Изобретение относится к технологии электрохимической обработки металлов и может быть использовано в производстве оксидно-злектролитических алюминиевых конденсаторов при оксидировании алюминиевой фольги с формовочным напряжением 10 В.
Цель изобретения - повышение удель- ной емкости фольги с низким напряжением для оксидно-электролитических алюминиевых конденсаторов.
Цель достигается тем, что в способе обработки низковольтной алюминиевой фольги для анодов оксидно-электролитических алюминиевых конденсаторов, включающем травление, очистку поверхности фольги, отжиг и поэтапное анодирование в водном растворе адипината аммония, отжиг фольги проводят при 397-420°С в течение 27-30,5 ,адин, затем проводят первый этап анодиро- вания в течение 10,2-12,2 мин, после чего
проводят дополнительную обработку фольги в 0,05-5%-ном водном растворе лимонной кислоты, второй этап анодирования проводят в течение 14-16 мин, после чего проводят дополнительную обработку в 0,8- 3%-ном водном растворе ортофосфорной кислоты, третий этап анодирования проводят в течение 6,3-8,4 мин.
Было установлено, что отжиг при 397- 420°С в течение 27-30,5 мин в сочетании с дальнейшим процессом трехэтапного анодирования с химической деполяризацией сначала в лимонной, а затем в ортофосфорной кислоте.обеспечивает повышение удельной емкости фольги на 15% по сравнению с прототипом. При этом значения механических свойств фольги значительно превышают те, которые приведены в нормативных документах. Это объясняется тем, что предлагаемый температурно-времен- ной режим, оказывая большое влияние на
00
жА
ы
00
окончательный отжиг, значительно повышает удельную емкость фольги, пластические и механические характеристики фольги. Повышение удельной емкости фольги происходит за счет увеличения поверхности окисной пленки не в результате уменьшения микрогеометрии и металлографической структуры поверхности фольги, а в результате значительного уменьшения толщины окисной пленки за счет отжига в отличие от обычных пленок.
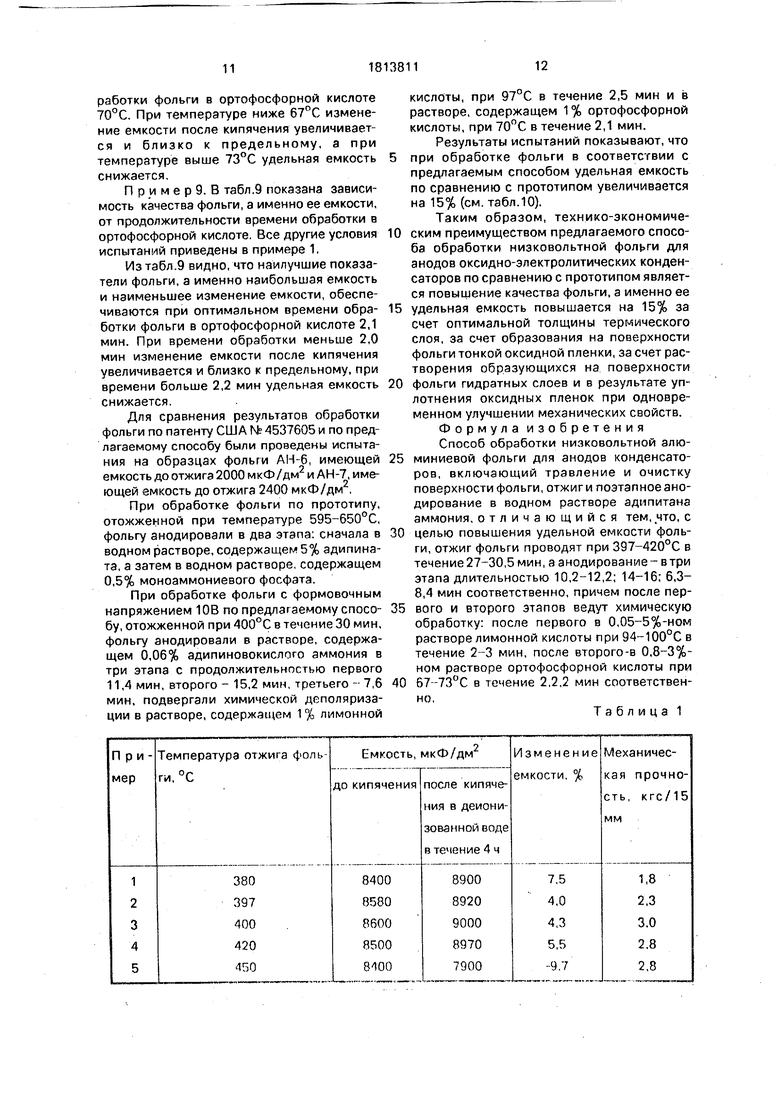
Максимальная удельная емкость на фольге с низким формовочным напряжением, таким как Иф 10В, получается на неотожженной фольге, но при этом фольга получается хрупкая. Так, ранее было установлено, что на отечественной твердой фольге, формованной на напряжение 10В, получить требуемую механическую прочность не представляется возможным, поэтому перед формовкой необходим отжиг фольги при 397-420°С в течение 27-30,5 мин. При уменьшении температуры отжига ниже 397°С фольга не будет достаточно прочной - прочность на разрыв составляет 1,8 кгс/15 мм при норме 2,2 кгс/15 мм. При увеличении температуры выше 420°С на отечественной фольге процент увеличения удельной емкости снижается (см. табл.1).
