со
00
со
Изобретение относится к оборудова нию заготовительных операций шинного производства и может быть использовано при укладке заготовок автокамер протекторов, различных невулканизи- рованных длинномерных профилированны деталей на плоскость (например, в тележки-книжки, полки люлек подвесного конвейера и стеллажи).
Целью изобретения является повьппе ние производительности устройства.
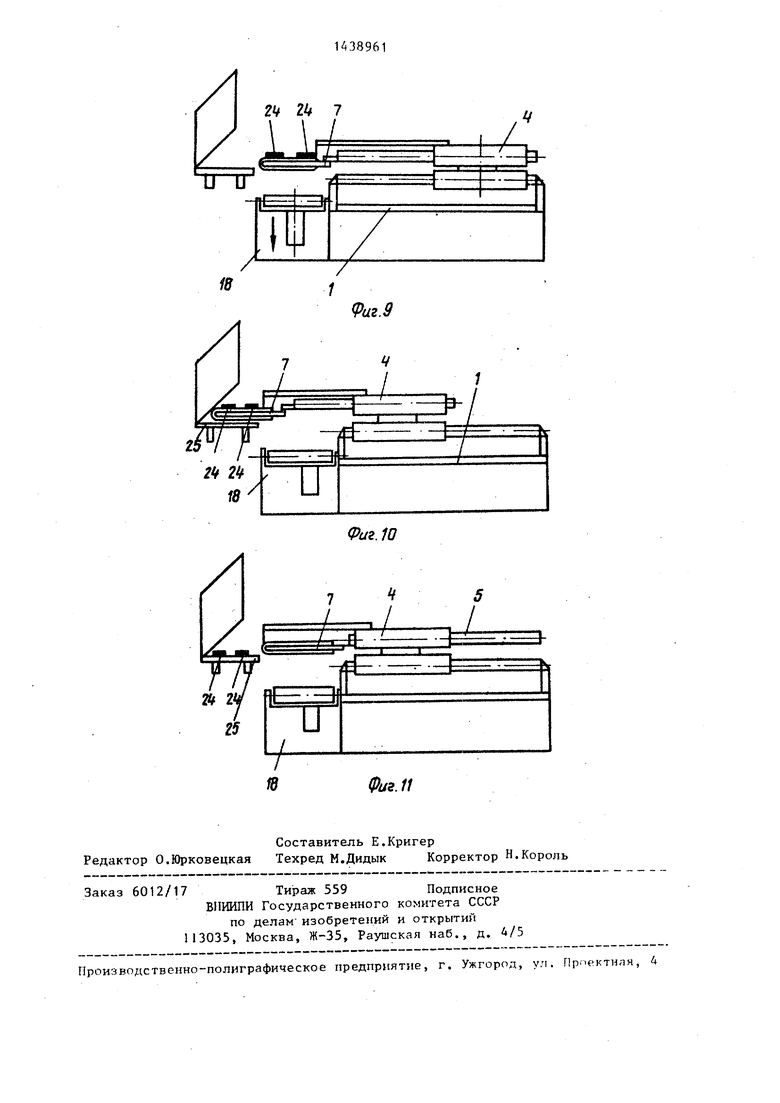
На фиг, 1 показано устройство в исходном положении, общий вид; на фиг. 2 - то же, вид сверху; на фиг.З - устройство в работе, общий вид; на фиг. 4 - плоские элементы и привод их подъема; на фиг. 5 узел на фиг, 1; на фиг. 6 - 11 - последовтельные стадии укладки деталей.
I
Устройство содержит основание 1
со смонтированными на нем направляющими 2, на которых установлен подвижный вдоль них корпус 3 с рамной конструкцией 4. На последней закреплены подвижные направляющие 5, на которых смонтирована траверса 6. На траверсе 6 установлен захват .7 для деталей, выполненный в виде парал- лельно расположенных пальцев 8i На каждом пальце 8 смонтированы передний и задний ролики 9 и 10 с закрепленной на них замкнутой эластичной лентой 11. Концы ленты 11 соединены между собой зажимом 12, который закреплен посредством кронштейна 13 на захвате 7. .
