1
Изобретение относится к обувным машинам для предварительной обработки заготовок перед обтяжными и затяжными операциями, в частности к устройствам для влажно-тепловой обработки заготовок.
Известны устройства для влажно-тепловой обработки обувных деталей, в том числе заготовок верха, включающие генератор рабочей среды, рабочую камеру для обработки заготовок и загрузочно-выгрузочный механизм в виде каретки с автоматической выдержкой ее в рабочей камере 1.
В этих устройствах каретка загрузочно-выгрузочного механизма выполнена в виде сетчатой рамки по всей ширине рабочего прохода, на которую устанавливаются две или несколько деталей обуви, например, заготовок верха.
Учитывая, что затяжно-обтял ные операции производятся последовательно в ритме работы конвейера, а эффект термовлажной обработки уменьшается во времени, загрузочно-выгрузочные механизмы с одной кареткой не обеспечивают стабильности пластических свойств материала заготовок перед обтяжнозатяжными операциями.
Это в значительной степени устраняется в устройствах для термовлажной обработки заготовок верха. Эти устройства имеют загрузочно-выгрузочный механизм, выполненный в виде двух или нескольких кареток, работаюших независимо друг от друга.
Известное устройство для термовлажпой обработки заготовок нерха обуви имеет генератор для создания рабочей среды, рабочую камеру с гибкой шторкой для закрывания загрузочного окна, а также загрузочно-выгру зочный механизм с двумя независимо работающими каретками. Каретки вынолиены в виде прямоугольных сеток с вертикальными штыреобразнымп стойками для фиксации положения заготовки 2.
В этом устройстве при неполном заходе заготовки в рабочую камеру (что требуется для локальной обработки заготовок) гибкая шторка не обеспечивает полного закрывания загрузочного отверстия в месте установки заготовки. Все это приводит к дополнительным затратам энергии.
Штыреобразная стойка на плоской сетчатой каретке недостаточно надежно фиксирует положение заготовки, не устраняя возможности поворота ее вокруг штыря. Это требует увеличения габаритов по ширине как самой сетки, так, соответственно, рабочей камеры и всего устройства.
Кроме того, при таком устройстве фиксирования, заготовка своей затяжной кромкой со слоем клея соприкасается с сеткой каретки.
что может привести к изменению клеевой пленки.
Цель предлагаемого изобретения - снижение тепловых потерь в рабочей Камере и со дание п 1дсл-П10Й фиксации заготовок о;;обо:о размера на л:обу 0 длину входа в рабочую камеру.
Надежная фиксация заготовок любого размера на любую длину входа в рабочую камеру достигается тем, что средство для установки заготовки в пяточном участке вынолнепо в виде пластины из упругого материала, имеющей пазы для фиксации крыльев задника, при этом внутренняя поверхность пластины иокрыта теплоизоляционным слоем. Боковое смещение носовой части заготовки исключается за счет установки грапичительных щтырей в передней части каретки.
Снижение тепловых потерь достигается тем, что на внутренние стенки рабочей камеры положен теплоизоляционный материал, не сопрнкасающийся с наружными стенками, а каркас зажима, установленного в задней части каретки, закрыт мягким упругим теплоизоляционным материалом (отдельно дугообразиая часть и боковые стороны). В результате образуется заслонка, закрывающая загрузочное окно рабочей камеры. Для предотвращения повреждения лицевого слоя заготовки и прилипания клея, нанесенного на ее затяжную кромку, внутреппие поверхности щелей иокрыты фторопластовой оболочкой.