Отжиг фольги в предлагаемом интервале температур (397-420°С) в течение време- ни меньше 27 мин не обеспечивает достаточной механической прочности фольги за счет изменения внутренней структуры фольги, а именно за счет неравномерной плотности дислокации структуры фольги, в результате чего фольга становится хрупкой и качество ее снижается.
Отжиг в предлагаемом интервале температур (397-420°С) в течение времени больше 30,5 мин снижает емкость фольги за счет увеличения толщины термического слол, образующегося при отжиге (см. табл.2).
Количество этапов анодирования фольги и их продолжительность, а именно первого этапа: 10,2-12,2 мин, второго: 14-16 мин, третьего: 6,3-8,4 мин установлены экспериментально и зафиксированы в тот момент, когда уже сформировалась оксидная пленка, а образованный на поверхности пленки гидратный слой еще минимальный. При этом по сравнению с прототипом при формовке Фольги обеспечивается образование тонкой барьерной оксидной пленки, которая не имеет нежелательной пористой структуры, причиной которой являются гид- ратные слои, образующиеся на оксиде с барьерным слоем, так как оксидная пленка очень чувствительна к влаге, реагирует с
ней, а также с влагой из окружающей среды, образуя нежелательный гидратный слой, вызывая пористость оксидной пленки. Усиленное образование гидратных слоев происходит при превышении максимальных значений приведенных интервалов времени этапов анодирования, что значительно снижает удельную емкость обрабатываемой фольги. При значениях времени этапов ано0 дирования меньше минимального значения приведенных интервалов времени этапов анодирования увеличивается величина изменения удельной емкости после кипячения. Предлагаемый способ анодирования (а
5 именно, приведенные в формуле интервалы времени этапов анодирования) позволяет создать на поверхности обрабатываемой фольги тонкую плотную барьерную оксид- ную пленку и предотвращает образование
0 гидроокиси (см. табл.3).
Проведение первого этапа анодирования фольги в течение 10,2-12,2 мин обеспечивает повышение удельной емкости за счет образования плотной и тонкой оксидной
5 пленки (см. табл.3).
Проведение первого этапа анодирования фольги в течение времени менее 10,2 мин за счет недоформовки фольги ухудшает качество оксидного слоя, то есть в реэульта0 те увеличиваются процент изменения удельной емкости, ток утечки и время достижения формовочного напряжения.
Проведение первого этапа анодирования фольги в течение времени более 12,2
5 мин снижает удельную емкость за счет переформовки фольги.
Проведение второго этапа анодирования фольги в течение 14-16 мин позволяет повысить удельную емкость фольги за счет
0 образования на ее поверхности плотной и тонкой оксидной пленки.
Проведение второго этапа анодирования фольги в течение времени менее 14 мин за счет недоформовки ухудшается качество
5 оксидного слоя фольги, то есть увеличиваются процент изменения удельной емкости, ток утечки и время достижения формовочного напряжения.
Проведение второго этапа анодирова0 ния фольги в течение времени более 16 мин снижает удельную емкость фольги за счет того, что фольга переформовывается.
Проведение третьего этапа анодировэ- ния фольги в течение времени 6,3-8,4 мин
5 позволяет повысить удельную емкость фольги за счет образования тонкой и плотной оксидной пленки.
Проведение третьего этапа анодирования фольги в течение времени меньше 6,3 мин за счет недоформовки фольги ухудшает
качество оксидного слоя, то есть увеличиваются процент изменения удельной емкости, ток утечки и время достижения формовочного напряжения.
Проведение третьего этапа анодирова- ния фольги в течение времени больше 8,4 мин снижает удельную емкость за счет того, что фольга переформовывается.