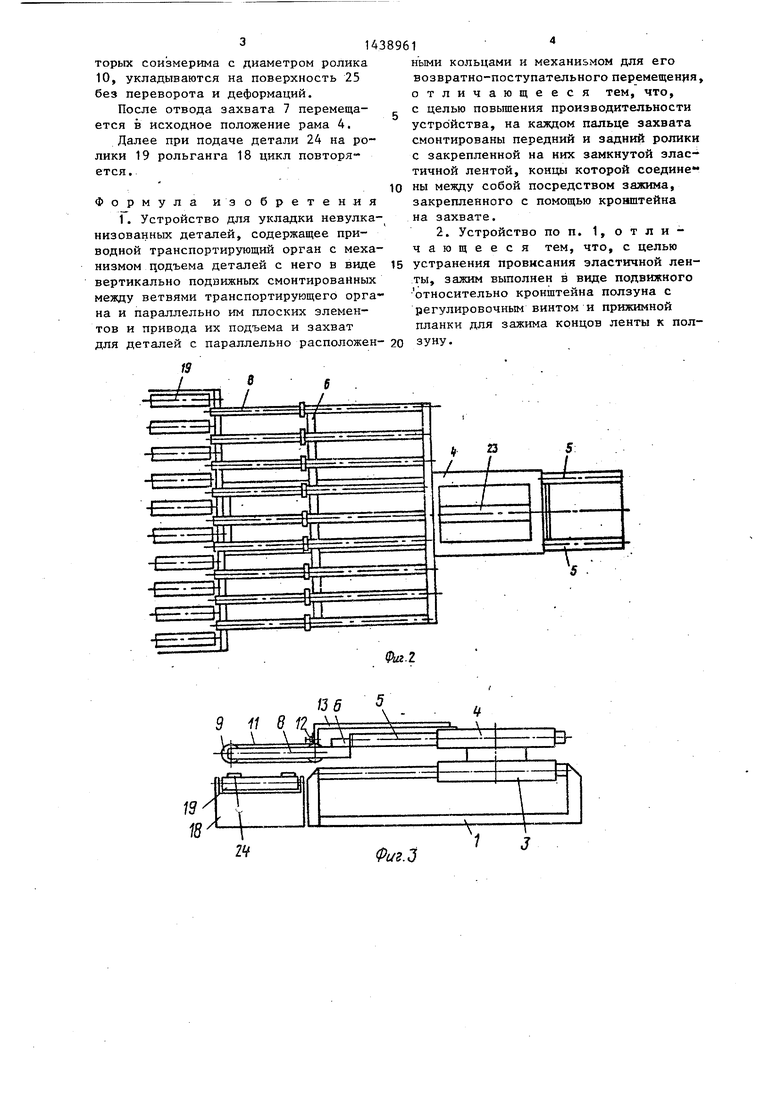
Зажим 12 выполнен в виде закрепленного на кронштейне 13 корпуса 14, в котором смонтирован с возможностью перемещения ползун 15 с регулировоч- ным винтом 16. С его помощью ползун 15 перемещается возвратно-поступательно и фиксирует свое положение в корпусе 14. На ползуне 15 установлена прижимная планка 17 для прижима концов ленты 11 к ползуну 15-(фиг.5) При ослаблении натяжения ленты 11 ее подтягивают, перемещая ползун 15 и ослабляя винт 16,
Устройство снабжено транспортирукг щим органом в виде рольганга 18 с ро- риками 19 и механизмом подъема дета лей с него в виде вертикально подвижных смонтированных между роликами 19 плоских элементов в виде планок 20, верхняя поверхность которых расположена ниже уровня роликов 19. План
t 0
5 0
5 О .
Q ,с
0
5
ки 20 смонтированы на траверсе 21, связанной с силовым цилиндром 22, установленным на раме рольганга 18.
Устройство снабжено механизмом для возвратно-поступательного перемещения захвата 7 в виде силового цилиндра 23 (фиг. 2).
Устройство работает следующим образом.
