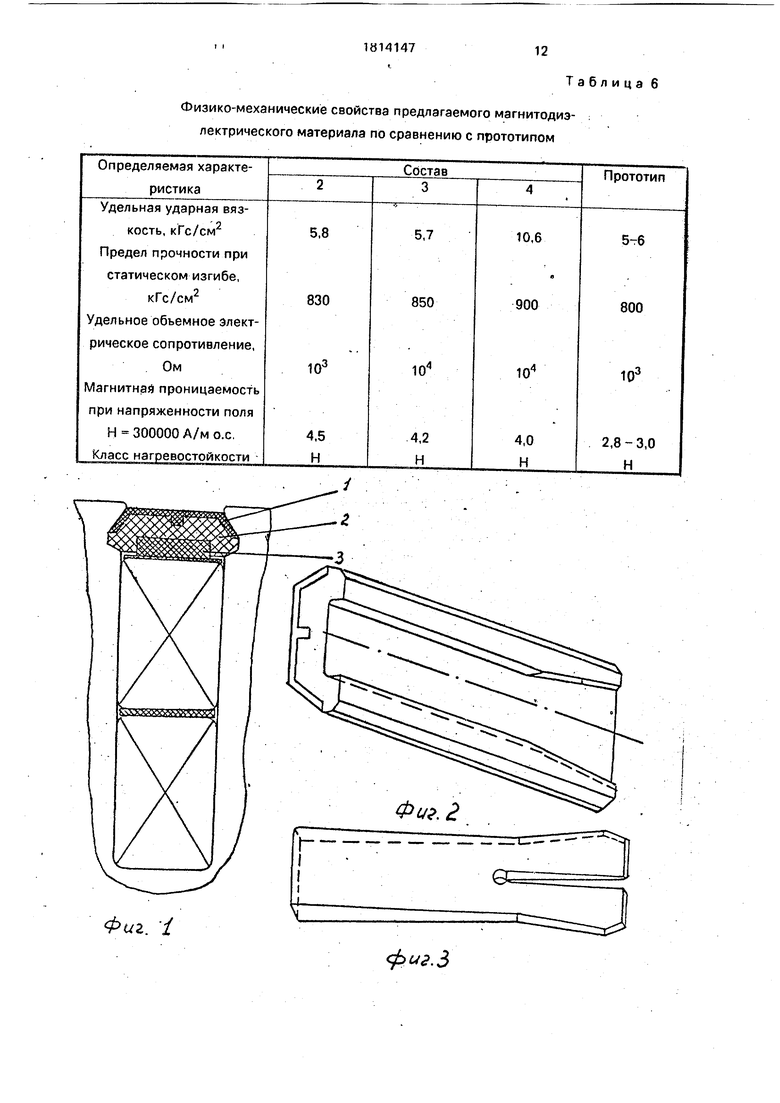
На фиг. 1 изображен поперечный разрез паза статора с элементами пазового клина; на фиг.2 - внешний клин в аксонометрии; на фиг.З - внутренний клин в аксонометрии; на фиг.4 - вкладыш внешнего клина в аксонометрии.
Пазовый клин состоит из вкладыша 1, внешнего клина 2 и внутреннего клина 3.
Вкладыш 1 выполнен из магнитодиэлек- трика, состав которого указан в п. 4 формулы и имеет на средней части внутренней поверхности выступ, который входит в углубление внешнего клина 2.
Внешний клин 2 имеет углубление для выступа вкладыша 1.
Внешний клин 2 и внутренний клин 3 изготавливают из известных электроизоляционных материалов, например из материала по а.с. СССР № 618803.
Композицию для прессования вкладыша готовят следующим образом: сушат компоненты конкретных составов, указанные в табл.4, в сушильном шкафу при температуре ±20°С в течение 1,5-2 ч; отвешивают компоненты согласно указанным составам в табл.4; все компоненты, кроме увлажнителя, помещают в смеситель (или бегуны, или пьяную бочку, или какой-то другой смеситель) и перемешивают в течение 20-30 мин; добавляют к композиции увлажнитель - этилсиликат 32 - и снова все перемешивают в течение 15-20 мин.
Композиция готова к прессованию вкладыша 1.
Композицию готовят за 4-6 ч до начала изготовления вкладыша.