Известно, что гидратные слои могут стареть, когда между процессом гидратации и анодированием имеется промежуток времени, например после первого этапа аноди- рования до второго этапа. Чтобы избавиться или хотя бы максимально уменьшить присутствие на поверхности фольги застаревшего гидратного слоя и тем самым значительно повысить емкость фольги, экспериментально было установлено, что дополнительная обработка фольги после первого этапа анодирования 0,05-5%-ным раствором лимонной кислоты, а после второго этапа анодирования 0,8-3%-ным раствором ортофосфорной кислоты как деполяризаторов обеспечивает образование плотной и тонкой оксидной пленки.
Ведение после первого этапа анодирования химической деполяризации фольги в растворе, содержащем 0,05-5% лимонной кислоты, способствует растворению присутствующих на поверхности фольги старых гидратных-с/юев и препятствует гидратиро- еанию поверхности алюминия в процессе анодирования.
Химическая деполяризация фольги в растворе, содержащем лимонной кислоты меньше 0,05%, снижает удельную емкость фольги за счет того, что не весь гид ратный слой снят с поверхности фольги.
Химическая деполяризация фольги в растворе, содержащем лимонной кислоты больше 5%, значительно повышает процент изменения емкости, так как при этом растворяется часть первичного гидратного слоя, который впоследствии переходит в оксид ба рьерн о го ти п а.
Химическая деполяризация фольги в растворе лимонной кислоты при 94-100°С обеспечивает повышение удельной емкости фольги за счет образования тонкого и плотного оксидного слоя.
Химическая деполяризация фольги в растворе лимонной кислоты при температуре ниже 94°С снижает удельную емкость за счет уменьшения скорости реакции на поверхности алюминия.
Химическая деполяризация фольги в растворе лимонной кислоты при температуре выше 100°С невозможна, так как эта температура является температурой кипения лимонной кислоты.
Химическая деполяризация фольги в растворе лимонной кислоты в течение 2-3 мин обеспечивает повышение удельной емкости за счет образования тонкой и плотной оксидной пленки.
Химическая деполяризация фольги в растворе лимонной кислоты в течение времени меньше 2 мин снижает удельную емкость за счет недостаточного времени реализации емкости современной высокоемкостной анодной фольги.
Химическая деполяризация фольги в растворе лимонной кислоты в течение времени больше 3 мин снижает удельную емкость зз счет растворения части первичного гидратного слоя, который впоследствии переходит в оксид барьерного типа.
Ведение химической деполяризации фольги в растворе, содержащем 0,8-3% ортофосфорной кислоты, увеличивает сопротивление окисной пленки гидратации.
Химическая деполяризация фольги в растворе, содержащем ортофосфорной кислоты меньше 0,8%, снижает стойкость к гидратации фольги, ухудшает качество оксидного слоя при кипячении в деионизо- ванной зоде в течение 4 ч. При этом измене- ние емкости близко к предельному значению.
Химическая деполяризация фольги в растворе, содержащем ортофосфорной кислоты большеЗ%,снижаетудельную емкость фольги за счет того, что часть первичного гидратного слоя переходит в оксид барьерного типа.
Ведение химической деполяризации фольги в растворе ортофосфорной кислоты при 67-73°С обеспечивает повышение удельной емкости фольги за счет образования плотной и тонкой оксидной пленки.
Химическая деполяризация фольги в растворе ортофосфорной кислоты при температуре ниже 67°С снижает качество оксидного слоя, так как изменение емкости близко к предельному значению.
Химическая деполяризация фольги в растворе ортофосфорной кислоты при тем- .пературе выше 73°С снижает удельную емкость фольги за счет растворения части гидратного слоя и утолщения оксида барьерного слоя.
Химическая деполяризация фольги в растворе ортофосфорной кислоты в течение 2-2,5 мин обеспечивает повышение удельной емкости за счет образования тонкой и плотной оксидной пленки.
Химическая деполяризация фольги в растворе ортофосфорной кислоты в течение времени меньше 2 мин снижает качество
оксидногослоя. В результате изменение емкости близко к предельному.
Химическая деполяризация фольги в растворе ортофосфорной кислоты в течение времени больше 2,2 мин снижает удельную емкость фольги за счет растворения части гидратного слоя и утолщения оксидного слоя.
