Изобретение относится к области подготовки сырья в черной и цветной металлургии и может быть использовано при агломерации железных и цветных руд и концентратов для устранения негативных факторов, обусловливающих неравномерность процесса спекания шихты на агломерационных машинах.
Известен способ агломерации [1], в котором шихта укладывается на паллеты агломашины таким образом, чтобы высота слоя возрастала от центра паллеты к ее бортам, причем возрастание должно происходить на 1/4 ширины тележки от борта с каждой стороны и составлять 10% от высоты слоя в центре. Способ, способствуя в определенной степени выравниванию сопротивления слоя по ширине агломашины, не устраняет первопричину этой неравномерности, создаваемой в загрузочной воронке (ЗВ). Кроме того, им не решается задача снижения неравномерности процесса спекания в объеме центральной части слоя, обусловленной неупорядоченным формированием поперечных слоев шихты в ЗВ, которые имеют разные плотность и распределение по их высоте гранулометрического состава шихты и топлива.
Известен способ загрузки агломерационной шихты [2], при котором укладка ее мелких фракций к бортам паллет осуществляется в узле загрузки шихты за счет направленной сегрегации шихты в ЗВ. Согласно способу уровень шихты у краев ЗВ повышают путем увеличения времени остановок тележки челнокового распределителя (ЧР), в результате чего от боковых стенок к центру откоса скатываются более крупные частицы шихты, а у стенок остаются более мелкие.
Способ, повышая газодинамическое сопротивление слоя шихты в периферийной части паллет, не решает задачу формирования равномерных поперечных слоев шихты в ЗВ. При знакопеременном перемещении ЧР и постоянной скорости его конвейерной ленты (КЛ) и тележки, на КЛ формируются слои разной толщины: "тонкий" - при движении ЧР вперед от течки подачи на него шихты, когда суммируются скорости КЛ и тележки; "средний" - при остановках ЧР и "толстый" - при движении ЧР назад, когда общая скорость равна разности между скоростями КЛ и тележки. Это приводит к формированию "слоеного пирога" с переменным распределением толщины, плотности и гранулометрического состава отдельных слоев шихты и топлива по высоте и ширине ЗВ, в том числе и на ее границах, неупорядоченному выходу слоев из ЗВ. Как следствие, снижается выход годного агломерата.
Наиболее близким по технической сущности и решаемой задаче является способ загрузки шихты на агломерационную машину [3], в котором скорость движения конвейерной ленты ЧР относительно течки поддерживают постоянной при изменении направления движения ЧР.
Известный способ предусматривает формирование на КЛ слоя шихты одинаковой толщины при знакопеременном движении ЧР. Способ устраняет формирование поперечных слоев переменной по ширине ЗВ толщины в каждом проходе. Однако условию постоянства скорости ленты ЧР относительно течки отвечает бесконечное множество неопределенных решений, при которых толщина слоя на ленте ЧР одинаковая, а толщина поперечных слоев в ЗВ в цикле (проходе ЧР вперед и назад) разная. Так, при постоянной скорости КЛ относительно течки из-за накопления шихты на КЛ при движении ЧР вперед в ЗВ формируется "тонкий" поперечный слой, а при движении назад - "толстый", что приводит и к формированию в ЗВ "слоеного пирога" с переменным распределением в поперечных слоях гранулометрического состава, плотности, крупности и, соответственно, топлива по высоте и длине ЗВ. Кроме того, способ предусматривает формирование одинакового по высоте общего слоя шихты в ЗВ, без повышения у боковых стенок ЗВ. В результате не обеспечиваются не только равномерность характеристик процесса спекания в объеме слоя, но и равномерность процесса спекания по ширине паллет, т.е. одновременный подход зоны горения к колосникам в конце зоны спекания. Как следствие, снижаются производительность агломерационной машины и выход годного агломерата.
В настоящей заявке на способ загрузки шихты на агломерационную машину поставлены задачи устранения недостатков известного способа, унификация режима работы ЧР для всех шихтовых материалов и типоразмеров агломерационных машин с повышением их производительности и выхода годного агломерата.
