Изобретение относится к станкостроению и может быть использовано при обработкематериаловрезаниеммноголезвийным вращающимся инструментом, в частности к ротационному точению поверхностей вращения многорезцовыми головками, а также к фрезерованию поверхностей инструментом с подвижными ножами.
Цель изобретения - расширение технологических возможностей и повышение качества за счет увеличения диапазона режимов резания и улучшение динамических характеристик.
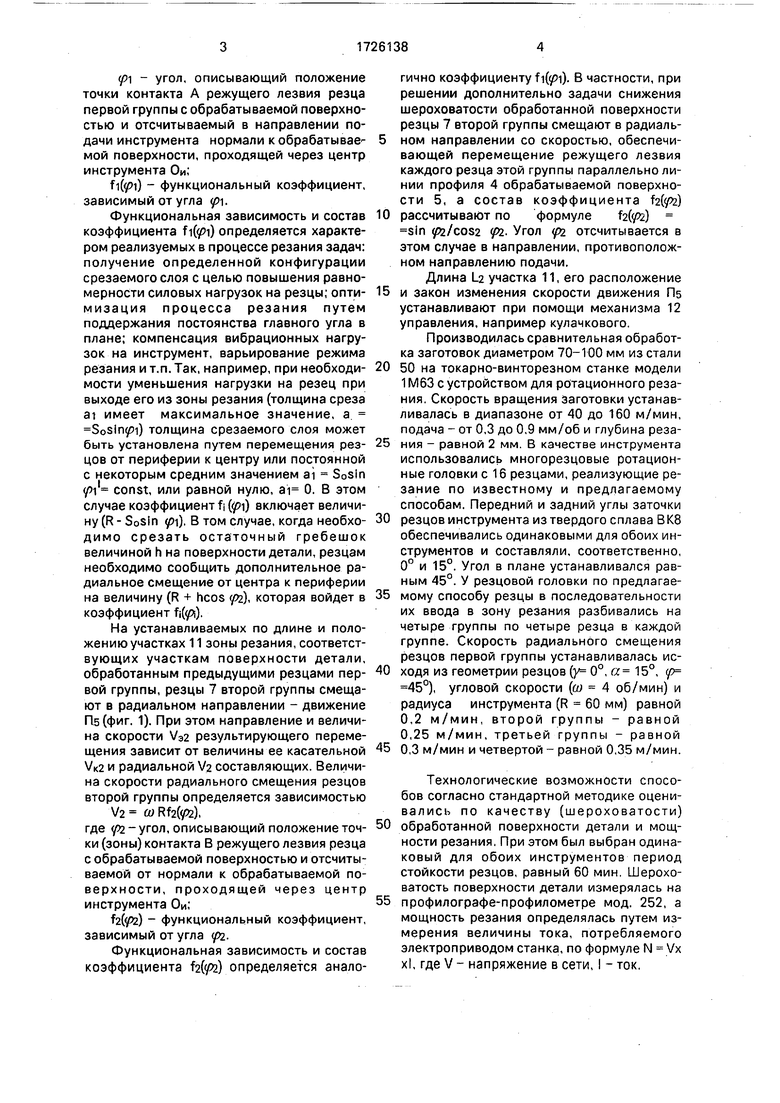
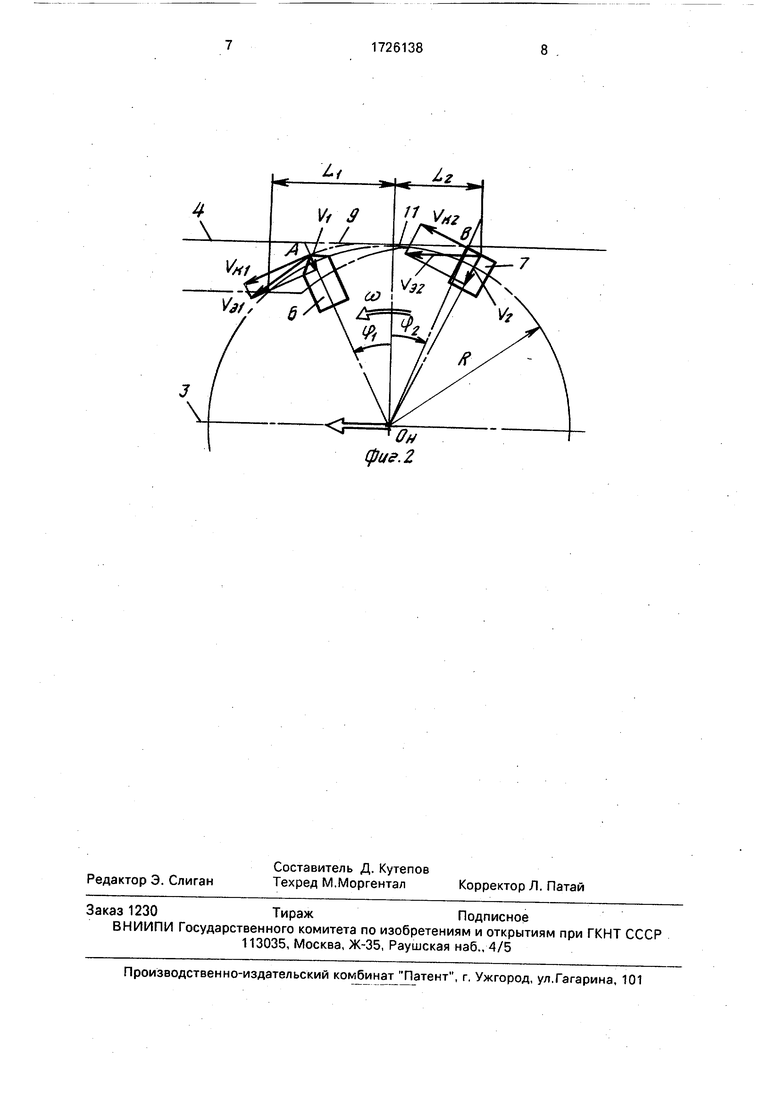
На фиг. 1 приведена схема ротационной обработки вала многорезцовым инструментом с двумя группами резцов; на фиг. 2 - схема перемещения режущих элементов (резцов) двух различных групп.
Валу 1, установленному на станке, сообщают от привода станка вращение - движе- ние ЕЙ. Ротационный многорезцовый инструмент 2 перемещают в направлении подачи- движение Па. При этом инструмент устанавливается на подвижном органе станка (не показан), например суппорте. Траектория 3 перемещения центра инструмента эквидистантна линии профиля 4 обрабатываемой поверхности 5 вала.