Таким образом , химическая деполяризация лимонной и ортофосфорной кислот способствует уплотнению окисных пленок. В результате рельеф поверхности анодированной фольги, обработанной по предлагаемой схеме, приближается к рельефу травленой фольги, то есть площадь активной рабочей поверхности фольги увеличива- ется в отличие от прототипа. Следовательно, удельная емкость фольги повышается на 15% по сравнению с прототипом, а изменение удельной емкости после кипячения снижаете(см. табл.4 и 5).
К тому же механические свойства низковольтной оксидированной фольги улучшаются за счет того, что сформированная оксидная пленка тонкая, а значит менее хрупкая, более эластичная (см. табл.4 и 5).
Предлагаемый способ обработки низковольтной алюминиевой фольги для анодов оксидно-электролитических алюминиевых конденсаторов в совокупности указанных в формуле признаков обеспечивает повышение удельной емкости фольги в среднем на 15% по сравнению с прототипом одновременно со значительным улучшением механических свойств за счет оптимальной толщины термического слоя, за счет растворения образующихся на поверхности фольги гидратных слоев и в результате уплотнения оксидных пленок при одновременном улучшении механических свойств.
При проведении поиска на новизну заявляемого объекта способы обработки низ- ковольтной алюминиевой фольги по заявленной формуле изобретения, придающие объекту указанные выше свойства, не были обнаружены, из чего можно сделать вывод, что предложенное техническое решение обладает существенными отличиями.
Для осуществления предлагаемого способа обработки низковольтной алюминиевой фольги травленую и бчищенную фольгу отжигали при 400°С в течение 30 мин.
Затем фольгу подвергали анодной обработке в три этапа на напряжение 10В. Ано- дирование фольги на первом этапе проводили в растворе, содержащем 0,06% адипиновокислого аммония при температуре раствора 87 ± 3°С и плотности 0,35 ±0,15 А/дм2. Продолжительность первого этапа
анодирования 11,4 мин. После первого этапа анодирования фольгу подвергали химической деполяризации в растворе, содержащем 1% лимонной кислоты при
температуре 97°С в течение 2,5 мин. Второй этап проводили в том же 0,06%-ном растворе адипиновокислого аммония при температуре раствора 87 ±3°С и плотности тока 0,35± 0,15 А/дм2 при продолжительности
15,2 мин. После второго этапа анодирования фольгу подвергали химической деполяризации в растворе, содержащем 1% ортофосфорной кислоты при 70°С в течение 2,1 мин. Третий этап анодирования также
проводили в 0,06%-ном растворе адипиновокислого аммония при 87± 3°С и плотности тока 0,35± 0,15 А/дм2 при продолжительности 7,6 мин,
Проводятся примеры осуществления
предлагаемого способа обработки низковольтной алюминиевой фольги для анодов оксидно-электролитических алюминиевых конденсаторов.
Испытания проводили на образцах
фольги АН-7 с емкостью 2400 мкФ/дм2; фольгу, применяемую в изготовлении конденсаторов анодировали на напряжение 10В. Нормативные данные на изменение емкости соответствуют международным
стандартам и не должны превышать 10%. Нормативные данные на механическую прочность соответствуют техническим условиям УМО 045.428 ТУ.
П р и м е р 1. В табл. 1 показана зависимость качества фольги, а именно ее емкости и механической прочности, от температуры отжига. Время отжига - 30 мин, продолжительность первого этапа анодирования 11,4 мин, второго - 15,2 мин, третьего - 7,6 ммн ,
концентрация адипиновокислого аммония 0,06%, температура анодирования 87°С, обработка фольги в лимонной кислоте с концентрацией 1 % при 97°С в течение 2,5 мин, обработка фольги в ортофосфорной кислоте
с концентрацией 1 % при 70°С в течение 2,1 мин взяты оптимальными.
Из табл.1 видно, что наилучшие показатели фольги, а именно наибольшая ее емкость, соответствуют оптимальному
соотношению изменения емкости и механической прочности и обеспечиваются при оптимальной температуре отжига 400°С за счет оптимальной толщины термического слоя фольги. При 380°С по сравнению с оптимальной температурой отжига наблюдаются большее изменение емкости и повышенная хрупкость фольги за счет неравномерной дислокации внутренней структуры фольги, то есть механическая
прочность значительно ниже допустимой по норме, а при 450°С наблюдается снижение емкости фольги за счет повышения температуры, а именно за счет утолщения оксидной пленки.
