Изобретение относится к области металлургии, преимущественно к изготовлению профилей горячим прессованием для различных строительных, машиностроительных и других конструкций различного функционального назначения.
Цель изобретения - снижение трудоемкости производства гофрированных профилей на традиционном прессовом оборудовании из специально сконструированных матриц, для достижения большей поперечной жесткости, увеличенной поверхности теплопередачи, большей выразительности строительно-декоративной облицовки и других эксплуатационных качеств.
Сущность изобретения заключается в том, что матрица для прессования профилей из алюминиевых сплавов, содержащая канал с рабочими поясками и углами торможения, выполнена таким образом, что с целью
расширения технологических возможностей за счет получения гофрированных изделий непосредственно в процессе горячего прессования, рабочие пояски на участках канала с ускоренным истечением металла, предназначенных для осуществления операции гофрирования, выполнены ве- личиной 0,5-1.8 мм, а на участках торможения рабочие пояски выполнены величиной 10,5-20 мм, которые кроме того при необходимости снабжены углами торможения в пределах 5-7°.
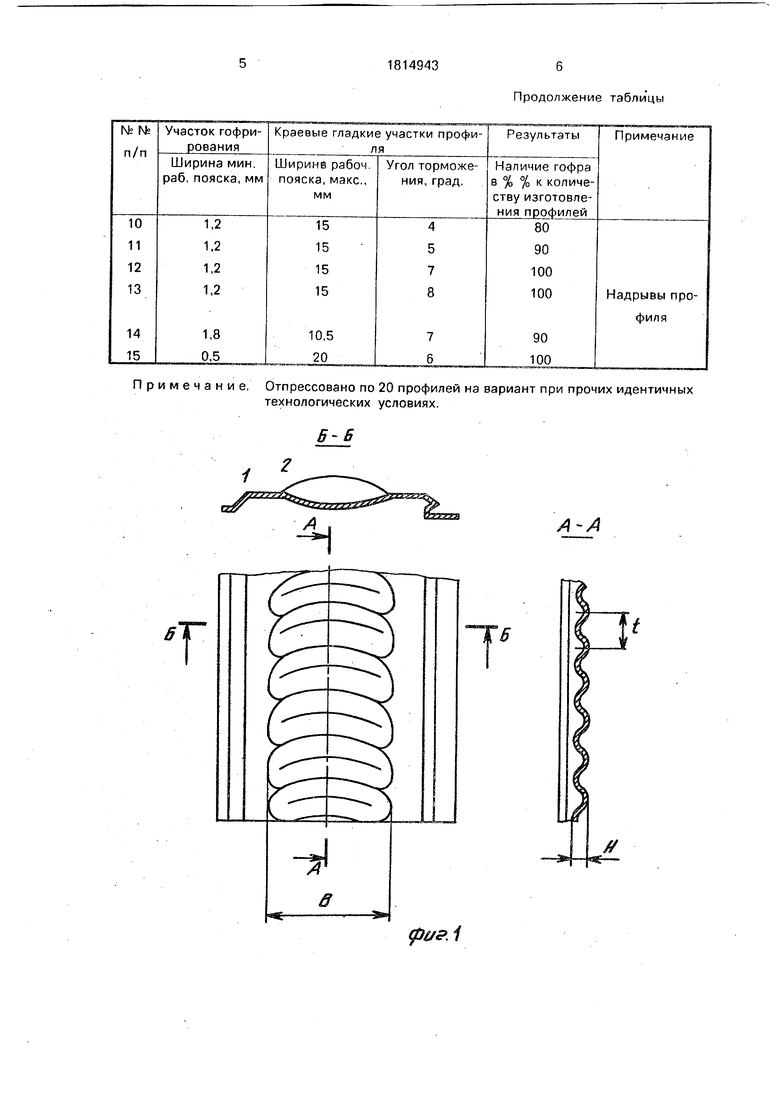
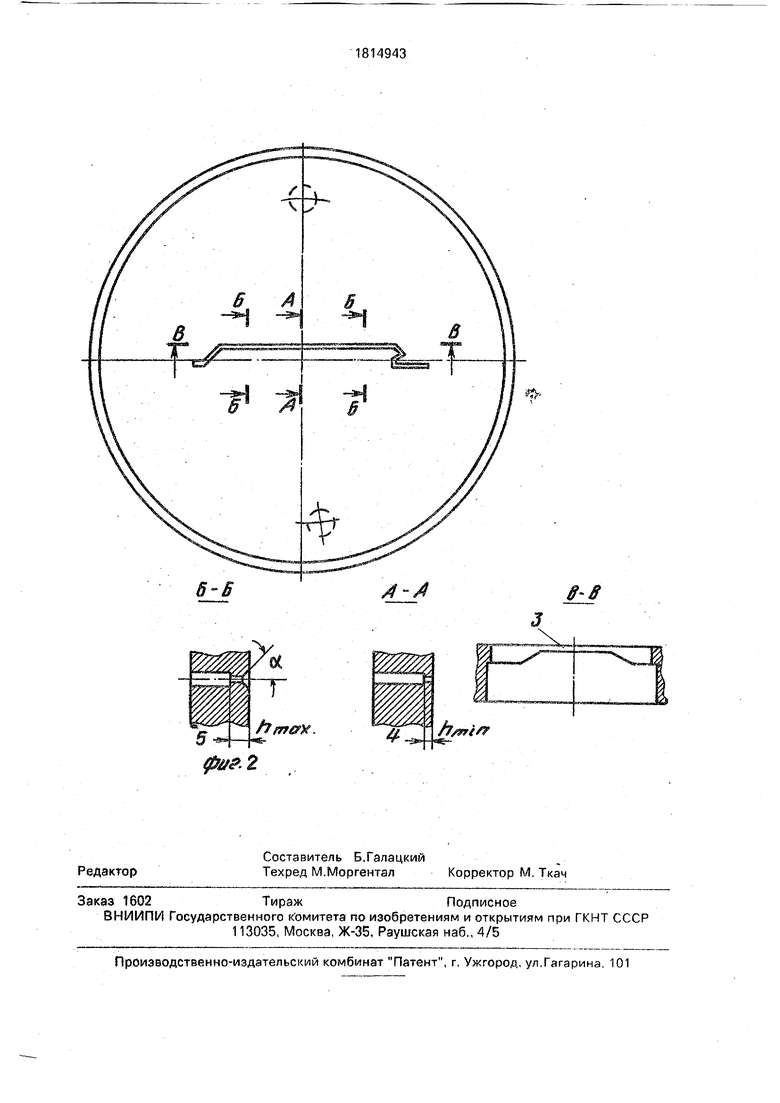
На фиг. 1 изображен фасонный профиль из алюминиевого сплава АД 31, включающий периодически повторяющиеся поперечные гофры (2) и продольные ребра (участки) жесткости (1); на фиг.2 - матрица для прессования гофрированного профиля. Канал матрицы выполнен таким образом, что участок, подлежащий гофрированию (3) имеет ширину рабочего пояска 1,2 мм (4), а
ел
с
00
Ј
Ј
СО
на краевых участках канала, формирующий гладкий профиль, ширина рабочего пояска (5) составляет 15 мм при угле торможения.
Устройство работает следующим образом.