Сущность предлагаемого способа, предназначенного для решения поставленной задачи по достижению технического результата, заключается в том, что, используя отдельные элементы известного способа, включая контроль расхода шихты, подаваемой к узлу загрузки шихты, загрузку шихты через течку на конвейерную ленту челнокового распределителя, тележка которого перемещается между границами загрузочной воронки с формированием слоя шихты на конвейерной ленте челнокового распределителя и в загрузочной воронке, выдачу шихты из загрузочной воронки на агломерационную машину дозирующим устройством, контроль уровня шихты в загрузочной воронке и режим работы челнокового распределителя с одинаковой скоростью конвейерной ленты относительно течки при остановках его тележки на границах загрузочной воронки, при движении вперед (В) к дальней от течки границе загрузочной воронки и возвращении назад (Н), режим работы челнокового распределителя устанавливают согласно условиям:






где VлО1, VлО2 - соответственно скорость КЛ ЧР в режимах остановок на ближней к течке и дальней от нее границах ЗВ вперед и назад; Vлв и Vлн - соответственно скорость КЛ ЧР в режимах работы вперед и назад; Vтв и Vтн - скорость тележки ЧР в режимах работы вперед и назад; НслО1 и НслО2 - соответственно высота слоя шихты на ближней и дальней от течки границах ЗВ в момент начала движения ЧР после остановок; Нсл.ц - высота слоя шихты в центре ЗВ в момент окончания его пересечения потоком шихты с ЧР.
Способ осуществляют на типовом оборудовании узла загрузки шихты (см. фиг.1), включающем течку подачи шихты 1 на челноковый распределитель, состоящий из конвейерной ленты 2 и тележки 3 с приводами (см. типовую конструкцию челнокового распределителя, например, в [4]), загрузочную воронку 4 с разгрузочным окном 5, барабанный питатель 6, подающий шихту на паллеты агломерационной машины 7 через загрузочный лоток (на рисунке не показан). Шихта из течки 1 поступает на конвейерную ленту 2 челнокового распределителя, тележка 3 которого перемещается между границами О1 и О2 загрузочной воронки 4, формируя слои шихты 8 и 9 соответственно на ленте 2 и в воронке 4. Из загрузочной воронки 4 шихта через разгрузочное окно 5 выдается барабанным питателем 6 на непрерывно движущиеся паллеты 7 агломерационной машины, формируя на них слой 10 заданной высоты при контролируемом расходе шихты, поступающей на челноковый распределитель. На границах О1 и О2 тележка 3 останавливается с заданной выдержкой по времени, разной для каждой границы, после чего меняет направление движения на противоположное.
Режим работы при знакопеременном движении ЧР с формированием в ЗВ поперечных слоев с одинаковой толщиной обеспечивается условием (1), а с одинаковой толщиной слоев на КЛ - условиями (2)-(5) с использованием в них условия (1).
При движении тележки ЧР "вперед" от границы О1 к О2 на КЛ накапливается материал, максимальный объем которого равен произведению длины КЛ между границами О1 и О2 на высоту и ширину слоя шихты на КЛ. При этом за проход ЧР "вперед" приход шихты в ЗВ меньше по сравнению с приходом шихты, подаваемой за это же время через течку 1 на ЧР, на массу дополнительно накопившегося на КЛ материала. Наоборот, за проход ЧР "назад" приход шихты в ЗВ больше по сравнению с подаваемым через течку 1 материалом на ту же величину. Чтобы обеспечить одинаковую толщину слоев шихты в ЗВ, время движения ЧР между границами О1 и О2 ЗВ, и соответственно, приход шихты из течки на КЛ, должны быть меньше, чем при проходе "вперед", а скорости тележки и КЛ соответственно больше. При этом в ЗВ должна быть дополнительно сброшена с ЧР точно та масса шихты, которая накопилась на КЛ. Условие (1) совместно с (2) и (3) регламентирует строгое соответствие между режимами движения КЛ 2 и тележки 3 ЧР в цикле, установление скорости тележки Vтн>Vтв. Формирование профиля слоя шихты у краев воронки определяется условиями (4)-(6). При этом условия (4) и (5) неизменны для всех шихт и типоразмеров агломерационных машин, а условие (6) задается на основании экспериментальных данных по определению коэффициента внутреннего трения шихты и оптимального превышения уровня шихты у стенок ЗВ над центром. С помощью условия (6) у стенок ЗВ формируют слои большей высоты по сравнению с остальной частью слоя (см. фиг.1), что обеспечивает обратную сегрегацию шихты по крупности на откосе от боковых стенок к центру ЗВ, соответственно концентрацию мелкой части шихты у границ слоя в ЗВ и у бортов паллет агломашины, увеличение газодинамического сопротивления последнего и, как следствие, выравнивание скорости процесса спекания по ширине слоя на агломашине.
Контроль и установление параметров заявляемого способа осуществляется с помощью модернизированных приводов конвейерной ленты и тележки ЧР, которые оснащаются частотными преобразователями, и дистанционных датчиков уровня (например, радарного типа) для измерения уровня шихты в ЗВ на ее границах и в центре. Датчик уровня также может устанавливаться на раме движущейся тележки ЧР.