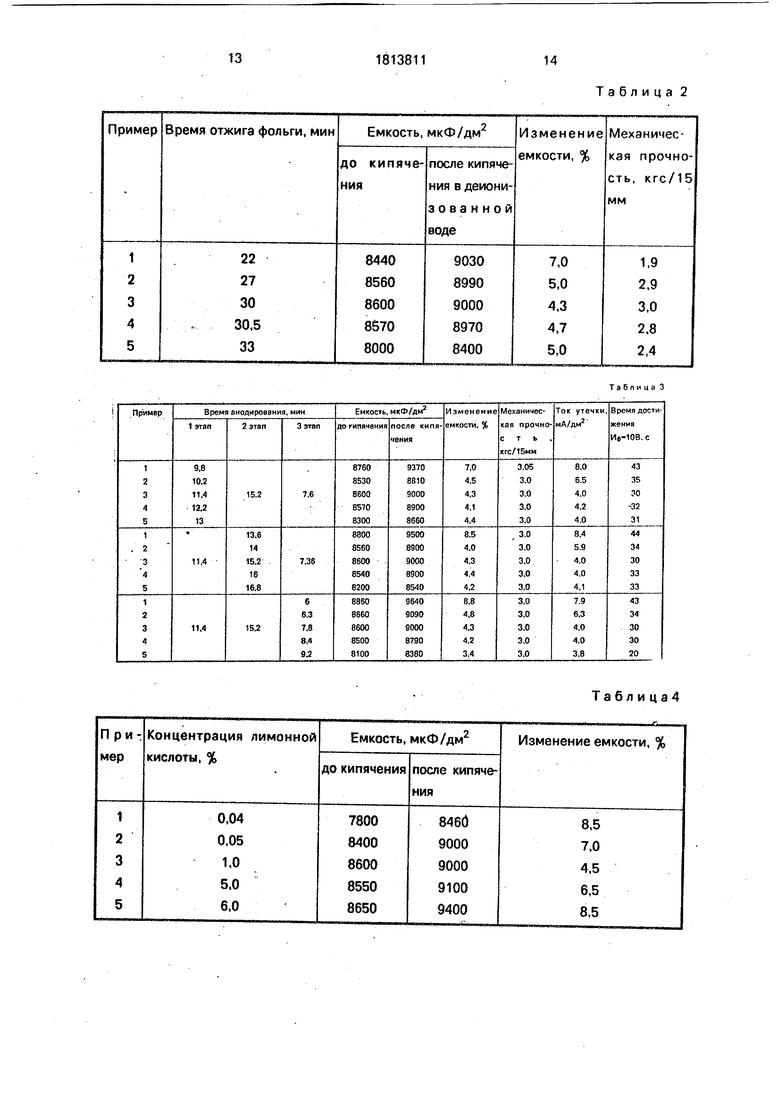
В табл.2 показана зависимость качества фольги, а именно ее емкости и механической прочности, от времени отжига. Температура отжига 400°С. Все прочие условия приведены в примере 1.
Из табл.2 видно, что наилучшие показатели фольги, а именно наибольшая емкость при оптимальном соотношении изменения емкости и механической прочности соответственно, обеспечиваются при оптимальном времени отжига 30 мин за счет оптимальной толщины термического слоя. При отжиге в течение 22 мин наблюдаются очень низкие механические свойства фольги, а именно высокая хрупкость фольги за счет неравномерной дислокации внутренней структуры фольги, то есть механическая прочность значительно ниже допустимой по норме, а при отжиге в течение 33,5 мин наблюдается снижение емкости фольги за счет повышения температуры, а именно за счет утолщения оксидной пленки.
ПримерЗ. В табл.3 показана зависимость качества фольги, а именно ее емкости и механической прочности, от времени этапов анодировзния. Все прочие условия испытаний приведены в примере 1.
Из табл.3 видно, что максимальное значение удельной емкости получается при оп- тимальных значениях времени анодирования по этапам, которые находятся в пределах интервалов времени поэтапного анодирования, приведенных в формуле изобретения. При времени анодирования меньше, чем минимальные значения предлагаемых пределов, процент изменения удельной емкости после кипячения в деионизованной воде увеличивается, при этом стойкость оксидной пленки к гидратации снижается, а при увеличении времени анодирования больше, чём максимальные значения предлагаемых пределов времени, значения удельной емкости снижаются.
Пример 4. В табл.4 показана зависимость качества фольги, а именно ее емкости, от концентрации лимонной кислоты. Все другие условия испытаний приведены в примере 1.
Из табл.4 видно, что наилучшие показатели фольги, а именно наибольшая емкость и наименьшее изменение емкости, обеспечиваются при оптимальной концентрации лимонной кислоты 1%. При. концентрации лимонной кислоты меньше 0,05% значения
емкости снижаются, а изменение емкости близко к предельному значению, а при кон- центрации лимонной кислоты больше 5,0% наблюдается значительное изменение ем- 5 кости при кипячении, близкое к предельному значению.