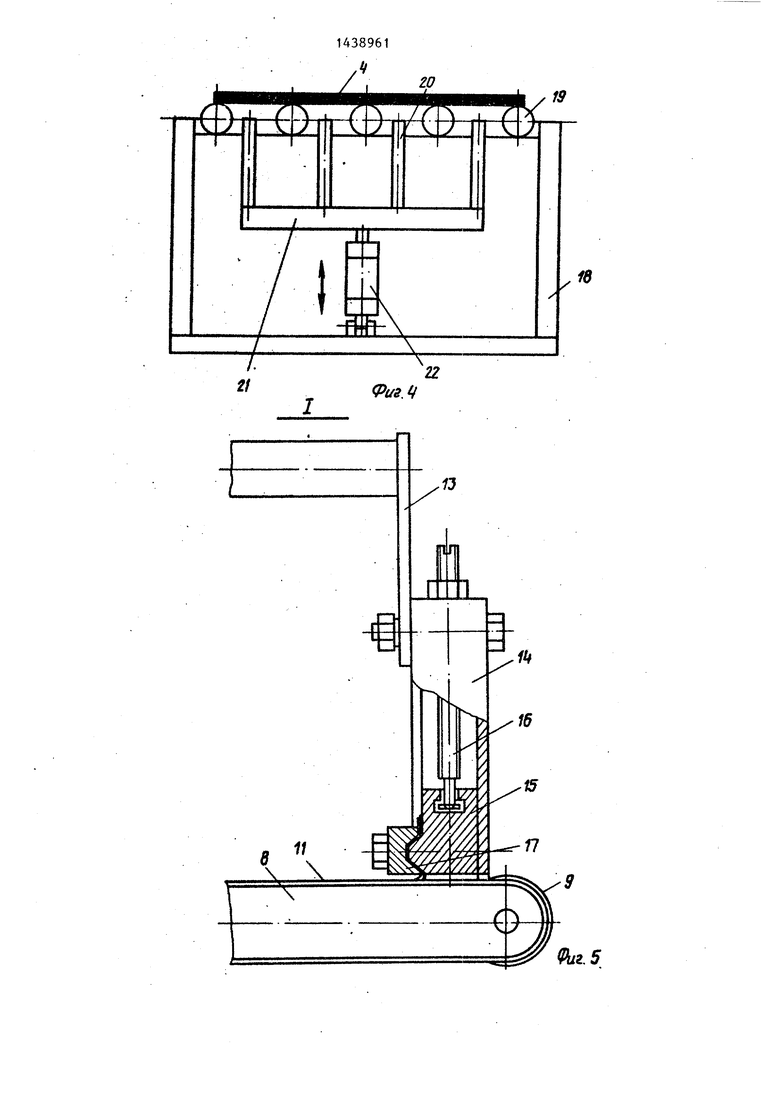
На ролики 19 рольганга 18 (фиг.6) подается заготовка детали 24, которая останавливается в результате срабатывания конечного выключателя (условно не показан). Посредством силового цилиндра 22 и траверсы 21 поднимают над роликами 19 рольганга 18 планки 20, которые, выходя между роликами 19, поднимают заготовку детали 24 вьпие верхнего уровня ленты 11 захвата 7 (фиг.7).
Далее захват 7 посредством силового цилиндра 23 подводят под деталь 24. При этом концы ленты 11 захвата 7, зажим 12 и кронштейн 13 остаются неподвижными, а пальцы 8, лента 11, ролики 9 и 10 и траверса 6 посредством направляющих 5 и силового цилиндра 23 выдвигаются влево (фиг.З). Пальцы 8 устанавливаются между планками 20 и Hi-Dice последних (фиг.8).
Затем планки 20 посредством силового цилиндра 22 и траверсы 21 опускают, а деталь 24 остается на ленте 11 захвата 7 (фиг. 9). Раму 4 перемещают по направляющим 2 влево, при этом направляющие 5 и захват 7 с деталью 24 перемещаются вместе с рамой 4, в результате чего деталь 24 перемещается в позицию укладки над поверхностью 25 (фиг.10).
Для укладки детали 24 на поверхность 25 пальцы 8 отводят (на фиг.11 вправо) посредством траверсы 6, направляющих 5 и силового цилиндра 23. При этом концы ленты И, закрепленные зажимом 12 на кронштейне 13, остаются неподвижными относительно рамы А, тогда как сама лента 11, увлекаемая пальцами 8 и роликами 9 и 10, выкатывается из-под укладываемой детали. 24, а последняя опускается на поверхность 25.
