Изобретение относится к области матизации агломерационных машин.
Цель изобретения - увеличение производительности агломерационной машины и
повышение качества агломерата за счет увеличения стабильности уровней шихты в загрузочных бункерах и общей толщины слоя шихты на агломерационной ленте.
Указанная цель достигается тем, что скорость вращения каждого из барабанных питателей шихты измеряют пропорционально задающим сигналам соответствующих дозаторов шихты с учетом запаздывания при перемещении шихты от приемных до загрузочных бункеров
ОБпн - Кшн Ошн.з.м.,
ПБпв К шв Ошв.з.м., :; .
где Ошн.э.м., Ошв.з.м. задержанные во времени значения задающих сигналов дозаторов шихты в нижний QIUH.S и верхний Ошв.з слои; -
Кшн, Кшв - коэффициенты пропорциональности..
Скорость движения агломерационной ленты изменяют пропорционально сумме задающих сигналов дозаторов с учетом запаздывания при перемещении шихты от приемных до загрузочных бункеров
Удл КАл (Ошн.з.м. + Ошв.з.м.)
где Кдл - коэффициент пропорциональности.
Формируют сигнал, равный среднему значению уровней шихты в загрузочных бункерах, и определяют отклонение этого сигнала от его заданного значения
hu
т (Ьшн + hum);
IUI.CP - 2
hui.cp.3 Ьш.ср.з lliu.cp.
где Мши, Пщв - текущие значения уровней шихты в загрузочных бункерах нижнего и верхнего слоев;:
Пщ.ср.з. заданное значение среднего уровня шихты.
Управление скоростями вращения барабанных питателей и скоростью движения агломерационной ленты осуществляют по величине Дпш.ср.з путем синхронных и равных между собой изменений соотношений между указанными скоростями и соответствующими задержанными задающими сигналами дозаторов
ПБпн Кш Кшн.1 Ошн.з.м
ПБпн Кщ Кшв.1 Ошв.з.м,
VA/Г Кш КДл.1 (Ошн.з.м + Ошв.з.м),Кш Т1(Дг1ш.ср.з),
где Кщ Кщн.1 Кши.1 Кш Кшв. | Кща, Кщ Кдл.1 Кдл.
Скорость вращения каждого из барабанных питателей изменяют по отклонению толщины соответствующего слоя шихты от ее заданного значения путем изменения соотношения между скоростью данного питателя и скоростью движения агломерационной ленты
Кшн.1 Ошм.э.м
ПБпа KID Кшв.1 Ошв.з.м
Кшн. 1 h (ДНшн);
0
5
0
5
0
5
0
5
0
5
Кшв.1 f3 ( ДНшв),.......-.
где Д Нщн - Ншн.з Нщн. ДНш|Г Ншв.з Нщв отклонения толщин нижнего НШц и верхнего Ншв слоев шихты от их заданных значений
Ишн.з И Ншв.з. . .. . ....
Дополнительно формируют сигнал, равный разности между уровнем шихты в загрузочном бункере нижнего слоя и уровнем шихты в загрузочном бункере верхнего слоя
ДНш.н-в Пшн Г)шв.
Скорости вращения барабанных питателей изменяют путем равных по величине, но обратных по знаку изменений заданных значений толщин нижнего и верхнего слоев
шихты:
Ншн.з.к Шшн.з + f4 ДНш.н-в); Ншв.з.к Нщв.з 4 Д(Ьш.н.в)|
гле Ншн.з и Ншв.з - заданные значения тол- а1ин нижнего и верхнего слоев шихты.
Заданное значение толщины верхнего слоя шихты изменяют по отношению к изменению заданного значения толщины нижнего слоя шихты со сдвигом во времени, равным времени перемещения шихты от питателя нижнего слоя до питателя, верхнего слоя . .V:;. . -... ч :., .; ..
Ншв.з.к(1) Ншв.з(1) - f( ДЬш.н-вКМн-в), .
где t - текущее время; tH-s - время перемещения шихты на агломерационной ленте от питателя нижнего слоя до питателя верхнего слоя.i ..