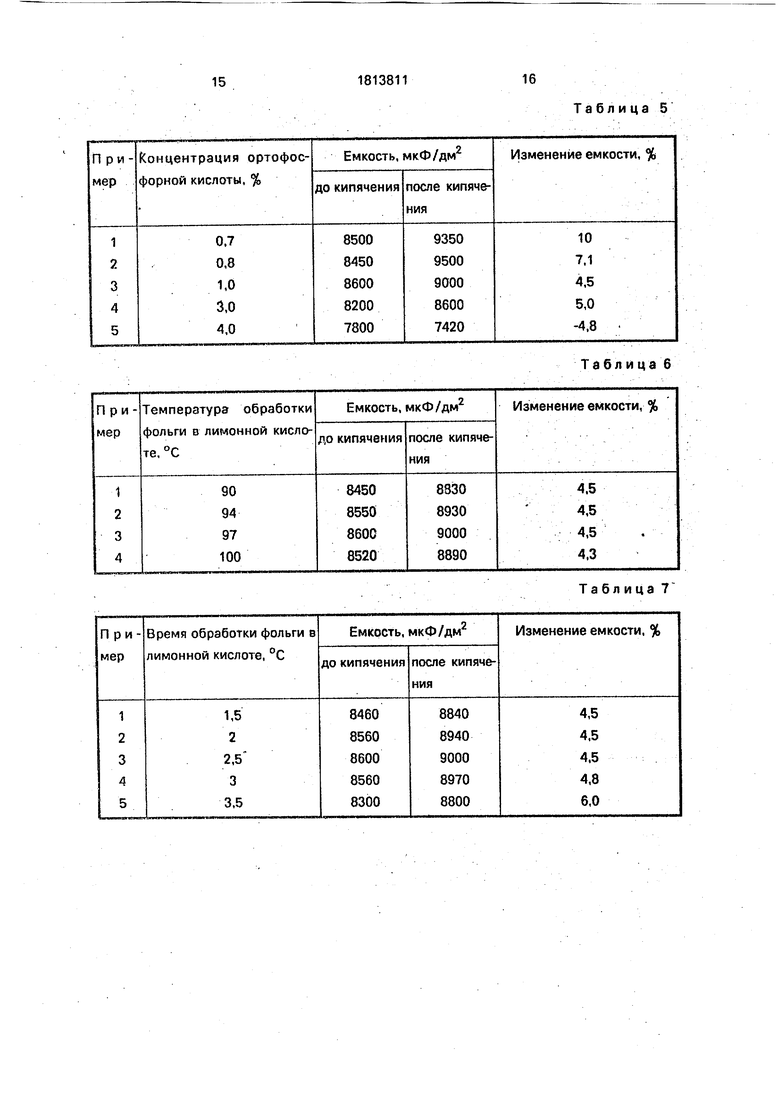
П р и м е р 5. В табл.5 показана зависимость качества фольги, а именно ее емкости, от концентрации ортофосфорной кислоты
0 при обработке фольги. Все другие условия испытаний приведены в примере 1.
Из табл.5 видно, что наилучшие показатели фольги, а именно наибольшая емкость и наименьшее изменение емкости, обеспе5 чиваются при оптимальной концентрации ортофосфорной кислоты 1%. При концентрации меньше 0,8% значения изменения емкости на границе нормы и превышают норму, а при концентрации ортофосфорной
0 кислоты больше 3,0% значение емкости значительно снижается.
Пример 6. В табл.6 показана зависимость качества фольги, а именно ее емкости, от температуры обработки фольги в лимон5 ной кислоте. Все другие условия испытаний приведены в примере 1.
Из табл.6 видно, что наилучшие показатели фольги, а именно наибольшая емкость и наименьшее изменение емкости, обеспе0 чиваются при оптимальной температуре обработки фольги в лимонной кислоте 97°С. При температуре ниже 94°С наблюдается снижение удельной емкости, а при температуре выше 100°С вести процесс нецелесооб5 разно, так как лимонная кислота кипит при температуре 100°С.
Пример. В табл.7 показана зависимость качества фольги, а именно емкости фольги, от продолжительности времени об0 работки в лимонной кислоте. Все другие условия испытаний приведены в примере 1.