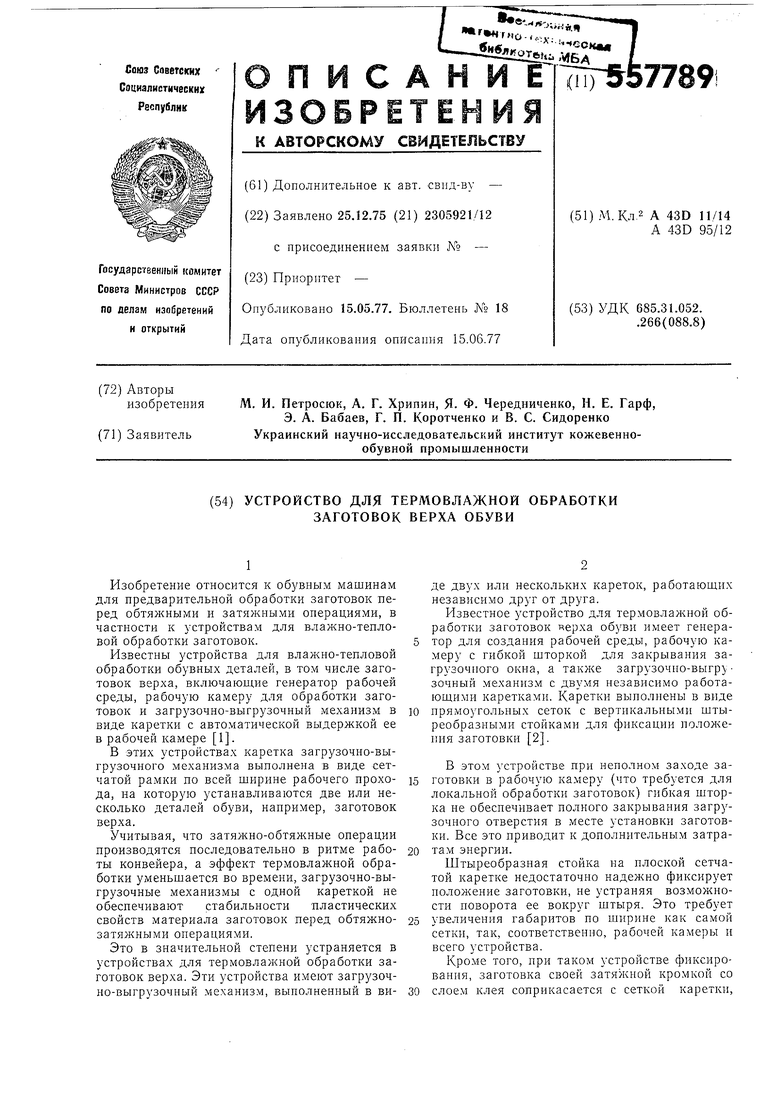
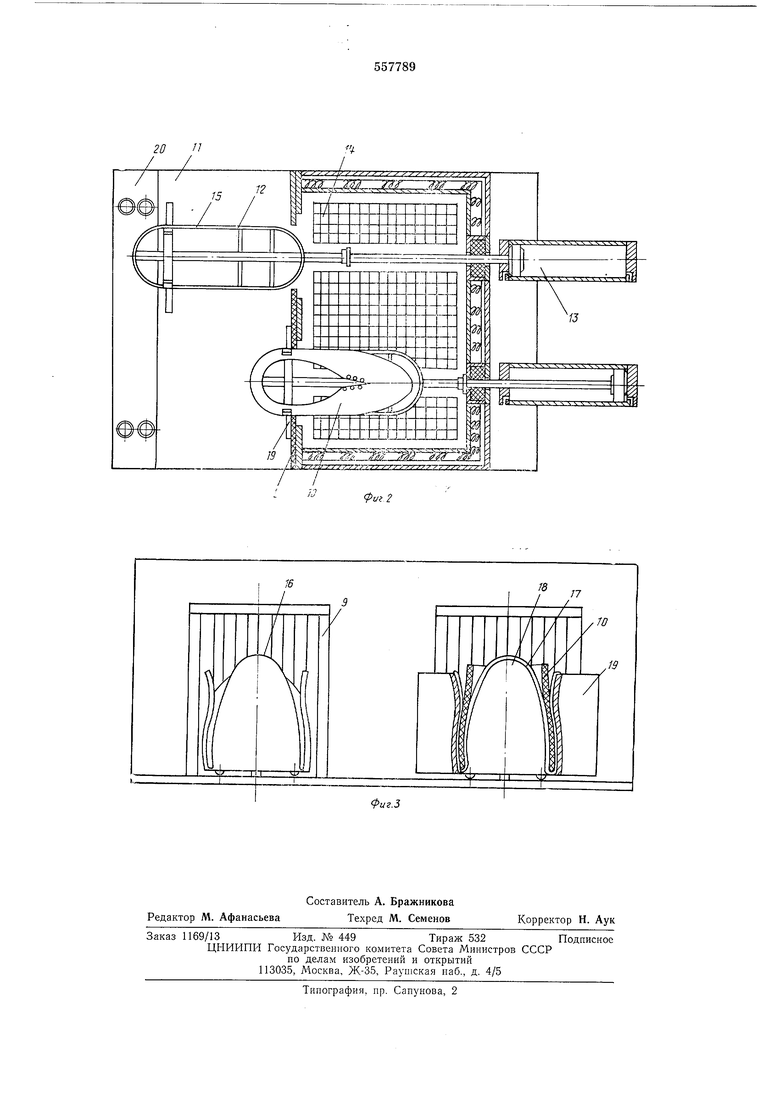
На фиг. 1 изображена принципиально-конструктивная схема предлагаемой устаиовки; на фиг. 2 - принципиальио-конструктивпая схема механизма загрузки-выгрузки; на фиг. 3 - принципиальпо-коиструктивная схема зажима-заслоики.
Нредлагаемая установка содержит генератор рабочей среды 1 с заданной ироизводительиостью для производства пара и подогрева его до заданной температуры. Генератор рабочей среды 1 состоит из трубчатого электронагревателя 2 для подогрева воды и трубчатого электронагревателя 3 для иодогрева иара. Рабочая камера 4 предназначается для создания в пей рабочей среды влажного воздуха с определенной температурой и отиосительной влажностью и выдержки в ней заготовок заданное время. Внутренний кожух 5 рабочей камеры 4 окружен с боков и сверху теплоизоляционным материалом 6, например, щлаковатой. Между слоем теплоизоляции 6 и наружным кожухом 7 имеется зазор. Для предотвращения оседаиия теплоизоляции на стенках камеры предусмотрены горизонтальные иоддерживающие полочки 8. В передней стенке камеры имеются два загрузочных окна, закрытые войлочными шторками 9, через которые производится загрузка заготовок 10 в рабочую камеру. Механизм загрузки-выгрузки (фиг. 2) предиазначен для загрузки и (после определенного времени выдержки) автоматической выгрузки заготовок обуви из рабочей камеры. Он состоит из базовой плиты 11,