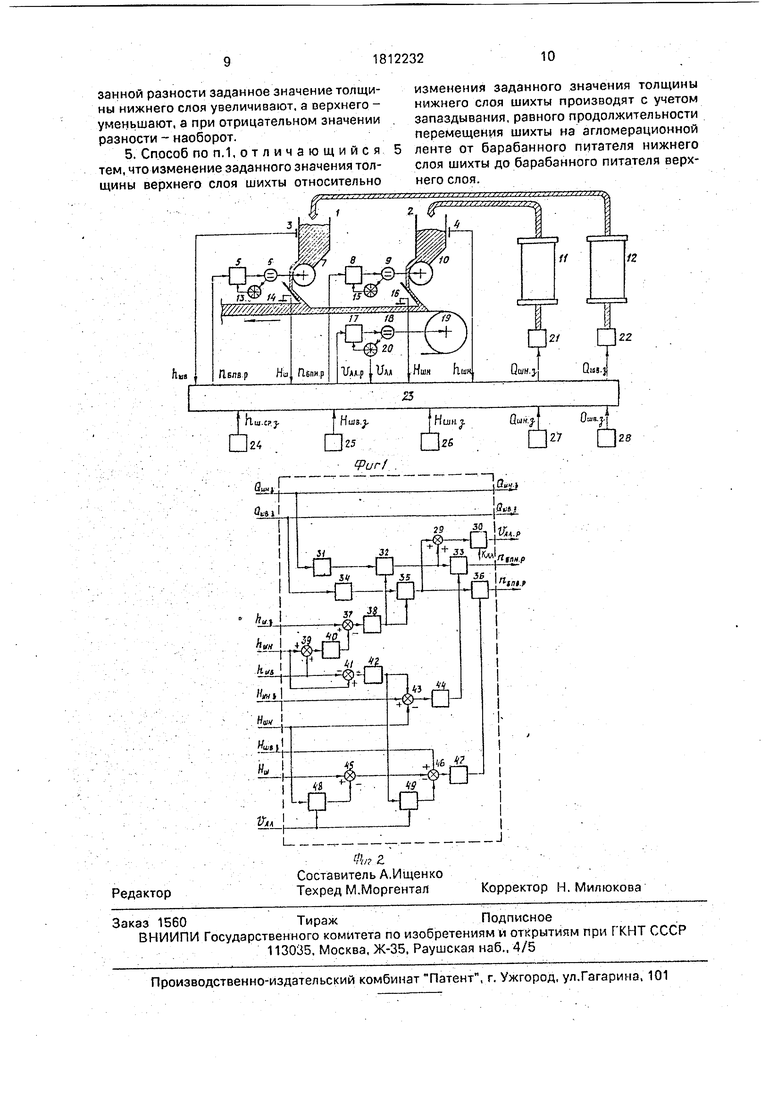
Технологический обьект управления схематически представлен на фиг. 1.где 1,2 -загрузочные бункеры верхнего и нижнего слоев шихты, соответственно; 3,4-измерители уровней шихты в бункерах; 5, 8, 17 - управляющие устройства приводов барабанных питателей и агломерационной ленты; 6, 9, 18 - приводные двигатели барабанных питателей и агломерационной ленты; 7, 10, 19 - барабанные питатели и агломерационная лента; 11, 12-. барабан- ные ркомкователи шихты нижнего и верхнего слоев; 13, 15 - тахогенераторы; 14, 16 - измерители толщин общего и нижнего слоев шихты; 21, 22 - дозаторы шихты в нижний и верхний слои; 23 - управляющий вычислительный комплекс; 24 - задатчик среднего уровня шихты в загрузочных бункерах; 25, 26 - задатчики толщин верхнего и нижнего слоев; 27, 28 - задатчики производительно- стей дозаторов; пшв, ЬШн - уровни шихты в загрузочных бункерах верхнего и нижнего слоев; Нш, Нши-толщины общего и нижнего слоев шихты; Ум -скорость движения агломерационной ленты; пвлв.р, пвпн.р, - расчетные значения скоростей вращения барабанных питателей и скорость движения агломерационной ленты; Ошн.з, Ошв.з - заанные значения производительностей доаторов шихты; Ьш.ср.з - заданное значение реднего уровня шихты в загрузочных бункерах; Ншв.з, Ншн.з- заданные значения толщин верхнего и нижнего слоев шихты.
