Изобретение относится к области обработки металлов давлением, в частности к способам изготовления панелей с прямолинейными рифтами из листовых заготовок.
Известен способ изготовления панели с прямолинейными рифтами из листовой заготовки путем штамповки на жесткой матрице эластичным пуансоном. Участок сопряжения рифта с плоской поверхностью панели в этом способе оформляют штамповкой одновременно с основным участком рифта [1] Недостатком этого способа является невозможность получения панели с глубокими рифтами (глубиной больше радиуса).
Целью изобретения является устранение этого недостатка.
С этой целью в способе, при котором участок сопряжения рифта с плоской поверхностью панели оформляют штамповкой, перед штамповкой этого участка листовую заготовку гофрируют с шагом и профилем в поперечном сечении, соответствующими заданным параметрам детали, а затем распрямляют торцы гофров с образованием по периферии в зоне промежуточных участков между гофрами наклонных складок.
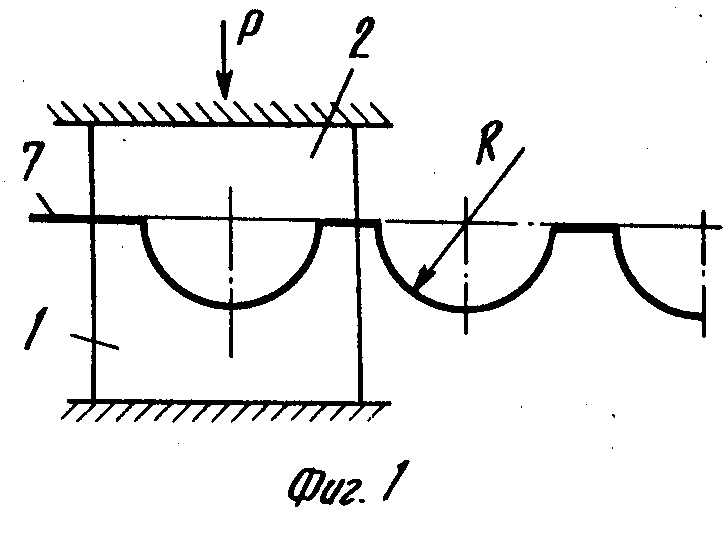
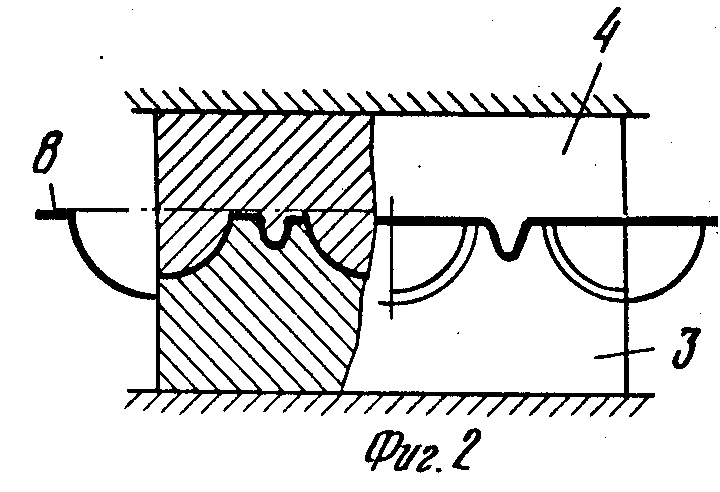
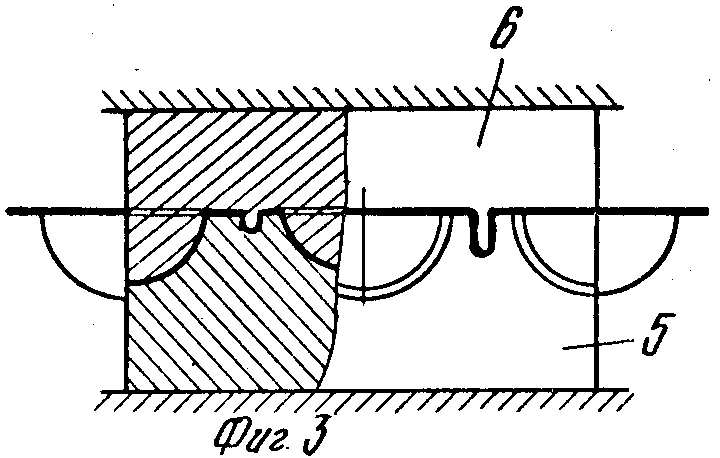
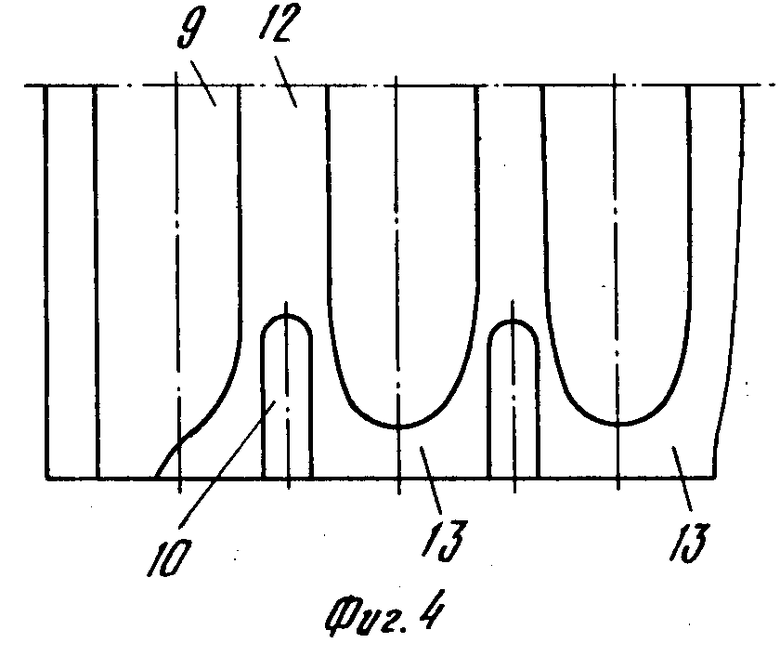
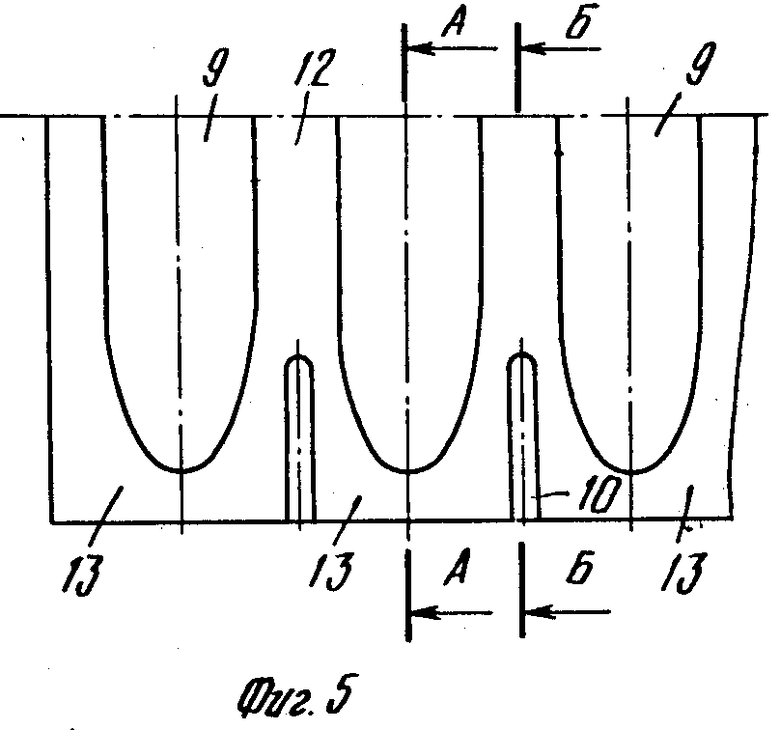
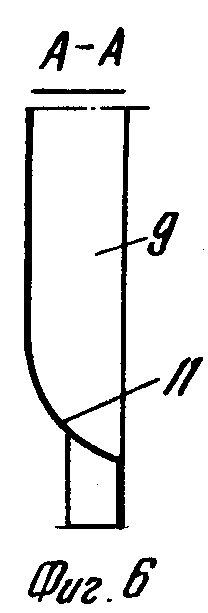
На фиг. 1 схематически изображен переход гофрирования; на фиг. 2 - переход распрямления торцов гофров; на фиг. 3 переход калибровки; на фиг. 4 вид сверху на заготовку второго перехода; на фиг. 5 вид сверху на заготовку третьего перехода; на фиг. 6 разрез А-А на фиг. 5; на фиг. 7 - разрез Б-Б на фиг. 5.