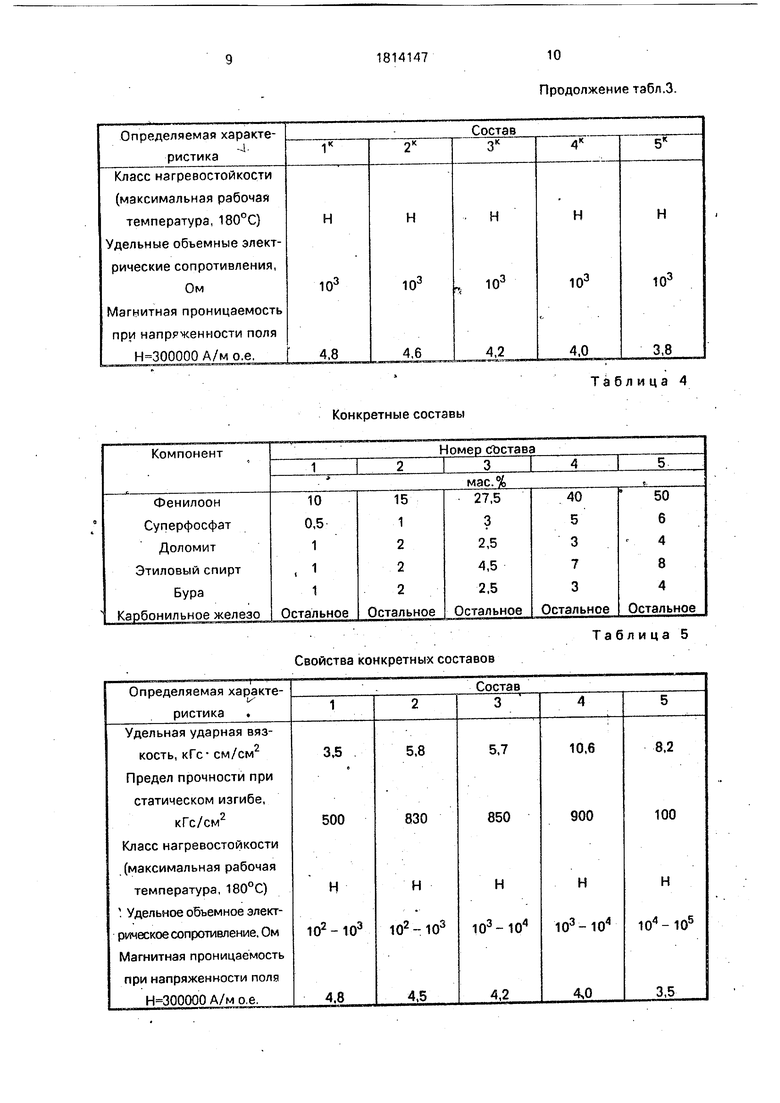
Для выбора конкретных составов, указанных в табл.4, готовят контрольные составы согласно табл.2 и проводят их испытания, Результаты контрольных испы- таний даны в табл.З Результаты испытаний конкретных составов даны в табл.5,-Физико-механические свойства предложенной композиции и композиции-прототипа даны в табл.6.
Конкретные примеры выполнения спо; соба.
1. Оптимальные режимы изготовления вкладыша № для состава № 1 (табл.4) следующие: температура прессования заготовки вкладыша Т 15°С; температура прессования вкладыша Т 340°С; температура распрессовки Т 190°С; температура подпрессовки Т 340°С; давление прессования заготовки вкладыша кГс/см ; давление прессования вкладыша кГс/см ; давление подпрессовки кГс/см ,
2. Оптимальные режимы изготовления вкладыша 1 для состава № 3 (табл.4) следующие: температура прессования заготовки вкладыша Т 25°С; температура прессования вкладыша Т 360°С; температура распрессовки Т 210°С; температура подпрессовки Т 360°С; давление прессова- ния заготовки вкладыша кГс/см ; давление прессования вкладыша кГс/см2; давление подпрессовки кГс/см ,
Технико-экономическая эффективность изобретения заключается в получении уст- ройства для крепления обмотки магнито- провода электродвигателей большой мощности с повышенной магнитной проницаемостью и высокой теплопроводностью. Это достигается за счет расположенного в верхней части пазового клина магнитодиэ- лектрического вкладыша. Повышение магнитной проницаемости пазового клина позволяет увеличить КПД электрических машин на 1-1,5% и снизить перегрев обмотки на 10-15°С. .
Изобретение может быть использовано в электротехнической промышленности, в частности при производстве генераторов и электродвигателей большой мощности.