Из табл.7 видно, что наилучшие показатели фольги, а именно наибольшая емкость и наимэньшее изменение удельной емко5 сти, обеспечиваются при оптимальном времени обработки фольги в лимонной кислоте 2,5 мин. При времени обработки меньше 2 мин удельная емкость снижается, при времени больше 3 мин удельная емкость также
0 снижается, а изменение емкости после кипячения увеличивается,:
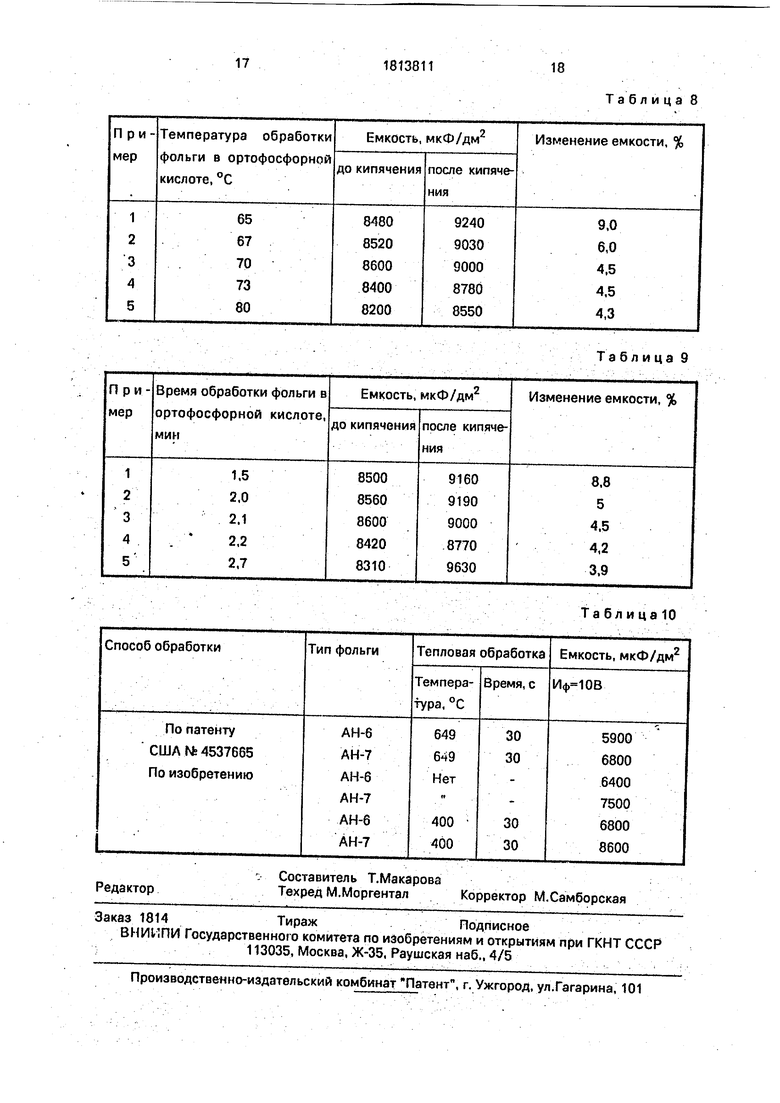
П р и м е р 8. В табл.8 показана зависимость качества фольги, а именно ее емкости, от температуры обработки фольги в орто5 фосфорной кислоте. Все другие условия испытаний приведены в примере 1, .
Из табл.8 видно, что наилучшие показатели фольги, а именно наибольшая емкость и наименьшее изменение емкости, обеспечиваются при оптимальной температуре обработки фольги в ортофосфорной кислоте 70°С. При температуре ниже 67°С изменение емкости после кипячения увеличивается и близко к предельному, а при температуре выше 73°С удельная емкость снижается.
Пример 9. В табл.9 показана зависимость качества фольги, а именно ее емкости, от продолжительности времени обработки в ортофосфорной кислоте. Все другие условия испытаний приведены в примере 1.
Из табл.9 видно, что наилучшие показатели фольги, а именно наибольшая емкость и наименьшее изменение емкости, обеспечиваются при оптимальном времени обработки фольги в ортофосфорной кислоте 2,1 мин. При времени обработки меньше 2,0 мин изменение емкости после кипячения увеличивается и близко к предельному, при времени больше 2,2 мин удельная емкость снижается.
Для сравнения результатов обработки фольги по патенту США № 4537605 и по предлагаемому способу были проведены испытания на образцах фольги АН-6, имеющей емкость до отжига 2000 мкф/дм2 и АН-7, имеющей емкость до отжига 2400 мкФ/дм2,
При обработке фольги по прототипу, отожженной при температуре 595-650°С, фольгу анодировали в два этапа: сначала в водном растворе, содержащем 5% адипина- та, а затем в водном растворе, содержащем 0,5% моноаммониевого фосфата.