Режущие элементы (резцы) 6 и 7 двух чередующихся групп инструмента 2 принудительно перемещают по замкнутой кривой 8, например окружности, - движение Вз. На устанавливаемых по длине и положению участках зоны резания 9 резцы 6 первой группы дополнительно смещают в радиальном направлении - движение ГЦ. Длина Li участка 9, его расположение и относительная скорость перемещения резца 6 в движе- нии Щ устанавливаются при помощи механизма 10 управления, например, кулачкового. При сообщении резцу 6, перемещающемуся по окружности, дополнительного радиального перемещения со скоростью Vi (фиг. 2), режущее лезвие (кромка) резца будет участвовать в двух взаимно перпендику- лярных движениях. Величина и направление скорости V3i результирующего движения зависит от количественных характеристик касательной UKI и радиальной Vi составляющих. При этом величина задающей радиальной скорости Vi описывается зависимостью
Vi «Rfify i).где (о- угловая скорость перемещения резцов по окружности;
R - радиус окружности перемещения режущих лезвий резцов;
VI ГО
о
CJ 00
р - угол, описывающий положение точки контакта А режущего лезвия резца первой группы с обрабатываемой поверхностью и отсчитываемый в направлении подачи инструмента нормали к обрабатываемой поверхности, проходящей через центр инструмента Ои;
fi() функциональный коэффициент, зависимый от угла .