Структура системы управления, реалиуемой управляющим вычислительным комплексом 23 для осуществления предлагаемого способа, представлена на фиг.2, где: 29,37,39,41, 43,45,46 - элементы алгебраического суммирования; 30, 32, 33, 35, 36- элементы умножения; 31, 34, 48, 49 - элементы временной задержки; 38, 42, 44, 47 - регуляторы; 40 - элемент деления на 2.
В системе автоматического управления загрузкой контролируются скорости механизмов, заданные производительности дозаторов, уровни шихты в бункерах, толщины слоев шихты. Управляющие устройства 5, 8 и 17 осуществляют управление приводами питателей и агломерационной ленты так, что их скорости ПБПВ, ПБПН иЛ/дл равны соответственно расчетным значениям пвпв.р, ПБПН.Р и Удл.р, формируемым в управляющем вычислительном комплексе.
В управляющем вычислительном комплексе (фиг.1,6) при помощи элементов 31 и 34 формируются сигналы Ошн.з.ми Ошв.з.м путем сдвига сигналов Ошн.з и Ошв.з на время, равное времени перемещения шихты от дозаторов до загрузочных бункеров. При помощи элементов 32 и 35 формируются произведения Кш Ошн.вм и К ш Ошв.з.м, а с помощью элемента 29 - сигнал Кш (Ошн.з.м + Ошв.з.м).. При помощи элементов 30, 33 и 36 формируются выходные сигналы /дл.р Кш Кдл.1 (Ошн.з.м +
Ошв.з.м); ПБпн.р Кш Кшн. I Ошн.з.м И ПБпв.р
Кш Кшв.1 Ошв.з.м. Указанные сигналы поступают на управляющие устройства 17, 8 и 5 соответственно, которые устанавливают скорости механизмов, равные /дл /дл.р;
ПБпн ПБпн.р И ПБпв. - ПБпв.р.
При помощи элементов 39 и 40 формируется сигнал, равный среднему значению уровней шихты в загрузочных бункерах, йш.ср 0,5 (Ншн + Ишв). О помощью элемента 37 определяется отклонение этого сигнала от его заданного значения: АЬш.ср.з Ьш.ср.з - Ьщ.ср. Величина ДЬш.ср з является входным сигналом регулятора 38, на выходе которого формируется сигнал Кш fi (А Ьш.ср.з).
При помощи регуляторов 44 и 47 формируются сигналы Кшн.1 и Кшв.1. Входным сигналами регуляторов являются отклонения толщин нижнего и верхнего слоев шихты Ншн и Нщв от их заданных значений, определяемые в элементах 43 и 46. Толщина
верхнего слоя шихты при этом вычисляется при помощи элементов 45 и 48 как разность между Нш и задержанным во времени значением Ншн.
В элементе 41 определяется разность уровней шихты в загрузочных бункерах huj.H-ы, по которой в регуляторе 42 формируется сигнал 14 ( ДЬщ.н-в). поступающий в элемент 43 непосредственно и в элемент 46
через элемент временной задержки 49. В связи с тем, что время перемещения шихты на агломерационной ленте от питателя нижнего слоя до питателя верхнего слоя зависит от скорости Удл, эта величина используется
в элементах 48 и 49 для определения времени задержки сигналов.
Тракт загрузки шихты на агломерационную машину отличается наличием большого запаздывания на участке от дозаторов до
загрузочных бункеров и относительно малой емкостью загрузочных бункеров. Это усложняет задачу стабилизации уровней шихты в загрузочных бункерах и толщины слоя шихты на агломерационной ленте, особенно в условиях наличия возмущающих воздействий. Основными из возмущений являются флуктуации производительностей дозаторов, колебания выхода шихты из барабанных окомкователей и барабанных питателей, а также изменения объемной массы окомкованной шихты. Все возмущения проявляются суммарно в резких отклонениях стабилизируемых параметров от их заданных значений. Положение усугубляется при двухслойной загрузке в связи с дополнительными взаимными связями между параметрами. Так, изменение скорости Удл одновременно влияет на толщины слоев шихты Нщн и Нша, каждая из толщин слоев
влияет на толщину общего слоя Нш. В этих условиях управляющие воздействия на производительности дозаторов (управление снизу вверх) оказываются не эффективными и могут привести к раскачке системы. Управление исключительно ia счет изменения скорости /АЛ приводит к нарушениям процесса спекания шихты.