Формула изобретения 1. Устройство крепления обмотки в пазах магнитопровода электрической машины, содержащее встречно направленные клинья из нетокопроводящего и немагни- топроводящего материала, один из которых размещен в пазу другого, выполненном на его стороне, обращенной к обмотке, и имеющем равномерное расширение в сторону торца на участке с большей толщиной, отличаю щ е е с я тем, что, с целью улучшения энергетических параметров, оно снабжено вкладышем из магнитоэлектрика, имеющим выступ, а во внешнем клине со°стороны, противоположной обмотке, выполнена выемка, при этом выступ вкладыша входит в упомянутую выемку.
2. Устройство по п. 1,отличающее- с я тем, что толщина вкладыша составляет 0,1-0,3 от общей толщины клиньев.
3. Устройство по пп. 1 и 2,.о т л и ч а ю- щ е е с я тем, что длина выступа вкладыша и выемкм под выступ меньше длины клиньев, -,
4. Магнитодиэлектрическая композиция для изготовления устройства крепления обмотки в пазах магнитопровода электрической машины, содержащая карбонильное железо, связующее и мелкодисперсный неорганический нетокопроводящий и немаг- нитопроводящий наполнитель, отличающаяся тем, что, с целью увеличения магнитной проницаемости, теплостойкости и удельного объемного сопротивления, она дополнительно содержит соль босфорной кислоты, буру и растворитель при следующем соотношении компонентов, мас.%:
Связующее15-40
Соль фосфорной
кислоты1-5
Указанный
наполнитель2-3
Бура2-3
Растворитель2-7
Карбонильное железо Остальное
5. Способ изготовления устройства крепления обмотки в пазах магнитопровода электрической машины, при котором из маг- нитодиэлектрической композиции, содержащей карбонильное железо и связующее и мелкодисперсный неорганический нетокопроводящий и немагнитопроводящий наполнитель, прессуют заготовку, осуществляют снятие давления и распрессовку, отличающийся тем, что, с целью улучшения качества устройства путем увеличения его магнитной проницаемости, теплостойкости и удельного объемного сопротивления, используют композицию, дополнительно содержащую соль фосфорной кислоты, буру и растворитель, при следующем содержании компонентов, мас.%:
Связующее15-40
Соль фосфорной
кислоты1-5
Указанный
наполнитель2-3
Бура2-3
Растворитель2-7
Карбонильное железо Остальное
прессуют заготовку при температуре 20± 5°С и давлении 230-350 кгс/см, затем заготовке придают форму вкладыша путем ее повторного прессования при 350 ±10°С, давлении 400-450 кгс/см2 и времени выдер- жки 7-15 мин, после чего осуществляют снятие давления и распрессовку при 200±
±10°С, охлаждают вкладыш до 20 ±5°С, производят сборку устройства, включающего вкладыш и встречно направленные клинья, выполненные из нетокопроводяще- го и немагнитопроводящего материала, и осуществляют подпрессовку при температуре 350 ±10°С и давлении 250 ±10 кгс/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитный клин для крепления обмотки в пазах магнитопровода электрической машины | 1980 |
|
SU955373A1 |