Функциональная зависимость и состав коэффициента fi() определяется характером реализуемых в процессе резания задач: получение определенной конфигурации срезаемого слоя с целью повышения равномерности силовых нагрузок на резцы; оптимизация процесса резания путем поддержания постоянства главного угла в плане; компенсация вибрационных нагрузок на инструмент, варьирование режима резания и т.п. Так, например, при необходимости уменьшения нагрузки на резец при выходе его из зоны резания (толщина среза at имеет максимальное значение, а S0sin i) толщина срезаемого слоя может быть установлена путем перемещения резцов от периферии к центру или постоянной с некоторым средним значением а} Sosln const, или равной нулю, ai 0. В этом случае коэффициент fj (pi) включает величину (R - Sosin i). В том случае, когда необходимо срезать остаточный гребешок величиной h на поверхности детали, резцам необходимо сообщить дополнительное радиальное смещение от центра к периферии на величину (R + hcos да), которая войдет в коэффициент fi(f),
На устанавливаемых по длине и положению участках 11 зоны резания, соответствующих участкам поверхности детали, обработанным предыдущими резцами первой группы, резцы 7 второй группы смещают в радиальном направлении - движение Us (фиг. 1). При этом направление и величина скорости Va2 результирующего перемещения зависит от величины ее касательной VK2 и радиальной V.2 составляющих. Величина скорости радиального смещения резцов второй группы определяется зависимостью
V2 wRb(p2),
где да-угол, описывающий положение точки (зоны) контакта В режущего лезвия резца с обрабатываемой поверхностью и отсчитываемой от нормали к обрабатываемой поверхности, проходящей через центр инструмента Ои;
2(да) - функциональный коэффициент, зависимый от угла да.
Функциональная зависимость и состав коэффициента Ъ( определяется аналогично коэффициенту fi(). В частности, при решении дополнительно задачи снижения шероховатости обработанной поверхности резцы 7 второй группы смещают в радиальном направлении со скоростью, обеспечивающей перемещение режущего лезвия каждого резца этой группы параллельно линии профиля 4 обрабатываемой поверхности 5, а состав коэффициента f2)
рассчитывают по формуле h(p2) sin да/соза (pi. Угол (pi отсчитывается в этом случае в направлении, противоположном направлению подачи.
Длина La участка 11, его расположение
и закон изменения скорости движения Пб устанавливают при помощи механизма 12 управления, например кулачкового.
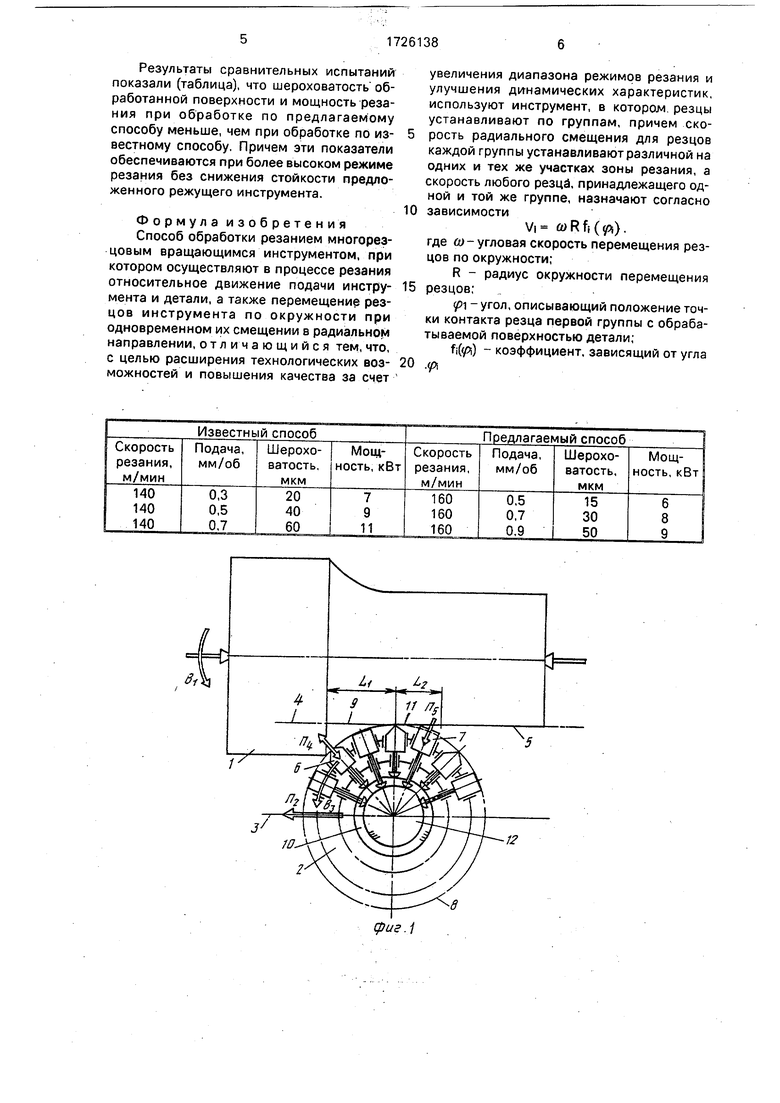
Производилась сравнительная обработка заготовок диаметром 70-100 мм из стали
50 на токарно-винторезном станке модели 1М63 с устройством для ротационного резания. Скорость вращения заготовки устанавливалась в диапазоне от 40 до 160 м/мин, подача - от 0,3 до 0,9 мм/об и глубина резания - равной 2 мм. В качестве инструмента использовались многорезцовые ротационные головки с 16 резцами, реализующие резание по известному и предлагаемому способам. Передний и задний углы заточки