При обработке фольги с формовочным напряжением 10В по предлагаемому способу, отожженной при 400°С в течение 30 мин, фольгу анодировали в растворе, содержащем 0,06% адипиновокислого аммония в три этапа с продолжительностью первого 11,4 мин, второго - 15,2 мин, третьего - 7,6 мин, подвергали химической деполяризации в растворе, содержащем 1% лимонной
кислоты, при 97°С в течение 2,5 мин и в растворе, содержащем 1 % ортофосфорной кислоты, при 70°С в течение 2,1 мин.
Результаты испытаний показывают, что
при обработке фольги в соответствии с предлагаемым способом удельная емкость по сравнению с прототипом увеличивается на 15% (см. табл.10).
Таким образом, технико-экономическим преимуществом предлагаемого способа обработки низковольтной фольги для анодов оксидно-электролитических конденсаторов по сравнению с прототипом является повышение качества фольги, а именно ее
удельная емкость повышается на 15% за счет оптимальной толщины термического слоя, за счет образования на поверхности фольги тонкой оксидной пленки, за счет растворения образующихся на поверхности
фольги гидратных слоев и в результате уплотнения оксидных пленок при одновременном улучшении механических свойств. Формула изобретения Способ обработки низковольтной алюминиевой фольги для анодов конденсаторов, включающий травление и очистку поверхности фольги, отжиг и поэтапное ано- дирование в водном растворе адипитана аммония, отличающийся тем, что, с
целью повышения удельной емкости фольги, отжиг фольги проводят при 397-420°С в течение 27-30,5 мин, аанодирование-втри этапа длительностью 10,2-12,2; 14-16; 6,3- 8,4 мин соответственно, причем после первого и второго этапов ведут химическую обработку: после первого в 0,05-5%-ном растворе лимонной кислоты при 94-100°С в течение 2-3 мин, после второго-в 0,8-3%- ном растворе ортофосфорной кислоты при
б7-73°С в течение 2,2,2 мин соответственно,
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛЮМИНОФОРА НА ОСНОВЕ ГУБЧАТОГО НАНОПОРИСТОГО ОКСИДА АЛЮМИНИЯ | 2017 |
|
RU2655354C1 |
| Способ получения эластичной алюмооксидной наномембраны | 2017 |
|
RU2678055C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАН С РЕГУЛЯРНЫМИ НАНОПОРАМИ ИЗ ОКСИДОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2009 |
|
RU2405621C2 |
| Способ получения каталитически активного композитного материала | 2017 |
|
RU2641290C1 |
| СПОСОБ ФОРМИРОВАНИЯ ГИБРИДНОГО ПОКРЫТИЯ НА АЛЮМИНИИ | 2023 |
|
RU2796602C1 |
| Электролит для анодирования алюминия и его сплавов | 1980 |
|
SU956631A1 |
| ЭЛЕКТРОЛИТ ДЛЯ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ МЕДНЫХ ГАЛЬВАНОПОКРЫТИЙ | 2013 |
|
RU2529328C1 |
| СПОСОБ НАНЕСЕНИЯ МЕДНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2471020C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА НА ОСНОВЕ НАНОТРУБОК ДИОКСИДА ТИТАНА И ПЛЕНОЧНОЙ НАНОСТРУКТУРЫ НИКЕЛЯ | 2023 |
|
RU2837150C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА НА ОСНОВЕ НАНОТРУБОК ДИОКСИДА ТИТАНА И СФЕРИЧЕСКИХ НАНОЧАСТИЦ НИКЕЛЯ | 2023 |
|
RU2837151C1 |
Использование: производство оксидно- электролитических алюминиевых конденсаторов. Сущность изобретения: алюминиевую фольгу подвергают травлению, очистке, отжигу при 397-420°С в течение 27-30,5 мин, а затем анодируют в водном растворе адипината аммония в три этапа длительностью 10,2-12,2; 1 4-16; 6,3-8,4 мин соответственно, причем после первого и второго этапов проводят химическую обработку в 0,05-0,5%-ном растворе лимонной кислоты при 94-100°С в течение 2-3 мин и 0,8-3%- ном растворе ортофосфорной кислоты при 67-73°С в течение 2-2,2 мин соответственно, 10 табл.
Таблица 3
Таблица
Таблица 5
Таблица 6
Таблица 7
Таблица 8
Таблица 9
ТаблицаЮ
| Патент США Г 4537665, кл, С 25 D 11/12, 1985 |
