Изобретение относится к области гальванотехники и может быть использовано для интенсификации процессов нанесения гальванопокрытий на поверхность и в отверстия двусторонних печатных плат. Цель изобретения - интенсификация процесса гальванического покрытия печатных плат, обеспечение равномерного распределения покрытия по поверхности и в отверстиях печатных плат.
Поставленная цель достигается тем, что нанесение гальванических покрытий на поверхность и в отверстия печатных плат ведут в псевдоожиженном слое неэлектропроводных частиц, причем иеэ- лектропроводные частицы берут размером, превышающими 1,1-1,2 раза максимальные
размеры монтажных отверстий печатных плат. Сопоставительный анализ заявляемого способа с прототипом показывает, что заявляемый способ отличается от известного тем, что осаждение металла ведут в псевдоожиженном слое неэлектропроводных частиц, причем размеры частиц превосходят в 1,1-1,2 раза максимальные размеры монтажных отверстий печатных плат.
Сущность предлагаемого способа заключается о следующем.
Покрываемое изделие (двусторонняя печатная плата) помещается в рециркулиру- ющий слой частиц так, что ее покрываемые поверхности располагаются параллельно восходящему потоку электролита, который обеспечивает псевдоожижение и заданную
00
юяД
ы
о
птимальную степень расширения слоя. Чатицы, двигаясь в потоке, производят иненсивное перемешивание электролита у поверхности платы. Соударения частиц с поверхностью приводят к пластической деформации последней, что облегчает зароды- шеобразование, измельчает структуру осадка и позволяет повысить рабочие плотности тока. Механохимическое воздействие частиц псевдоожиженного слоя изменяет характер электрохимического процесса, увеличивая перенапряжение выделения металла. Однако, поскольку размеры частиц выбираются так, чтобы они превосходили размеры наибольших монтажных отверстий в 1,1-1,2 раза с целью недопущения их попадания в отверстия и врастания в осадок, механическое воздействие в отверстиях отсутствует. Это приводит к ускорению процесса осаждения металла в отверстиях и росту осадка металла на поверхности и в отверстиях с сопоставимыми скоростями. Для реализацииспособа существенной является необходимость создания плоской восходящей струи электро- лита с усредненной по всему объему реакционного пространства скоростью. Влияние псевдоожиженного слоя неэлектропроводных частиц на интенсиваность нанесения гальванопокрытий и качество осадка металла определяется воздействием скорости протока электролита, частотой и энергией соударений частиц с обрабатываемой поверхностью. По мере роста скорости протока усиливаются его вклад в перемешивание раствора и кинетическая энергия соударений частиц с поверхностью. При этом возрастает степень расширения псевдоожиженного слоя, уменьшается число частиц в единице объема реакционного пространства и частота соударений. Оптимум влияния псевдоожиженного слоя неэлектропроводных частиц находится в области существования так называемого плотного слоя, в пределах относительных степеней его расширения 1,4-1,6. Необходимым условием реализации способа является использование частиц насадки, превышающих размерами максимальный диаметр отверстий в печатной плате. Если частицы насадки сравнимы по размеру с
0
диаметром отверстий, возможно их прира- стание к поверхности осадка в устьях отверстий. При этом следует учитывать, что скорость протока раствора повышается в квадратичной зависимости от роста среднего размера частиц насадки. Поэтому использование крупных частиц нежелательно, а оптимальными являются частицы, превышающие размер отверстий в 1,1-1,2 раза. В качестве материалов псевдоожиженной насадки используют материалы невысокой плотности (стекло, песок, пластмассы).
