Изобретение относится к оборудованию заготовительных операций шинного производства. Предназначено для использования при укладке заготовок деталей автокамер, протекторов, профилированных деталей на полки транспортных тележек.
Цель изобретения - улучшение условий обслуживания устройства.
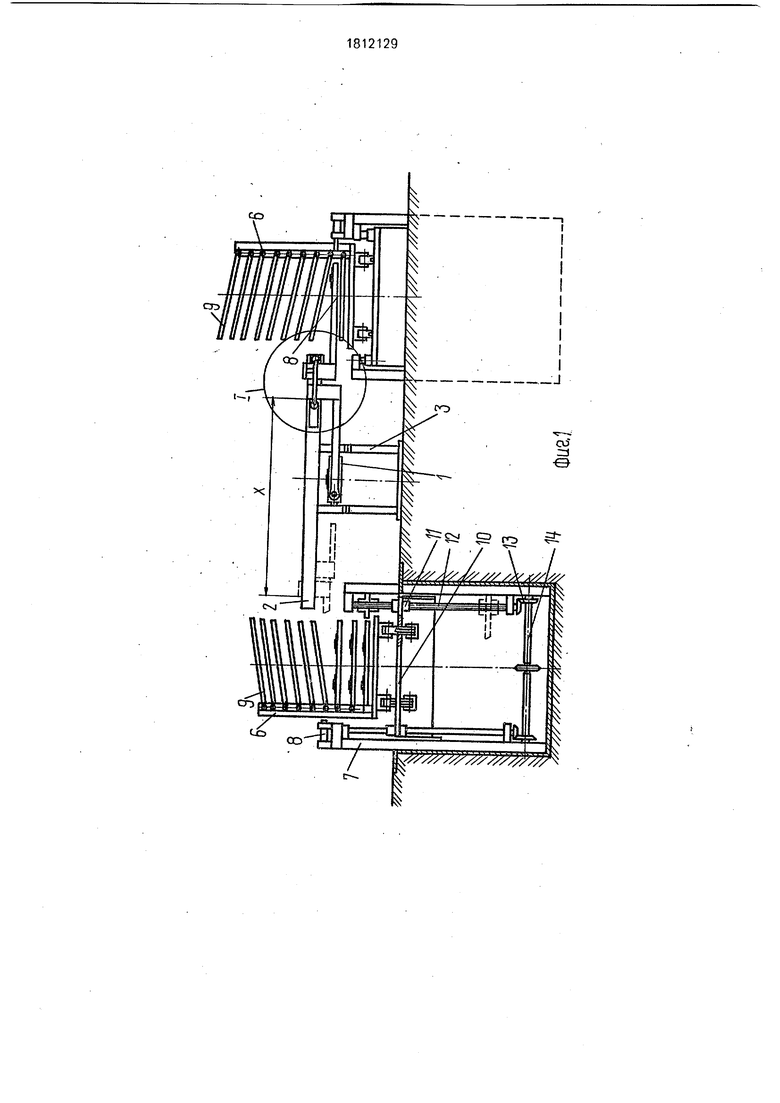
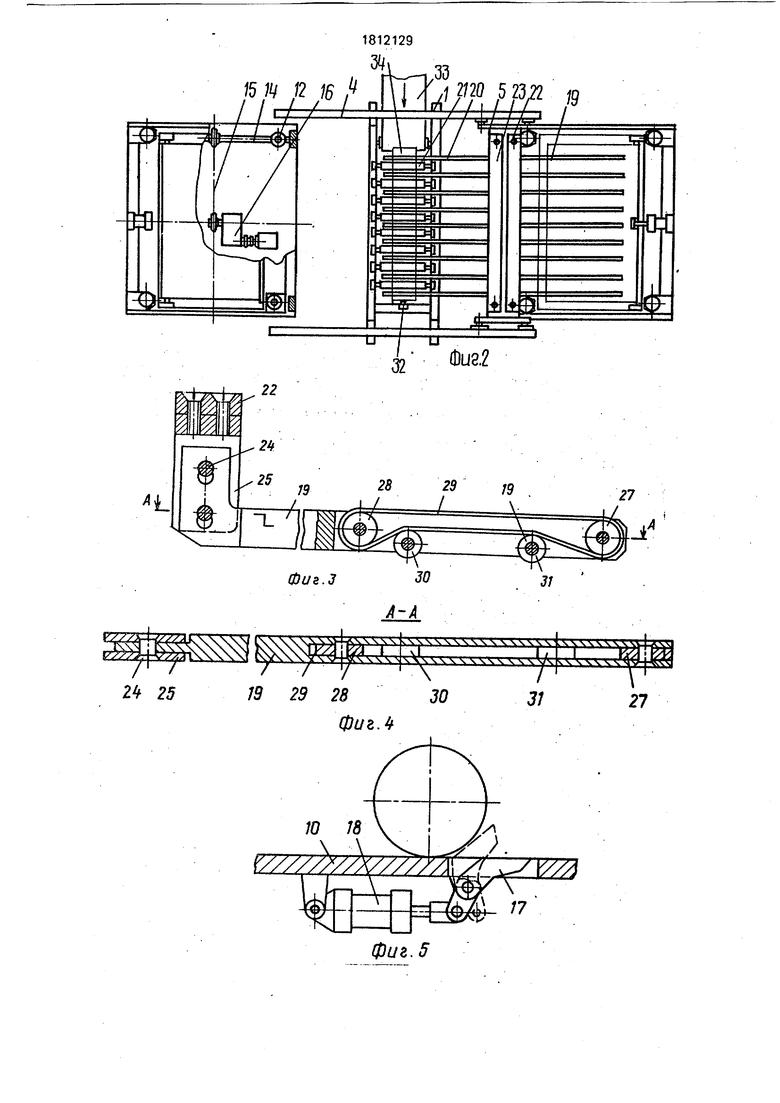
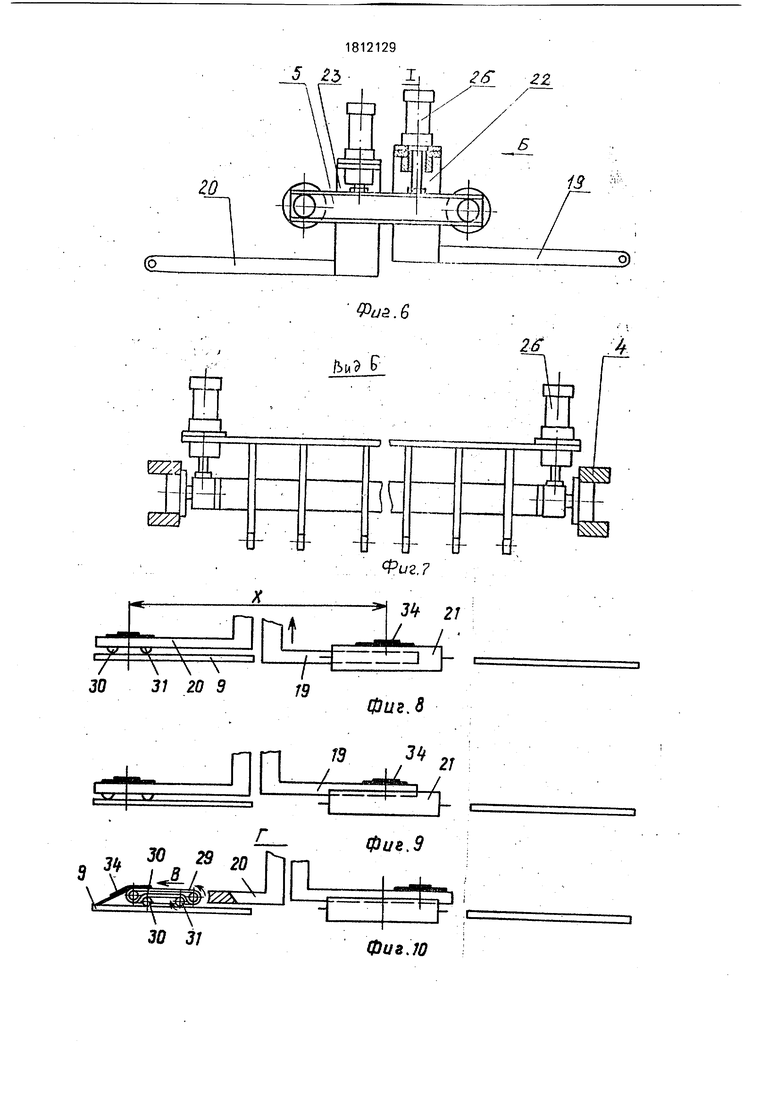
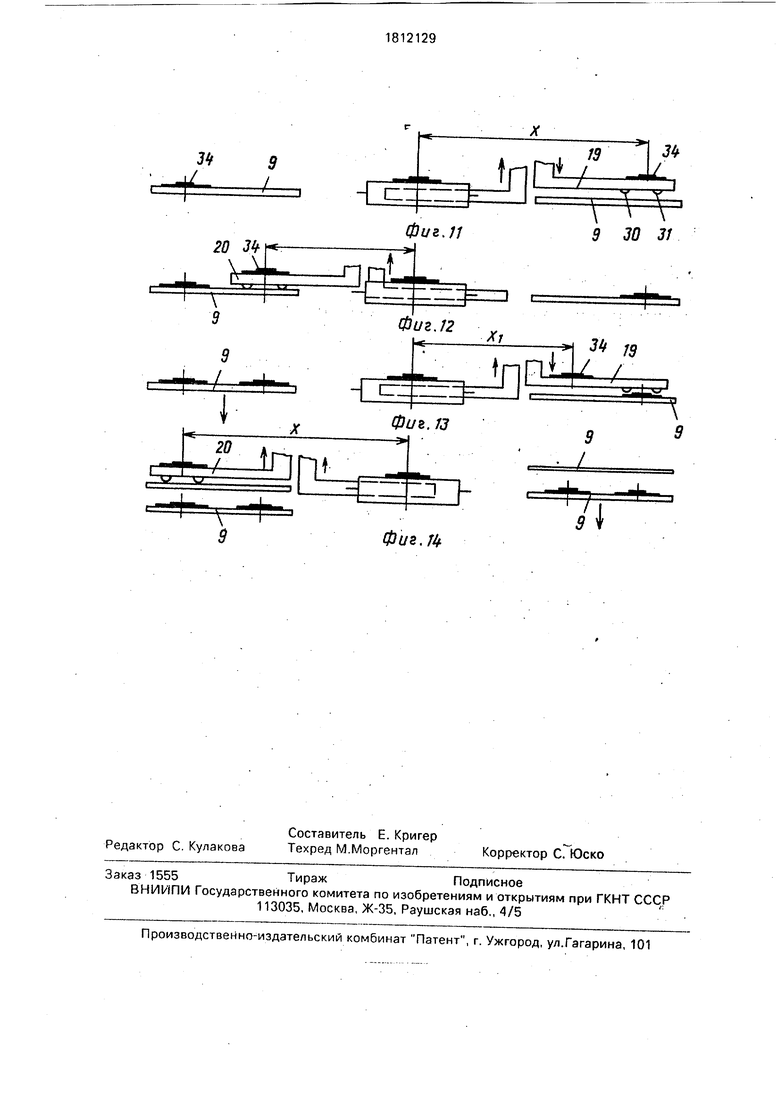
На фиг.1 изображен общий вид устройства; на фиг. 2 - то же, вид сверху; на фиг.З - захват; на фиг.4 - разрез А-А на фиг.З; на фиг.5 - фиксатор тележки; на фиг.6 - узел I; на фиг.7 - вид Б фиг.6; на фиг.8-14 схематично изображены последовательные стадии работы устройства.
Устройство содержит подающий рольганг 1 и механизм для съема с него деталей 2 и передачи их на транспортирующий орган в виде установленной на основании 3 посредством направляющих 4 подвижной