При использовании для ленты тонкого эластичного материала диаметр роликов 9 выполняют минимальным (менее 20 мм), при этом узкие и тонкие профилированные детали 24, ширина ко(Й:гг.2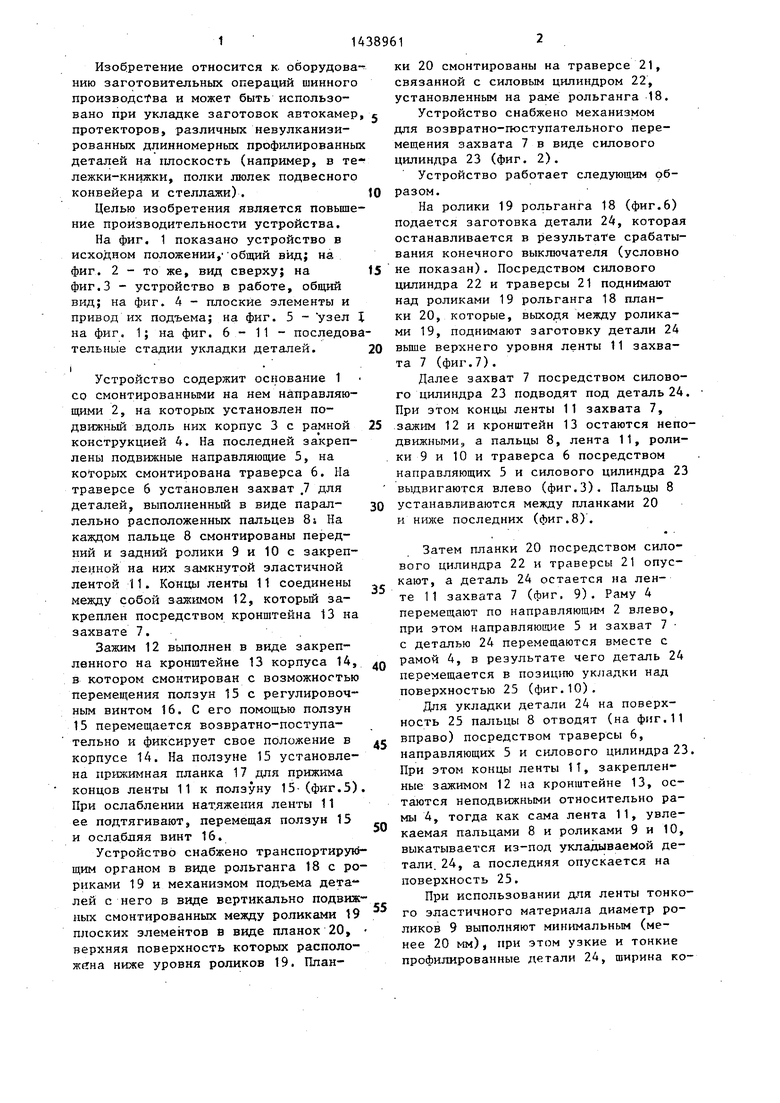
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки невулканизованных деталей | 1990 |
|
SU1812129A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее к обрабатывающей машине | 1987 |
|
SU1397128A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1991 |
|
SU1821269A1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| Устройство для укладки заготовок протекторов | 1980 |
|
SU973390A1 |
Изобретение относится к оборудованию заготовительных операций шинного производства. Предназначено для использования при укладке заготовок деталей автокамер, протекторов, профилированных деталей на плоскость, Цель изобретения - повышение производительности устройства. Для этого на каждом пальце 8 захвата смонтированы передний и задний ролики 9,10 с закрепленной на них замкнутой эластичной лентой 11. Концы последней соединены между собой посредством зажима 12, закрепленного с помощью кронштейна 13 на захвате 7. Зажим 12 выполнен в виде подвижного относительного кронштейна 13 ползуна с регулировочным винтом и прижимной планки для зажима концов ленты к ползуну. При перемещении захвата 7 вперед концы ленты 11 в зажимах 12 остаются неподвижными, а сама лента перемещается вместе с роликами 9 и 10. На пальцы 8 укладывают заготовки деталей и перемещают их в положение над укладываемой плоскостью. Затем перемещается вправо только захват 7, оставляя заготовки деталей на плоскости. 1 3.п. ф-лы, 11 ил. (Л с
19 Л 18
А
14
PUZ.:J
19
Фиг. 5
18
zv 2it
тги
18
Zif 2if- 7
U U I
16
5 X.
//
13
Фиг. 6
..-+-Т -f
t
Т I / 3
fpui. 7
.1. .1 I
V
fPu.e
| Устройство для укладки заготовок протекторов | 1980 |
|
SU973390A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для подачи листовых изделий | 1972 |
|
SU451541A1 |
| Солесос | 1922 |
|
SU29A1 |