резцов инструмента из твердого сплава ВК8 обеспечивались одинаковыми для обоих инструментов и составляли, соответственно, 0° и 15°. Угол в плане устанавливался равным 45°. У резцовой головки по предлагаемому способу резцы в последовательности их ввода в зону резания разбивались на четыре группы по четыре резца в каждой группе. Скорость радиального смещения резцов первой группы устанавливалась исходя из геометрии резцов (у 0°, а 15°, р 45°), угловой скорости (ш 4 об/мин) и радиуса инструмента (R 60 мм) равной 0,2 м/мин, второй группы - равной 0,25 м/мин, третьей группы - равной
0,3 м/мин и четвертой - равной 0,35 м/мин.
Технологические возможности способов согласно стандартной методике оценивались по качеству (шероховатости)
обработанной поверхности детали и мощности резания. При этом был выбран одинаковый для обоих инструментов период стойкости резцов, равный 60 мин. Шероховатость поверхности детали измерялась на
профилографе-профилометре мод. 252, а мощность резания определялась путем измерения величины тока, потребляемого электроприводом станка, по формуле N Vx xl, где V - напряжение в сети, I - ток.
Результаты сравнительных испытаний показали (таблица), что шероховатость обработанной поверхности и мощность резания при обработке по предлагаемому способу меньше, чем при обработке по известному способу. Причем эти показатели обеспечиваются при более высоком режиме резания без снижения стойкости предложенного режущего инструмента.
Формула изобретения Способ обработки резанием многорезцовым вращающимся инструментом, при котором осуществляют в процессе резания относительное движение подачи инструмента и детали, а также перемещение резцов инструмента по окружности при одновременном их смещении в радиальном направлении, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества за счет
увеличения диапазона режимов резания и улучшения динамических характеристик, используют инструмент, в котором, резцы устанавливают по группам, причем скорость радиального смещения для резцов каждой группы устанавливают различной на одних и тех же участках зоны резания, а скорость любого резца, принадлежащего одной и той же группе, назначают согласно
зависимости
Vi u)Rfi(Vi).
где ш- угловая скорость перемещения резцов по окружности;
R - радиус окружности перемещения
резцов;
1 - угол, описывающий положение точки контакта резца первой группы с обрабатываемой поверхностью детали;
f((fi) - коэффициент, зависящий от угла
ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многорезцового точения и многорезцовая головка | 1990 |
|
SU1814967A1 |
| ВИБРОРОТАЦИОННЫЙ РЕЗЕЦ | 2009 |
|
RU2393065C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ попутного точения | 1985 |
|
SU1289610A1 |
| Способ механической обработки | 1986 |
|
SU1463394A1 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
| Способ механической обработки длинномерных нежестких деталей и устройство для его осуществления | 1988 |
|
SU1593780A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ | 2002 |
|
RU2220821C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
Использование: в станкостроении. Сущность изобретения: при обработке резанием используют инструмент, в котором резцы устанавливают по группам, причем скорость радиального смещения для резцов каждой группы устанавливают различной на одних и тех же участках зоны резания. 2 ил.
фиг.
| Способ обработки резанием | 1979 |
|
SU854593A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