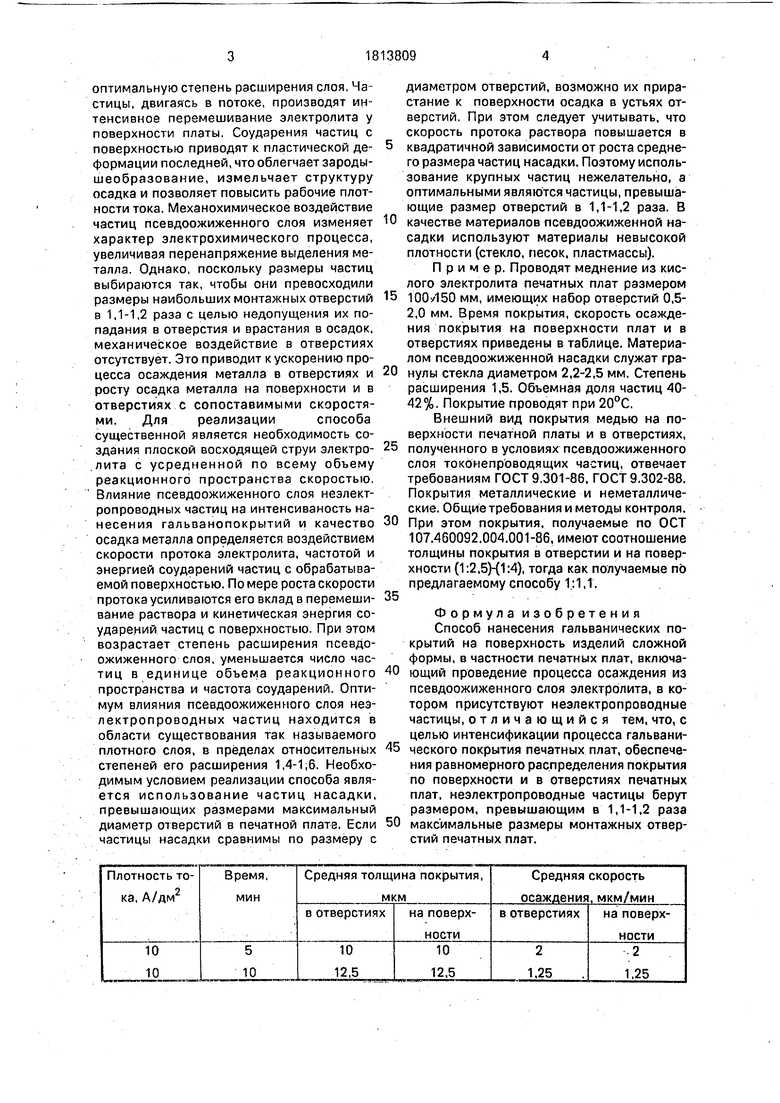
Пример. Проводят меднение из кислого электролита печатных плат размером
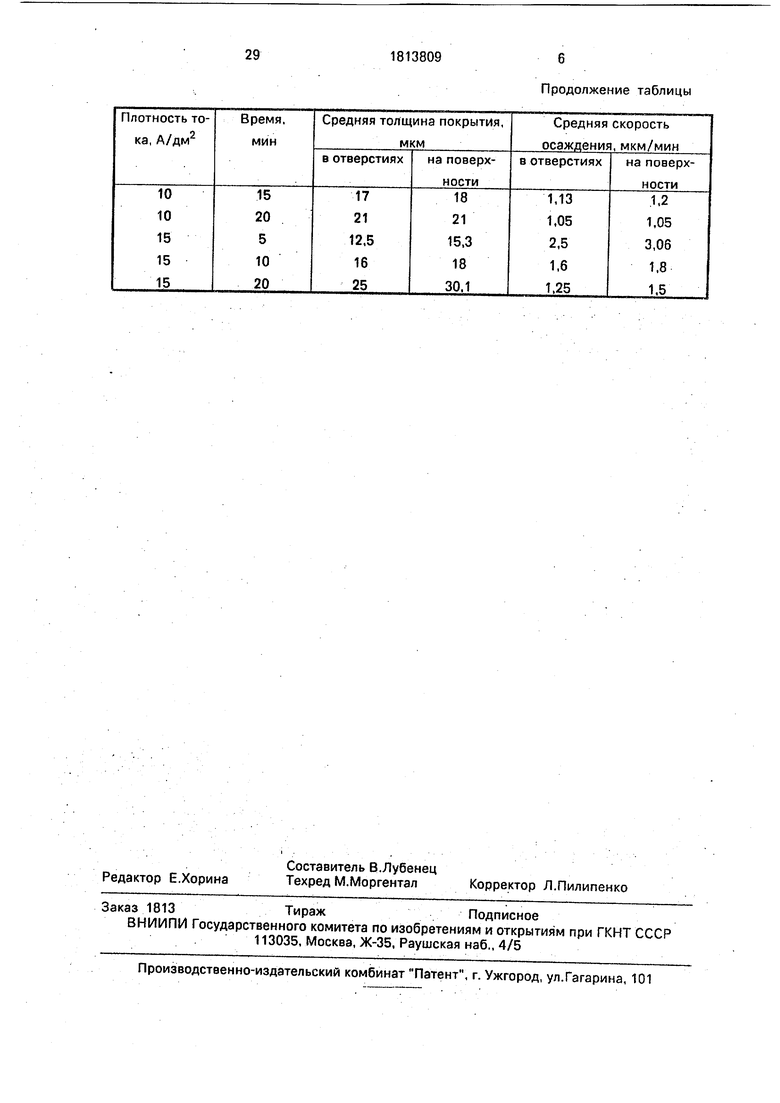
5 100/150 мм, имеющих набор отверстий 0,5- 2,0 мм. Время покрытия, скорость осаждения покрытия на поверхности плат и в отверстиях приведены в таблице. Материалом псевдоожиженной насадки служат гра0 пулы стекла диаметром 2,2-2,5 мм. Степень расширения 1,5. Объемная доля частиц 40- 42%. Покрытие проводят при 20°С.
Внешний вид покрытия медью на поверхности печатной платы и в отверстиях, полученного в условиях псевдоожиженного слоя токонепроводящих частиц, отвечает требованиям ГОСТ 9.301-86. ГОСТ 9.302-88. Покрытия металлические и неметаллические. Общие требования и методы контроля. При этом покрытия, получаемые по ОСТ 107.460092.004.001-86, имеют соотношение толщины покрытия в отверстии и на поверхности (1:2,5)-{1:4), тогда как получаемые по предлагаемому способу 1:1,1.
5-..
Формула изобретения Способ нанесения гальванических покрытий на поверхность изделий сложной формы, в частности печатных плат, включа- 0 ющий проведение процесса осаждения из псевдоожиженного слоя электролита, в котором присутствуют неэлектропроводные частицы, отличающийся тем, что, с целью интенсификации процесса гальванического покрытия печатных плат, обеспечения равномерного распределения покрытия по поверхности и в отверстиях печатных плат, неэлектропроводные частицы берут размером, превышающим в 1,1-1,2 раза максимальные размеры монтажных отверстий печатных плат.
5
0
5
0
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Катодный блок для получения моде-лиРующЕгО ОСАдКА | 1978 |
|
SU804726A1 |
| Устройство для гальванического покрытия в псевдоожиженном слое | 1988 |
|
SU1516513A1 |
| Способ электроосаждения металлов | 1981 |
|
SU1004488A1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНОЙ ИЛИ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 1990 |
|
RU2078405C1 |
| Способ гальванического восстановления изделий | 1989 |
|
SU1730206A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ЗАГОТОВОК ПЕЧАТНЫХ ПЛАТ | 1990 |
|
SU1757433A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| Способ электрохимического осаждения меди | 1980 |
|
SU962337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
Сущность изобретения: для интенсификации процесса и повышения качества нанесения гальванических покрытий на печатные платы осаждение металла ведут в псевдоожиженном слое неэлектропроводных частиц, размеры которых превосходят в 1,1-2 раза максимальные размеры монтажных отверстий печатных плат. 1 табл.
| Счетный сектор | 1919 |
|
SU107A1 |
| Платы печатные | |||
| Типовые технологические процессы. | |||
| Патент США № 4726884, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Заявка ФРГ № 3439750, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ нанесения гальванических покрытий | 1986 |
|
SU1399377A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
