Изобретение относится к области неразрушающего контроля качества сварных соединений методом радиографии и может быть использовано в различных отраслях народного хозяйства, использующих метод радиографии для контроля качества сварки.
Цель изобретения повышение надежности обнаружения дефектов сварки, сокращение непроизводительных затрат времени и расхода фотоматериалов.
Поставленная цель достигается тем, что пучок излучения, например рентгеновского, направляют в плоскости наиболее вероятного пространственного распределения внутренних дефектов, а направление излучения контролируют по изображению на снимке эталона, представляющего собой набор металлических призм, уложенных вплотную друг к другу.
Достижение поставленной цели обеспечивается тем, что при выявлении дефекта и щелей эталона одновременно на снимке можно судить о пространственном расположении дефекта, о направлении просвечивания, а при совпадении плоскости, в которой расположен дефект, с направлением излучения выявить его можно, если его протяженность в направлении излучения не меньше чувствительности радиографии.
В случае несовпадения или частотного совпадения плоскостей щелей эталона с наибольшей пространственной плоскостью дефекта после просмотра первого рентгеновского снимка возникает возможность достаточно точной корректировки геометрии просвечивания.
Критерием выявляемости дефектов в направлении просвечивания является изображение на пленке щелей эталона.
На фиг. 1 показана схема рентгенографии с использованием эталона, где 1
анод рентгеновской трубки; 2 направления излучения; 3 объект контроля; 4 - рентгеновская пленка; 5 эталон; 6 эталон чувствительности по ГОСТ 7512-82; на фиг. 2 предлагаемый эталон для промышленной радиографии, состоящий из набора призм. Способ их скрепления значения не имеет (клей, хомут). Размер призм "b" в направлении просвечивания должен быть не меньше толщины используемого канавочного эталона чувствительности по ГОСТ 7512-82 с целью уверенного выявления изображения призм на пленке. Остальные размеры "a" значения не имеют. Плоскости сопряжения граней призм эталона являются имитаторами протяженного дефекта в двух взаимно перпендикулярных плоскостях. Выявление имитаторов на снимке одновременно с изображением дефекта указывает на то, что была обеспечена чувствительность при радиографии для выявления аналогичных и всех более крупных дефектов, лежащих в плоскости имитаторов.
Изобретение иллюстрируется следующим примером. Проводилась рентгенография сварного стыкового соединения толщиной 8 мм из стали аппаратом МИРА-2Д. Цель радиографии выявление непровара в корне шва. Рентгенография проводилась под различными углами по отношению к плоскости расположения дефекта. Эталон, представляющий собой набор из 9 прямоугольных призм общим размером 10х10х6 мм, устанавливался на контролируемом участке. Просвечивание велось на пленку РТ-1, фокусное расстояние 300 мм, время экспозиции 50 с.
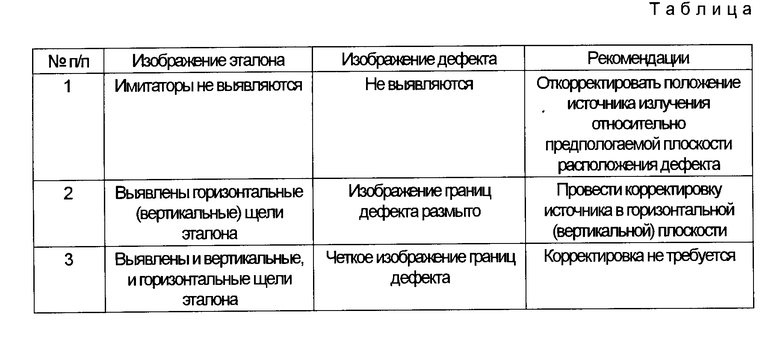
Результаты приведены в таблице.
Из данных примера видно, что заявляемое устройство в сочетании с канавочным эталоном чувствительности позволяет с высокой степенью вероятности судить о качестве сварного соединения, что подтверждается данными металлографического анализа (фотографирование шлифов на микроскопе МИМ-7 при увеличении в 70 раз).
Применение предложенного эталона для контроля качества сварных швов позволит повысить надежность обнаружения дефектов и, как следствие, надежность конструкции. Внедрение эталона в практику радиографии несложно в условиях механической мастерской.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭТАЛОН ДЛЯ РАДИОГРАФИИ | 1994 |
|
RU2085916C1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПО РЕЗУЛЬТАТАМ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ | 2006 |
|
RU2318204C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2392609C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2399908C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2243541C2 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2006 |
|
RU2313080C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ С ПРИМЕНЕНИЕМ ФОСФОРНЫХ ЗАПОМИНАЮЩИХ ПЛАСТИН | 2009 |
|
RU2393463C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
Использование: радиационный контроль, а именно методы и устройства для промышленной радиографии. Сущность изобретения: дефектометр выполнен в виде набора прямоугольных призм, уложенных вплотную друг к другу. Имитаторами дефектов служат плоскости сопряжения призм. Толщина призм выбирается не меньше величины чувствительности контроля. 2 ил.
Эталон для промышленной радиографии, содержащий корпус с имитаторами дефектов, отличающийся тем, что, с целью повышения надежности выявления протяженных дефектов с малым раскрытием, сокращения времени контроля и расхода фотоматериалов, он содержит набор прямоугольных призм, укладываемых вплотную друг к другу, причем имитаторами дефектов служат плоскости сопряжения упомянутых призм в двух взаимно перпендикулярных пространственных положениях, а каждая из призм в одном из направлений имеет размер не меньше величины абсолютной чувствительности контроля.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Румянцев С.В | |||
| Радиационная дефектоскопия | |||
| М.: Атомиздат, 1974, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