Установление параметров работы ЧР производят следующим образом (см. пример в табл.1).
(1)
(2)
(3)
(4)
(5)
В качестве базовой принимают скорость ленты (Vлн) при движении ЧР от границы О2 к границе О1 в пределах от паспортной до максимально допустимой по техническим характеристикам (столбец 1). Затем принимают ряд возможных значений скорости тележки ЧР Vтн также в пределах от паспортной до максимально допустимой (столбец 2). По условию (1) рассчитывают соответствующие значения частного от деления принятого значения Vтн и каждого из ряда значений Vтн (столбец 3). Далее по условиям (2) и (3) рассчитывают значения скорости ленты и тележки при движении ЧР вперед (столбцы 4 и 5), а по условиям (4) и(5) - при остановках тележки (столбцы 6 и 7).
Жирным шрифтом в табл.1 выделены параметры режима работы ЧР, на основе которых на математической модели, адекватно воспроизводящей условия загрузки шихты в ЗВ, выполнены расчеты для реального промышленного объекта - агломашины АКМ-312.
Исходные данные для расчета:
- расход шихты - 750 т/ч;
- насыпная масса шихты - 1800 кг/м3;
- паспортная скорость перемещения тележки ЧР - 0,24 м/с;
- ширина ленты ЧР - 1400 мм;
- паспортная скорость перемещения транспортерной ленты ЧР - 1,2 м/с;
- длина по осям ЧР - 12500 мм;
- ширина загрузочной воронки - 4360 мм;
- высота загрузочной воронки - 2000 мм;
- высота разгрузочного отверстия в ЗВ над барабанным питателем - 240 мм;
- сечение воронки - переменное по ее высоте: вверху 1400, внизу 700 мм;
- расстояние от течки загрузки шихты на ЧР до ближней границы ЗВ - 6600 мм;
- ширина выпускного отверстия загрузочной воронки - 4360 мм;
- угол откоса шихты с учетом высоты падения в ЗВ - 30° (соответственно коэффициент внутреннего трения - 0,577);
- диаметр барабанного питателя - 1320 мм;
- частота вращения барабанного питателя - 1,6 мин-1;
- скорость паллет агломашины - 3,7 м/мин.
Результаты расчетов по распределению шихты в ЗВ при режиме работы ЧР [2], т.е. при неизменных в "цикле" (последовательных проходах ЧР вперед и назад) паспортных скоростях тележки 0,24 м/с и КЛ - 1,2 м/с, а также заданном превышении над остальным уровня шихты на границах ЗВ, равном 0,2 м, иллюстрируются фиг.2. Кривая Н1 характеризует профиль слоя, который сформировался на поверхности в ЗВ в предыдущем цикле после прохода ЧР "назад" от границы О2 к границе О1 и затем опустился вниз к выпускному отверстию ЗВ. Кривая В2 характеризует профиль слоя в последующем цикле после прохода ЧР вперед от границы О1 к границе О2, а Н2 - в этом же цикле при возвращении ЧР от границы О2 к границе О1. Расстояние между кривыми Н1 и В2 характеризует толщину поперечного слоя при движении ЧР вперед, а расстояние между кривыми В2 и Н2 - при движении ЧР назад. Слои имеют разную толщину, к тому же меняющуюся в каждом слое по мере перемещения ЧР, профиль слоя у границ ЗВ неодинаков. Как следствие, шихта из выпускного отверстия ЗВ выдается на паллеты неравномерно и неупорядоченно.
