Изобретение касается обработки металлов давлением и может быть использовано для получения крупногабаритных полых цилиндрических заготовок.
Цель изобретения - расширение технологических возможностей за счет изготовления поковок с диаметром и длиной, превышающих возможности существующего кузнечно-прессового оборудования;
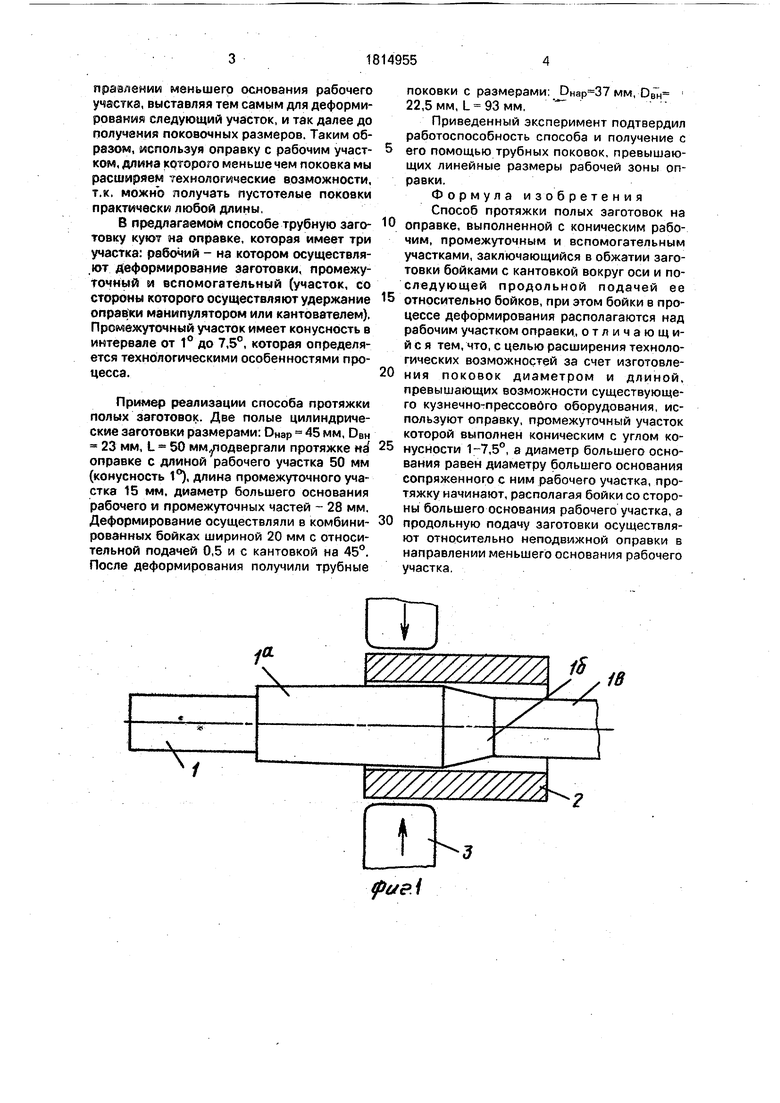
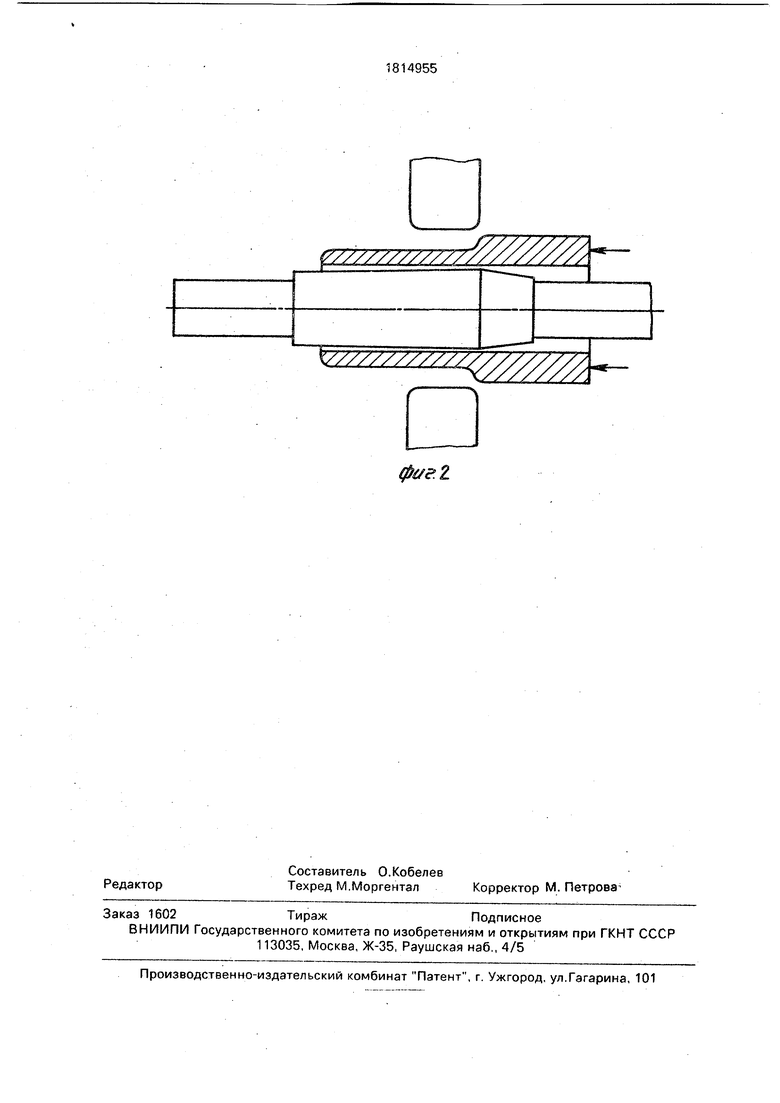
На фиг.1 показаны оправка 1, которая имеет рабочий участок 1а, промежуточный 16, вспомогательный в, на оправке показана полая цилиндрическая заготовка 2, которую обжимают бойками 3; на фиг.2 - заготовка в процессе деформирования на оправке.