Предлагаемый способ управления отли- чается тем, что предусматривает комбинированное управление: по заданным производительностям дозаторов - скоростями ПБПН, ПБПВ и /АЛ (вниз), а по отклонениям А Ншн иА Ншв - скоростями ПБПН и ПБПО (вверх); из суммарного эффекта возму- щений выделяет и отдельно компенсирует возмущения, связанные с изменением производительности дозаторов, чем облегчает и улучшает работу контуров стабилизации
уровней и толщин слоев шихты; обеспечивает пропорциональность между производи- тельностями дозаторов и скоростями ПБПН, пБпн, N/АЛ при всех предусмотренных управ- . ляющих воздействиях, чем исключает допол- нительные возмущения; сохраняет указанную пропорциональность и в динамике - за счет синхронизации потоков шихты на всех участках тракта загрузки; стабилизирует средний уровень шихты в загрузочных бункерах, а также исключает раз- нонап равленные отклонения уровней в этих бункерах; осуществляет стабилизацию толщин нижнего и верхнего слоев шихты и толщины общего слоя шихты за счет запасов шихты в загрузочных бункерах; производит изменения скорости Удл только при изменениях производительностёй дозаторов и при изменениях объемной массы шихты (выражающихся в одновременном изменении уровней шихты в загрузочных бункерах), чем исключает влияние остальных возмущений на процесс спекания.
В качестве базового, образца может быть принят способ, реализуемый системой автоматического контроля и регулирования высоты слоя шихты на налетах агломерационной машины, состоящий в стабилизации высоты слоя шихты на аглоленте путем изменения скорости вращения барабанного питателя по сигналам датчика высоты слоя, Данный способ, как и ранее рассмотренные известные способы, не обеспечивает стабилизацию массы шихты в загрузочных бункерах и неэффективен для управления двухслойной загрузкой шихты на агломерационную ленту.
Предлагаемый способ лишен указанных недостатков. Техническая эффективность его состоит в повышении производительности агломерационной машины за счет исключения ее остановок из-за переполнения или опорожнения загрузочных бункеров. Повышению производительности способствует также стабилизация уровней шихты в бункерах, обеспечивающая увеличение газопроницаемости шихты. Стабилизация толщины слоя улучшает процессы зажигания и спекания шихты, чем достигается повышение качества агломерата.
Формула изобретения
1, Способ автоматического управления процессом двухслойной загрузки шихты на агломерационную машину, включающий .управление и стабилизацию расходов шихты, выдаваемой дозаторами из приемных бункеров для нижнего и верхнего слоев шихты, контроль уровней или масс шихты в
соответствующих загрузочных бункерах, контроль толщин нижнего и общего слоев шихты на агломерационной ленте и скорости движения агломерационной ленты, а
также регулирование скоростей вращения барабанных питателей для подачи шихты из загрузочных бункеров, и скорости движения агломерационной ленты пропорционально расходам-шихты из приемных бункеров с
учетом запаздывания на прохождение шихты из приемных до загрузочных бункеров, о т л и ч а ю щ и и с я тем, что, с целью увеличения производительности агломерационной машины и повышения качества агломерата за счет увеличения стабильности уровней шихты в загрузочных бункерах и общей толщины слоя шихты на агломерационной ленте, изменяют скорость вращения каждого/из барабанных питателей пропорционально задаваемому расходу шихты соответствующего дозатора, с учетом запаздывания на прохождение шихты от приемных бункеров до загрузочных бункеров, а скорость движения агломерационной
ленты изменяют пропорционально сумме задаваемых расходов шихты с учетом запаздывания на прохождение шихты от приемных до загрузочных бункеров.
2. Способ по п.1. о т ли ч а ю щ и и с я тем, что изменяют скорости вращения барабанных питателей и скорость аглоленты в зависимости от среднего значения уровней шихты в загрузочных бункерах, причем при увеличении среднего значения уровней уве- личивают скорость вращения барабанных питателей и скорость движения аглоленты и наоборот.
3. Способ по п.1, о т л и ч а ю щ и и с я тем, что скорость вращения каждого из барабанных питателей изменяют в зависимости от отклонения толщины соответствующего слоя шихты от его заданного значения путем изменения соотноше- ния между производительностью данного
питателя и скоростью движения агломерационной ленты, причем при увеличении толщины слоя скорость вращения барабана питателя уменьшают и наоборот.