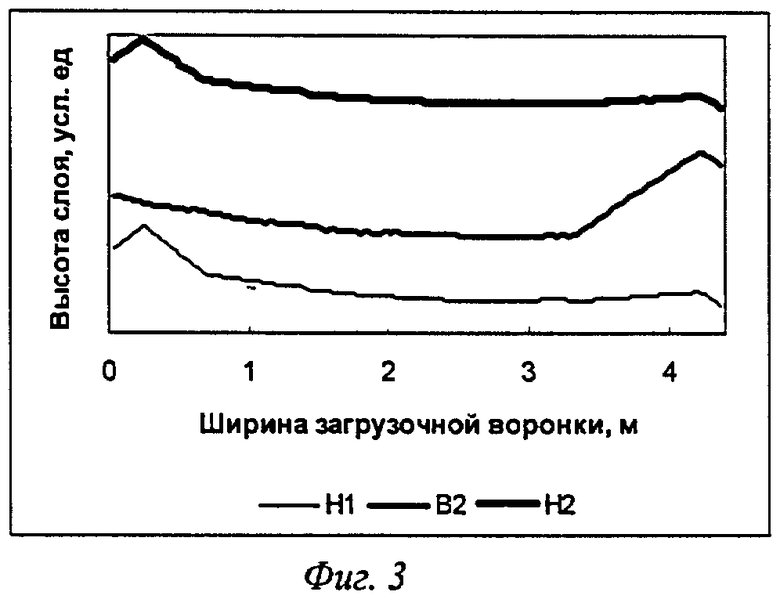
Распределение шихты в ЗВ, полученное по режиму прототипа, т.е. при одинаковой скорости КЛ относительно течки и при минимальном отклонении только одного из параметров от заявляемых в изобретении условий - скорости конвейерной ленты Vлв (Vлв=0,72 м/мин, Vтв=0,16 м/мин, Vлн=1,2 м/мин, Vтн=0,24 м/мин, VлО1=VлО2=0,96 м/с), показано на фиг.3.
Как видно из фиг.3, толщина отдельных поперечных слоев шихты по ширине воронки стабилизировалась, однако разница в толщине слоев при знакопеременных проходах ЧР даже возросла по сравнению с "паспортным" режимом. Рост отклонений параметров работы ЧР от заявляемых в изобретении сопровождается увеличением угла наклона кривых профиля поперечных слоев по отношению к горизонту, т.е. дополнительной неравномерностью выдачи шихты из ЗВ на паллеты. Профиль слоев у границ ЗВ также неодинаков. Все это приводит к неравномерности процесса спекания шихты по ширине паллет агломерационной машины и в объеме слоя с потерей производительности агломашины и ухудшением качества агломерата.
Распределение поперечных слоев в ЗВ согласно заявленным в изобретении зависимостям (см. в табл.1 параметры, выделенные жирным шрифтом) и заданном превышении слоя на границах О1 и О2, равном 0,2 м, представлено на фиг.4.
Как видно, толщина поперечных слоев в ЗВ практически одинакова и они перемещаются сверху вниз к разгрузочному отверстию ЗВ равномерно по высоте и ширине ЗВ. При этом формируется и симметричное и одинаковое распределение шихты у краев ЗВ. Соответственно обеспечивается рациональное формирование слоя на агломерационной машине как в объеме слоя, так и бортов паллет.
Продолжительность остановок ЧР на границах ЗВ в стабильном режиме работы загрузочного устройства зависит от заданного превышения слоя над центром. Для примера с заявляемыми параметрами продолжительность остановок ЧР на границах следующая, с:
Из-за накопления массы шихты на ленте ЧР при движении вперед и ее сокращения при обратном движении масса шихты в ЗВ соответственно снижается и возрастает. Для принятых условий ее распределение во времени показано на фиг.5.
Максимальное значение массы достигается при остановках ЧР на границе О1 (8,20 т), когда с КЛ сбрасывается в ЗВ вся накопившаяся масса, а минимальное значение (7,34 т) - на границе О2 ЗВ. С учетом указанной закономерности массу шихты в ЗВ следует определять и сравнивать со средним значением массы в предыдущем цикле - за время перемещения ЧР от одной границы ЗВ до другой и назад.
Результаты испытаний по работе агломашины АКМ-312 при параметрах заявляемого способа по сравнению с режимом с параметрами, соответствующими прототипу и фиг.3, показаны в табл.2.
Таким образом, заявляемый способ обеспечивает существенное улучшение условий формирования слоя шихты в загрузочной воронке, повышает равномерность и упорядоченность распределения гранулометрического состава, плотности и топлива в объеме слоя, симметричное распределение шихты у боковых стенок загрузочной воронки и, как следствие, повышает равномерность процесса спекания в объеме слоя и по ширине паллет агломерационной машины, увеличивая ее производительность и выход годного агломерата.
Способ может быть реализован в промышленных условиях на типовом оборудовании с использованием стандартных приборов контроля и локальной автоматической системы управления процессом загрузки шихты.
Источники информации
1. Способ агломерации. Ф.Массами. Син Ниппон сэйтэцу к.к. Заявка 61-170524, Япония. Заявл. 22.01.85 №60-9355, опубл. 01.08.86. МКИ. С 22B 1/20.
2. Kavasaki M. // CURR Adv. Mater. and Proc. 1990. №1. P.58-65.
3. В.И.Коротич, С.С.Гончаров, В.Л.Пухов, Г.И.Коморников // Бюл. ЦИИН ЧМ. 1969. №17. С.71-72.