Способ осуществляется следующим образом.
Нагретую до ковочной температуры полую цилиндрическую заготовку размещают на оправке, удерживая со стороны вспомогательного участка манипулятором, таким образом, что предназначенный для деформирования участок находится.на рабочей части оправки, при этом заготовка расположена таким образом, что тыльная сторона бойка отстоит от линии раздела рабочего # промежуточного участка на величину от ну- Н0 - Н
ля доНк
а0, где Н0 - начальная высота
ю
СП
стенки полой заготовки, Нк - конечная высота стенки полой заготовки после деформирования, а0- абсолютная подача. Далее осуществляют обжатие бойками этого участка с кантовкой по кругу, после чего заготовку перемещают относительно оправки в направлении меньшего основания рабочего участка, выставляя тем самым для деформирования следующий участок, и так далее до получения поковочных размеров. Таким образом, используя оправку с рабочим участком, длина которого меньше чем поковка мы расширяем технологические возможности, т.к. можно получать пустотелые поковки практически любой длины,
В предлагаемом способе трубную заготовку куют на оправке, которая имеет три участка: рабочий - на котором осуществля- ,ют деформирование заготовки, промежуточный и вспомогательный (участок, со стороны которого осуществляют удержание оправки манипулятором или кантователем). Промежуточный участок имеет конусность в интервале от 1° до 7,5°, которая определяется технологическими особенностями процесса.
Пример реализации способа протяжки полых заготовок. Две полые цилиндрические заготовки размерами: DHap 45 мм, DBH 23 мм, L 50 ммуюдвергали протяжке на оправке с длиной рабочего участка 50 мм (конусность 1°), длина промежуточного участка 15 мм, диаметр большего основания рабочего и промежуточных частей - 28 мм. Деформирование осуществляли в комбини- рованных бойках шириной 20 мм с относительной подачей 0,5 и с кантовкой на 45°. После деформирования получили трубные
0
5
0
5 0
поковки с размерами: мм, 0Вн 22,5мм, 1 93 мм, -
Приведенный эксперимент подтвердил работоспособность способа и получение с его помощью трубных поковок, превышающих линейные размеры рабочей зоны оправки.
Формула изобретения Способ протяжки полых заготовок на оправке, выполненной с коническим рабочим, промежуточным и вспомогательным участками, заключающийся в обжатии заготовки бойками с кантовкой вокруг оси и последующей продольной подачей ее относительно бойков, при этом бойки в процессе деформирования располагаются над рабочим участком оправки, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления поковок диаметром и длиной, превышающих возможности существующего кузнечно-прессовбго оборудования, используют оправку, промежуточный участок которой выполнен коническим с углом конусности 1-7,5°, а диаметр большего основания равен диаметру большего основания сопряженного с ним рабочего участка, протяжку начинают, располагая бойки со стороны большего основания рабочего участка, а продольную подачу заготовки осуществляют относительно неподвижной оправки в направлении меньшего основания рабочего участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ ковки поковок | 1976 |
|
SU683844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
Использование: обработка металлов давлением, при получении крупногабаритных полых заготовок. Сущность изобретения: протяжку полой заготовки осуществляют на оправке, у которой промежуточный участок конической формы с диаметром большего основания, равным диаметру большего основания рабочего участка и с конусностью 1-7,5°. При продольной подаче заготовку перемещают относительно оправки в направлении меньшего торца рабочего участка. 2 ил.
Y////////////7s.
1
ре/е.
г////ш
фмг.г
| Способ ковки полых поковок большого диаметра | 1985 |
|
SU1338949A1 |
| Охрименко Я.М | |||
| Технология кузнечно- штамповочного производства | |||
| М.: Машиностроение, 1976, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