двух загрузочных кареток 12 и двух пневмоцилиндров 13. Все элементы механизма загрузки-выгрузки моптируются па базовой плите 11, которая также выполняет функции л, рабочей камеры 1 В плите имеются окна против генератора рабочей среды 1. Окна закрыты сеткой 14, через которую подогретый пар поступает в рабочую камеру. Загрузочные каретки 12 представляют собой каркасную конструкцию. Носочная часть каретк; крепптся к штокам пиевмонилпндров 13. В носочной части каретки имеютс;: штыри 15, ограничивающие боковое смещение носочной части заготовки, а в пяточной части расположен зажим (фиг. 3), служащий для фиксации положения заготовки отпосителыю каретки и для регулирования опред,елениой длины участка заготовки, подлежаш,его обработке. С помоИлЬЮ зажима, выпо.тнепного в виде пластицы из упругого материала, пмею1цего пазы, можно устаиовить любую длин}/ заготовки, вводимой в рабочую камеру для обработки. Зажим представляет собой пружинистый каркас дугообразной формь 16 с двумя иазами по
бокам, в которые заправляются боковые стороиы заготовки 10. Причем расстояние между пазами заведомо меньше ширииы заготовки, а ширина паза меньще толщины заготовки, что позволяет надежно фиксировать заготовку в зажиме. Для предотвращения повреждения лицевого слоя заготовки и ирилииания клея, нанесенного па затяжную кромку, внутренние поверхности пазов покрыты фторопластовой оболочкой 17, к которой пришит
мягкий упругий теплоизоляционный материал 18, закрывающий дугообразную часть зажима. Боковые стороны зажима обшиты тем же материалом, образуя шторки 19. Благодаря такой обшивке, зажим выполняет еще и роль заслонки загрузочного окна рабочей камеры, когда каретка введена в рабочую камеру. Нневмоцилиндры выполняют функции приводов загрузочных . На пульте управления 20, предиазначепиом
для управления работой устаиовки, расположены элементы управления механизмом загрузки-выгрузки.