каретки 5 с приводом аксиального перемещения. По обеим сторонам рольганга установлены тележки-этажерки 6 с механизмами их вертикального шагового перемещения 7 и механизмами 8 опускания полок 9. Механизм 7 расположен в колодце и выполнен в виде платформы 10, установленной в плоскости подающего рольганга 1. На платформе 10 закреплены гайки 11, взаимодействующие с вертикально установленными винтами 12, кинематически связанными посредством конической передачи 13, вала 14 и цепной передачи 15 с приводом 16.
Платформа 10 снабжена фиксаторами тележки-этажерки 6, выполненными в виде шарнирно закрепленных на платформе 10 двуплечих рычагов 17 (фиг,5), один конец которых соединен с приводом 18.
00
ю
hO
ю
. Механизм 8 опускания полок 9 выполнен в виде силового цилиндра, шток которого взаимодействует с рычагом полки 9.
На каретке 5 по обе стороны от ее центральной оси симметрии смонтированы захваты 19 и 20 между роликами 21 рольганга 1. Захваты выполнены в виде параллельно закрепленных посредством траверс 22, 23 пальцев. Захваты 19 и 20 на траверсах 22 и 23 установлены с возможностью вертикального перемещения относительно осей 24, закрепленных на кронштейнах 25, жестко связанных с траверсами 22, 23. Траверсы 22 и 23 снабжены приводом 26 для их вертикального перемещения.
На каждом из пальцев установлены передний 27 и задний 28 ролики с закрепленной на них замкнутой эластичной лентой 29. Между передним и задним роликами 27 и 28 ниже оси их симметрии смонтированы дополнительные ролики 30, 31, взаимодействующие с эластичной лентой 29.
На подающем рольганге 1 установлен конечный выключатель 32. На рольганг 1 подает детали транспортер 33.
Устройство работает следующим образом.
Включают привод 16, посредством цепной передачи 15, вала 14 и конической передачи 13 получают вращение винты 12, которые, взаимодействуя с гайками 11 поднимают или опускают платформу 10 (в зависимости от направления вращения винта 12).
Вначале устанавливают платформу 10 в плоскость пола, закатывают на нее тележку-этажерку 6, включают приводы 18, фиксируют, колеса тележки-этажерки 6 посредством рычагов 17. Затем поднимают платформу 10 до плоскости роликов рольганга 1 и посредством цилиндра опускают нижнюю полку 9 тележки-этажерки 6.