| Способ изготовления пазового клина электрической машины | 1986 |
|
SU1422310A1 |
| Способ изготовления магнитопровода электрической машины | 1990 |
|
SU1815747A1 |
| Способ изготовления магнитопровода электрической машины | 1990 |
|
SU1810959A1 |
| Магнитодиэлектрическая композиция | 1990 |
|
SU1760565A1 |
| Магнитный клин для крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1029336A1 |
| Магнитодиэлектрическая композиция | 1987 |
|
SU1483496A1 |
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1030926A1 |
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1119127A1 |
| Композиция для магнитодиэлектрического материала | 1987 |
|
SU1443083A1 |
Устройство крепления обмотки в пазах магнитопровода электрической машины содержит внешний и внутренний клинья из нетокопроводящего и немагнитопроводя- щегр материала. Внешний клин выполнен из двух частей. Верхняя часть его изготовлена из магнитодиэлектрической композиции в виде вкладыша с выступом, входящим в углубление нижней части внешнего клина. Толщина вкладыща равна 0,1-0:3 от общей толщины пазового клина. Композиция для вкладыша пазового клина включает связующее и наполнитель. Композиция включает компоненты при следующем соотношении, мас.%: связующее 15-40, соль фосфорной кислоты 1-5, исполнитель 2-3, бура 2-3, растворитель 2-7, карбонильное железо - остальное. В качестве наполнителя используют мелкодисперсный неорганический, .нетокопров.одящий и немагнитопро- водящий материал, Способ изготовления устройства крепления обмотки в пазах магнитопровода включает смешивание компонентов, прессование заготовки, снятие давления и распрессовку. При этом заготовку прессуют при температуре 20 ± 5°С и давлении 250-350 кГс/см , придают заготовке форму вкладыша путем ее повторного прессования при температуре 350 ± 10°С, давлении 400-450 кГс/см2 и времени выдержки 7-15 мин, снимают давление и распрес- совывают при температуре 200 ± 10°С. Вкладыш охлаждают до температуры 20± ±5°С, соединяют его с встречно направленными клиньями, выполненными из нетокопроводящего и немагнитопроводящего материала и подпрессовывают при температуре 350 ± 10°С и давлении 250 ± 10 кГс/см2. 3 с. и 2 з.п. ф-лы, 4 ил. 6 табл. Ј 00 Ј Ј XJ
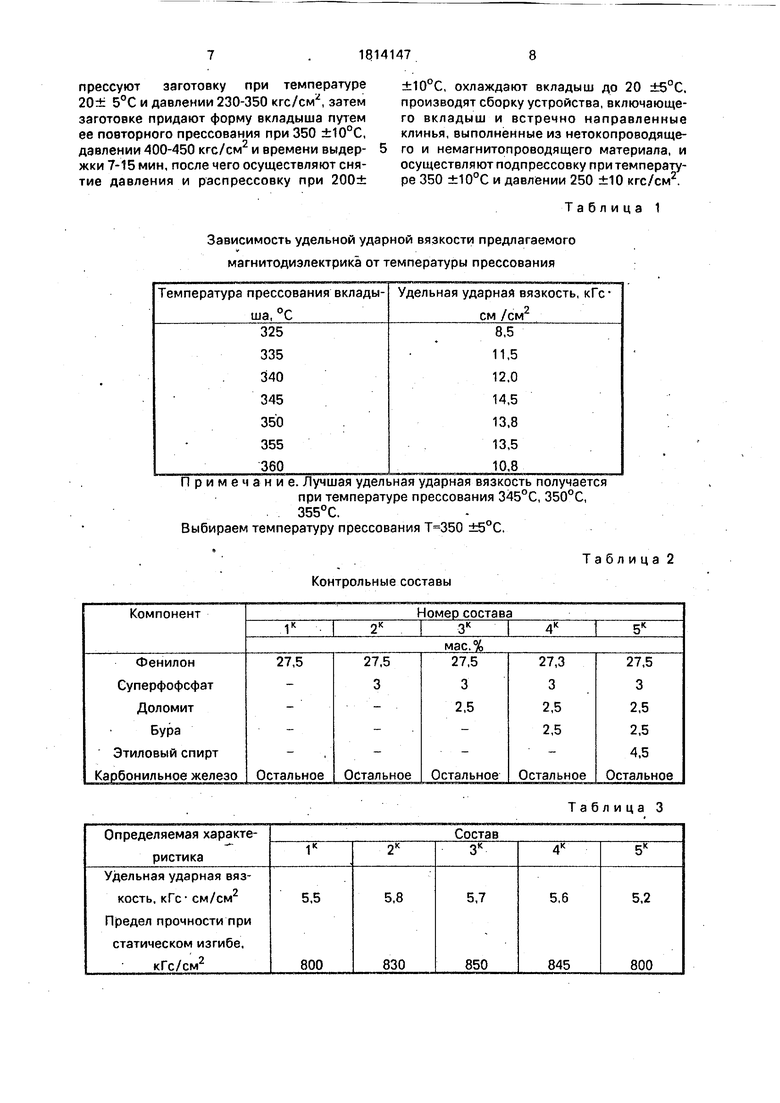
Зависимость удельной ударной вязкости предлагаемого магнитодиэлектрика от температуры прессования
Примечание. Лучшая удельная ударная вязкость получается при температуре прессования 345°С, 350°С, 355°С.
Выбираем температуру прессования ±5°С.
Контрольные составы
Таблица 1
Таблица 2
Таблица 3
Конкретные составы
Свойства конкретных составов
Продолжение табл.3.
Таблица 4
Таблица 5
Физико-механические свойства предлагаемого магнитодиэ- : лектрического материала по сравнению с прототипом
Таблица 6
фиг.З
Ф&. fy
| Устройство для закрепления обмотки в пазах статора электрической машины | 1973 |
|
SU514391A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР №766379, кл.Н 01 F 1/33, 1978 | |||