В процессе прессования профиля участок полки профиля (2), имеющий минимальные значения ширины рабочего пояска канала матрицы (4), истекает с большей скоростью, чем приторможенные краевые участки профиля (1).
Таким образом в результате разности скоростей истечения различных участков поперечного сечения профиля, достигающей значений 10-80%, участок полки профиля (2) собирается в поперечные криволинейные складки - гофры, закономерно периодически повторяющиеся по всей длине профиля, своими вершинами в плане направленными в сторону истечения, что позволяет получать фасонные гофрированные профили за счет заданной матрицей разности скоростей истечения различных элементов их поперечного сечения.
Выбор оптимальных размеров рабочих поясков матрицы и углов заходиых фасок определен экспериментальным путем. Полученные данные сведены в таблицу.
Положительный эффект от образования периодически повторяющихся поперечных гофр в конструкции профиля при горячем прессовании выражается в том, чтоувеличи0
5
0
5
0
вается поперечная жесткость профиля на 15-20%, обеспечивающая при той же толщине повышения местной устойчивости стенки и увеличения нагрузки, а для меньшей нагрузки уменьшение толщины стенки профиля, т.е. сокращение металлоемкости на 10-15% и расширение области применения в конструкциях различного функционального назначения (облицовочного, теплотехнического, увеличение для элементов теплопередачи эффективной поверхности в 1,2-1,6 раза) и другие эксплуатационные качества.
Формула изобретения
1. Матрица для прессования профилей из алюминиевых сплавов, содержащая канал с рабочими поясками и углами торможения, отличающаяся тем, что, с целью снижения трудоемкости при производстве гофрированных изделий, канал матрицы в поперечном ее сечении выполнен в виде щели, состоящей из участков торможения и ускоренного истечения металла, рабочие пояски на участках торможения выполнены величиной 10,5-20 мм, а на участках ускоренного истечения металла - величиной 0,5-1,8 мм.