Устройство работает следующим образом. При иодаче электропитания происходит подогрев и закипание воды в генераторе рабочей среды 1 о г электроиагревателя. Пар, образуюии йсл ири кипении воды, подогревается электроиагревателем 3 и через сетку 14 попадает в рабочую камеру 4, создавая там рабочую
паровоздушиую среду.
Берут заготовку, устанавливают ее на одной из загрузочных кареток 12 и иажимают соответствующую кноику на пульте управления 19. При этом срабатывает соответствующий ппевмоцилипдр 13, и загрузочиая каретка с заготовкой вводится в рабочую камеру 4 так, что за/1:им, образующий заслоику, плотно прилегает к и.1торкам 9 окиа рабочей камеры. По истечеиии задаииого времеии, пеобходимого для обработки заготовки, происходит переключение пневмоцилиндра на обратный ход, и каретка с заготовкой выводится из камеры. Извлекают обработанную заготовку из зажима каретки и загружают очередную заготовку. Работа второй загрузочной каретки происходит аналогично описанной выше.
1-1аличие зажима в задией части каретки и боковых штырей в ее иередней части дает надежную фиксаиию заготовки, изогнутой по дуге, что иозволяет уменьшить ширину каретки и всего устройства.
Наличие зажима-заслонки, закрываюш,ей загрузочное окио рабочей камеры, и устранение неиосредствеииого контакта иаружного кожуха рабочей камеры со слоем теплоизоляции снижает теилоотдачу в окружающую среду, что уменьшает расход электроэнергии на нагрев рабочей среды. Снижение теплоотдачи в окружаюш,ую среду позволяет уменьшить площадь заготовки за счет лучшей термообработки и большей вытяжки заготовки ири выиолнении обтяжно-затяжных операций, чем достигается экоиомия материала верха.
Испытания предлагаемого устройства показали надежность фиксирования заготовки в каретке и плотное закрывание загрузочного окна камеры ири крайнем положении каретки. Ф о о .м у л а изобретения
Устройство для термовлажной обработки заготовок верха обуви, содержашее рабочую
и камеру с загрузочными окнами, каретки
средства для установки заготовок в пяточном и носочиом участках ее, отличающееся тем, что, с целью снижения тепловых потерь и надежного фиксирования заготовки, средство для установки заготовки в пяточном участке выполнено з виде пластины из упругого материала, имеющей пазы для фиксации крыповерхльев задника, при этом внутренняя тенлоизоляционным ность иластины покрыта слоем.
Источники информации, принятые
во внимание при экспертизе:
1.Иатент Англии NO 1086960, кл. А ЗВ, 1963.
2.Патент Франции № 2140760, кл. А 43, 11/00, 1973 (прототип).
f,


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термопластификации заготовки верха обуви | 1983 |
|
SU1233852A1 |
| Устройство для термообработки верха обуви | 1990 |
|
SU1830243A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| Приспособление для разравнивания штукатурного намета | 1949 |
|
SU89314A1 |
| Приспособление к машинам с внутренней колодкой для формовки пяточной или носочной части заготовки обуви | 1949 |
|
SU89403A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
Фиг.2