Для изготовления панели по указанному способу используют штамп для гофрирования с матрицей 1 и пуансоном 2, штамп для распрямления торцев гофров с матрицей 3 и пуансоном 4 и штамп для калибровки с матрицей 5 и пуансоном 6. Позицией 7 обозначена листовая заготовка. Позицией 8 заготовка второго перехода, позицией 9 гофрированные участки, позицией 10 наклонная складка, позицией 11 участок сопряжения рифта с плоской поверхностью 12 панели, а позицией 13 распрямленный участок торца гофра 9.
Для осуществления предлагаемого способа брали листовую заготовку 7 и методом последовательной гибки гофрируют радиусом R 20 или 30 мм в штампе, пуансон 2 и матрица 3 которого выполнены в поперечном сечении, соответствующими готовой детали. В качестве материала использовали алюминиевые сплавы Д16АМ, Д19АМ и 1201М. Максимальные размеры заготовок составляли 1200х1900 мм, а толщины 0,8; 1,0 и 1,2 мм.
На втором переходе торцы гофров 9 распрямляют в полку 13 с образованием по периферии в зоне промежуточных участков между гофрами наклонных складок 10. Формообразование осуществляют пуансоном 4 по матрице 3.
На третьем переходе калибруют наклонную складку 10, гофры 9, промежутки между ними и полку 13 пуансоном 6 по матрице 5 и получают готовую панель, которую затем подвергают термообработке.
В качестве оборудования использовали листогибочный пресс усилием 100 т с и длиной траверсы 3 м. На втором и третьем переходах использовали штампы длиной 350 мм, что было достаточно для образования законцовок рифтов (участков 11 сопряжения рифта с плоской поверхностью панели).
Предлагаемым методом было изготовлено около 30 наименований опытных деталей разных размеров. В результате проведенных испытаний подтвердилась высокая эффективность разработанной технологии и средств ее осуществления. Панели получены практически без утонения (утонение 3 5%). Натуральные испытания панелей показали их высокую жесткость, что обеспечивает снижение их веса на 20 30% по сравнению с панелями такой же жесткости, но полученными другими способами.
Использование предлагаемого способа позволит получить значительный технико-экономический эффект за счет снижения веса изделия, а также сокращения количества необходимых технических средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Способ вытяжки полых изделий | 1990 |
|
SU1771852A1 |
| Способ штамповки кузовных панелей с фланцем | 1990 |
|
SU1754277A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| Штамп для получения полых изделий | 1990 |
|
SU1784364A1 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |

Способ изготовления панели с прямолинейными рифтами из листовой заготовки, при котором участок сопряжения рифта с плоской поверхностью панели оформляют штамповкой, отличающийся тем, что, с целью получения панели с рифтами глубиной, большей радиуса рифта, перед штамповкой участка сопряжения листовую заготовку гофрируют с шагом и профилем в поперечном сечении, соответствующими заданным параметрами детали, а затем распрямляют торцы гофров с образованием по периферии в зоне промежуточных участков между гофрами наклонных складок.
1 Способ изготовления панели с прямолинейными рифтами из листовой заготовки, при котором участок сопряжения рифта с плоской поверхностью панели оформляют штамповкой, отличающийся тем, что, с целью получения панели с рифтами глубиной, большей радиуса рифта, перед штамповкой участка сопряжения листовую заготовку гофрируют с шагом и профилем в поперечном сечении, соответствующими заданным параметрам детали, а затем распрямляют торцы гофров с образованием по периферии в зоне промежуточных участков между гофрами наклонных складок.
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М., 1967, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