4. Способ по п.1, о т л и ч а ю щ и и с я тем, что определяют разность между уровнем шихты в загрузочном бункере нижнего слоя и уровнем шихты в загрузочном бункере верхнего слоя, по указанной разности производят изменения скоростей вращения барабанных питаталей шихты путем равных по величине изменений заданных значений толщин нижнего и верхнего слоев шихты, причем при положительном значении указанной разности заданное значение толщины нижнего слоя увеличивают, а верхнего - уменьшают, а при отрицательном значении разности - наоборот.
5. Способ по п.1, от л и ч а ю щ и и с я тем, что изменение заданного значения толщины верхнего слоя шихты относительно
изменения заданного значения толщины нижнего слоя шихты производят с учетом запаздывания, равного продолжительности перемещения шихты на агломерационной ленте от барабанного питателя нижнего слоя шихты до барабанного питателя верхнего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДВУСЛОЙНОЙ ЗАГРУЗКОЙ ШИХТЫ НА АГЛОМАШИНУ | 1993 |
|
RU2035518C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ ТОЛЩИНЫ СЛОЯ ШИХТЫ НА АГЛОМЕРАЦИОННОЙ МАШИНЕ | 1991 |
|
RU2026376C1 |
| Способ управления загрузкой агломерационной ленты шихтой | 1989 |
|
SU1624036A1 |
| Система управления загрузкой шихты на аглоленту | 1980 |
|
SU929720A1 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ НА АГЛОМЕРАЦИОННУЮ МАШИНУ | 2008 |
|
RU2398896C2 |
| Устройство для загрузки шихты на конвейерную агломерационную машину | 1983 |
|
SU1125459A1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| Загрузочное устройство агломерационной машины | 1990 |
|
SU1749670A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ГАЗОПРОНИЦАЕМОСТИОКОМКОВАННОЙ АГЛОМЕРАЦИОННОЙ ШИХТЫИ УРОВНЯ ЕЕ В БУНКЕРЕ | 1972 |
|
SU431215A1 |
Изобретение отйрсится к области автО матйзаций агломерационных машин. Способ включает управление и стабилизацию расхйДоЬ шихты, выдаваемой дозаторами из приемных бункеров для нижнего и верхнего слоев Шихты, контроль уровней (Или масс) шихты в собтветствующ их загрузочных бункерах агломерационной .машины, толщин нижнего и общего слоев шихты на агломерационной ленте и скорости Движения агломерационной ленты, а также рёгу- л и р о в а н и.е с к о р ост ей вращения барабанных питателей, выдающих шихту из загрузочных бункеров, и скорости Дбиженйя агломерационной ленты пропорционально задержанным во времени задающим сйгна,:..:л.,;,...;,;,;2. ..; /;. :: лом дозаторов Шихты. Для увеличения производительности агломерационной машины и повышения качества агломерата за счет увеличения стабильности уровней шихты в загрузочных бункерах и общей толщины слоя шихты на агломерационной ленте управление скоростью вращения каждого из питателей производят пропорционально задержанному задающему сигналу соответ- ствующегб дозатора шихты, а управление скоростью движения агломерационной ленты - пропорционально сумме задержанных задающих сигналов Дозаторов. Дополнительно формируют сигнал, равный среднему значению уровней шихты в загрузочных бункерах, а управление скоростями вращения барабанных питателей и скоростью дви- кения агломерационной ленты осуществляют по отклонению указанного сигнала от его заданного значения путем синхронных и равных между собой изменений соотношений между указанными скоростями .и Соответствующими задержанными задающими сигналами дозаторов/Причем при увеличении среднего значения уровней шихты скорости увеличивают и, наоборот. Скорость вращения каждогоиз барабанных питателей изменяют по отклонению толщины соответствующего слоя шихты от его заданного значения путем изменения Соотношения между скоростью данного питателя и скоростью движения агломерационной ленты. При увеличении толщины слоя скорость вращения питателя уменьшают и, наоборот. 4 з.п.ф-лы, 2 ил. ел 00 - го ю СА) ND
| Ески К,, Хосокава М„ Мацумото Т | |||
| АСУ .аглрфабрики :й фабрики по; -производству окатышей--Цобэсэйкотихо, 1980,т.ЗО, №4, С;9Н 4 (перевод N 12503 с Яп | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