4. Производство агломерата. Технология, оборудование, автоматизация. В.П.Жилкин, Д.Н.Доронин. Екатеринбург: Уральский центр ПР и рекламы, 2004, 292 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки шихты на агломерационную машину | 1981 |
|
SU981802A1 |
| Челноковый распределитель шихты | 1990 |
|
SU1822488A3 |
| Загрузочное устройство конвейерной агломерационной машины | 1983 |
|
SU1089383A1 |
| Устройство для загрузки шихты | 1979 |
|
SU898248A1 |
| Агломерационная машина | 1989 |
|
SU1779285A3 |
| ЧЕЛНОКОВЫЙ РАСПРЕДЕЛИТЕЛЬ АГЛОМЕРАЦИОННОЙШИХТЫ | 1969 |
|
SU252364A1 |
| Загрузочное устройство агломерационной машины | 1990 |
|
SU1749670A1 |
| Агломерационная конвейерная машина | 1980 |
|
SU1111008A1 |
| Способ загрузки агломерационной шихты на конвейерную машину | 1984 |
|
SU1201337A1 |
| Способ производства агломерата | 1987 |
|
SU1439138A1 |



Изобретение относится к области подготовки сырья в черной и цветной металлургии и может быть использовано при агломерации железных и цветных руд и концентратов для устранения негативных факторов, обусловливающих неравномерность процесса спекания шихты на агломерационных машинах при загрузке шихты. Способ включает контроль расхода шихты, подаваемой к узлу загрузки шихты, загрузку шихты через течку на конвейерную ленту челнокового распределителя с установленными условиями режима его работы, тележка которого перемещается между границами загрузочной воронки с формированием слоя шихты на конвейерной ленте челнокового распределителя и в загрузочной воронке. Из загрузочной воронки шихту подают на агломашину. Контролируют уровень шихты в загрузочной воронке и режим работы челнокового распределителя с одинаковой скоростью конвейерной ленты относительно течки при остановках его тележки на границах загрузочной воронки, при движении вперед (В) к дальней от течки границе загрузочной воронки и возвращении назад (Н). Изобретение обеспечивает существенное улучшение условий формирования слоя шихты в загрузочной воронке, повышает равномерность и упорядоченность распределения гранулометрического состава, плотности и топлива в объеме слоя, равномерное и симметричное распределение шихты у боковых стенок загрузочной воронки. 1 з.п. ф-лы., 5 ил., 2 табл.
1. Способ загрузки агломерационной шихты, включающий контроль расхода шихты, подаваемой к узлу загрузки шихты, загрузку шихты через течку на конвейерную ленту челнокового распределителя, тележка которого перемещается между границами загрузочной воронки с формированием слоя шихты на конвейерной ленте челнокового распределителя и в загрузочной воронке, выдачу шихты из загрузочной воронки на агломашину, контроль уровня шихты в загрузочной воронке и режима работы челнокового распределителя с одинаковой скоростью конвейерной ленты относительно течки при остановках его тележки на границах загрузочной воронки, при движении вперед (В) к дальней от течки границе загрузочной воронки и возвращении назад (Н), отличающийся тем, что режим работы челнокового распределителя устанавливают согласно условиям:






где VлО1, VлО2 - соответственно скорость конвейерной ленты челнокового распределителя в режимах остановок на ближней к течке и дальней от нее границах загрузочной воронки вперед и назад;
Vлв и Vлн - соответственно скорость конвейерной ленты челнокового распределителя в режимах работы вперед и назад;
Vтв и Vтн - скорость тележки челнокового распределителя в режимах работы вперед и назад;
НслО1 и НслО2 - соответственно высота слоя шихты на ближней и дальней от течки границах загрузочной воронки в момент начала движения челнокового распределителя после остановок;
Нсл.ц - высота слоя шихты в центре загрузочной воронки в момент окончания его пересечения потоком шихты с челнокового распределителя.
2. Способ по п.1, отличающийся тем, что при взвешивании шихты в загрузочной воронке массу шихты рассчитывают как среднюю за цикл и сравнивают ее значение со средним значением массы в предыдущем цикле.
| Устройство для регулирования уровня шихты в бункере агломерационной машины | 1974 |
|
SU498344A1 |
| Устройство для загрузки шихты на агломерационную машину | 1989 |
|
SU1693339A1 |
| СПОСОБ ЗАГРУЗКИ МАТЕРИАЛА НА КОНВЕЙЕРНУЮ МАШИНУ | 1993 |
|
RU2044245C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