Конечный выключатель 32 включает механизм 2 от поступившего на рольганг 1, например, протектора 34 с транспортера 33.
При этом захраты 19 (фиг.6) расположены между роликами рольганга 1. под протектором 34, а захваты 20 находятся на полке 9 тележки 6, опираясь на поверхность полки 9 дополнительными роликами 30, 31.
По сигналу конечного выключателя 32 включаются приводы 26, ни поднимают траверсы 22, а вместе с ней захваты 19 (фиг.9) с протектором 34. После этого каретку 5 перемещают вправо по направляющим 4.
. При этом ролики 30,31 (фиг. 10) захватов
20, перекатываясь по поверхности попки 9,
.„приводят верхнюю ветвь замкнутой ленты 9
в движение (стрелка В), противоположное
движение каретки 5 (стрелка Г). От усилия
ленты 29 протектор 34 сползает с захвата 20 на полку 9.
При перемещении каретки 5 вправо на расстояние х (рис.11) захваты 19 с протектором 34 устанавливаются над полкой 9 второй тележки-этажерки 6, установленной справа от рольганга 1, выключают приводы 26 траверсы 12 и захваты 19 опускаются и контактируют посредством роликов 30, 31 с полкой 9.
0 Затем цикл работы механизма 2 повторяется в обратной последовательности, только каретка 5 перемещается влево (фиг. 10), на расстояние XL захваты 20 переносят протектор 34 на вторую позицию полки 9 (фиг. 13).
5 После чего цикл повторяется - тележка 5 перемещается вправо (фиг. 13) на расстояние х, укладывая протектор 34 посредством захватов 19 на вторую позицию полки 9 второй тележки. При этом включается привод
0 16 - платформа 10 слева опускается вниз на шаг, опуская полку 9 с протекторами 34.
Затем каретку 5 перемещают влево (фиг.14) на расстояние х, захваты 20 взаимодействуют с порожней полкой, а справа
5 включается механизм 7 и тележка, установленная справа, опускается на шаг вниз - полка с протекторами устанавливается ниже плоскости рольганга 1, на ее место посредством цилиндра опускают порожнюю
0 полку.
Цикл повторяется. Формула изобретения
1. Устройство для укладки невулканизованных деталей, содержащее подающий
5 рольганг и механизм для съема с него деталей и передачи их на транспортирующий орган в виде установленной на основании посредством направляющих подвижной ка-. ретки с приводом аксиального пёремеще0 ния и смонтированных на каретке захватов в виде параллельно закрепленных посредством траверсы пальцев с установленными на каждом из них передним и задним роликами и закрепленной на них замкнутой эла5 стичной лентой, отличающееся тем, что, с целью улучшения условий обслуживания устройства, каждый из пальцев снабжен дополнительными роликами, смонтированными между передним и задним роликами
0 ниже оси симметрии переднего и заднего роликов и взаимодействующими с эластичной лентой, а каретка снабжена приводом для вертикального перемещения траверсы с пальцами и установлена с возможностью
5 перемещения перпендикулярно к подающему рольгангу.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что захваты смонтированы по обе стороны от центральной оси симметрии каретки.
и
. ,„„,
r////////x////// S( У//Л
и

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки заготовок протекторов | 1980 |
|
SU973390A1 |
| Устройство для укладки невулканизованных деталей | 1986 |
|
SU1438961A1 |
| Устройство для укладки в стопу плоских предметов | 1975 |
|
SU648432A1 |
| Устройство для укладки заготовок | 1984 |
|
SU1199663A2 |
| Устройство для передачи заготовок протекторов | 1980 |
|
SU956295A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для монтажа водозащитного зонта | 1983 |
|
SU1162987A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
Использование: в заготовительных операциях шинного производства. Сущность изобретения: устройство для укладки невулканизованных деталей имеет рольганг, подвижную каретку (ПК) и передающий механизм. На ПК закреплены захваты в виде пальцев. На пальцах установлены передний и задний ролики. На последних установлены замкнутая эластичная лента. Между передним и задним роликами ниже оси их симметрии смонтированы дополнительные ролики. Последние взаимодействуют с эластичной лентой. ПК снабжена приводом для вертикального перемещения захватов. ПК установлена с возможностью перемещения перпендикулярно подающему рольгангу. Захваты смонтированы по обе стороны от центральной оси симметрии ПК. 1 з.п. ф-лы, 14 ил,
фиг. 5
- -
31 20 9
3DL.
Г9
Фиг. 7
Ы 27 / /
Г
Фиг. 8
| Устройство для укладки заготовок протекторов | 1980 |
|
SU973390A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для укладки невулканизованных деталей | 1986 |
|
SU1438961A1 |
| Солесос | 1922 |
|
SU29A1 |