2. Матрица по п. 1,отличающаяся тем, что углы торможения выполнены на рабочих поясках участков торможения величиной 5-7°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Фасонный профиль | 1983 |
|
SU1305278A1 |
| Способ изготовления оболочек с продольными гофрами | 2024 |
|
RU2836373C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ШИРОКИХ ТОНКОСТЕННЫХ ПАНЕЛЕЙ | 2007 |
|
RU2352418C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ С МАЛОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2697306C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЛИНЕЙНЫМИ РИФТАМИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1979 |
|
SU828505A1 |
| ГОФРИРОВАННОЕ ГИБКОЕ ОГРАЖДЕНИЕ МЕЖВАГОННОГО ПЕРЕХОДА ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2161575C2 |
Использование: обработка металлов давлением, изготовление профилей горячим прессованием. Сущность изобретения: матрица содержит канал, который выполнен в виде щели в поперечном сечении. Канал состоит из участков торможения и ускоренного истечения металла. На рабочих поясках участков торможения выполнены углы торможения. 1 з.п. ф-лы, 2 ил., 1 табл.
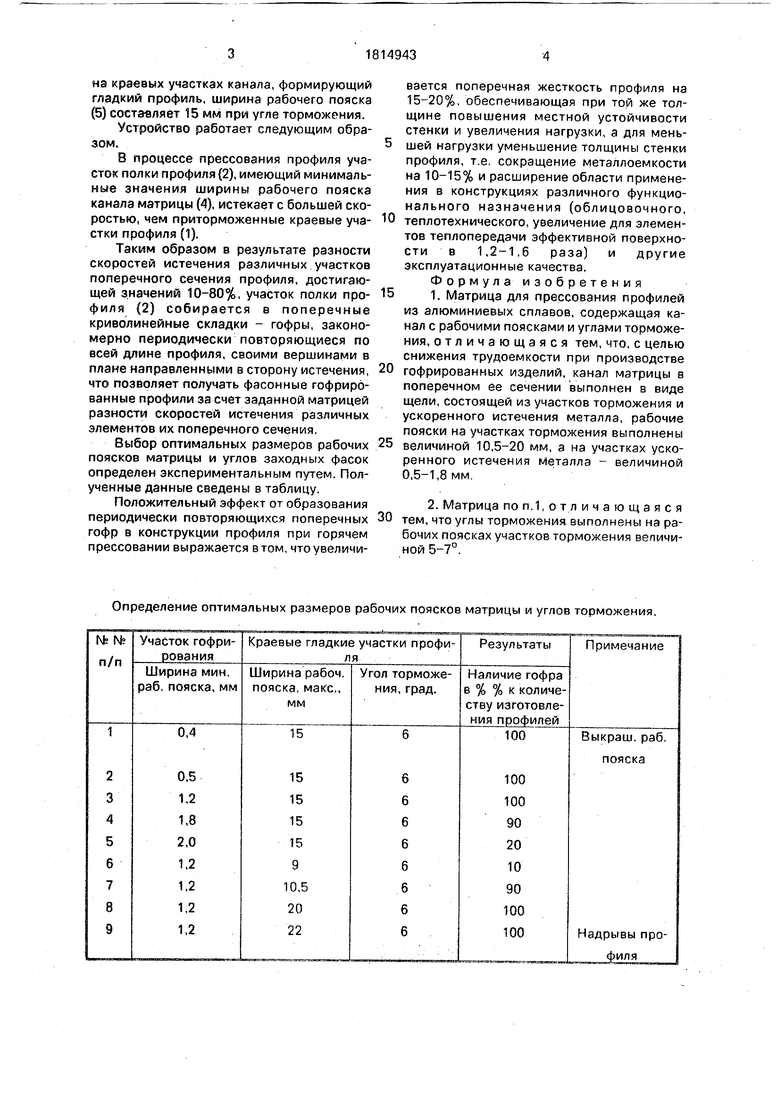
Определение оптимальных размеров рабочих поясков матрицы и углов торможения.
Примечание, Отпрессовано по 20 профилей на вариант при прочих идентичных технологических условиях.
Б-Б
Продолжение таблицы
| Ерманок М.З | |||
| Прессование панелей из алюминиевых сплавов | |||
| - М.: Металлургия, 1974, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
