qw&.i
Электрод-инструмент (ЭИ) предназначен для электрохимического маркирования и травления рисунка на металлических поверхностях деталей машиностроения и деталей товаров народного потребления,
Целью изобретения является расшире- ние технологических возможностей с одно- .временным повышением качества нанесения знаков.
Электрод-инструмент для электрохимического маркирования, состоящий из катода и токонепроводлщего трафаретя, снабжен токопроводящей сеткой, закрепленной на рабочей поверхности катода, ячейки которой имеют размер от 0,25 до 0,05 мм,
Применение токопроводящей сетки позволяет подводить электролит к обрабатываемой детали без увеличения межэлектродного зазора,.так как сама cefKa в предложенном ЭИ является частью катода и прокачку электролита осуществляют через ячейки сетки,
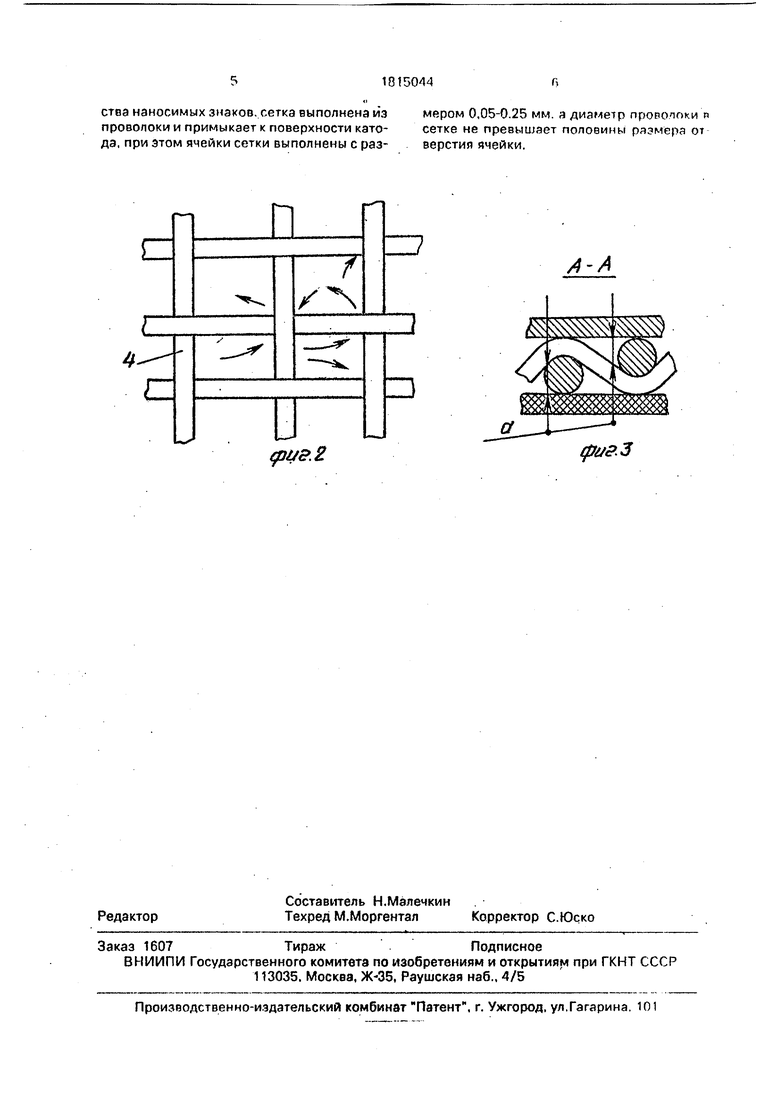
На фиг, 1 показано устройство электрода-инструмента для электрохимического маркирования изделия, травления рисунка на металле; на фиг. 2 - схема прохождения электролита по поверхности сетки; на фиг.
3 - зазор а между- сеткой, трафаретом и катодом, через,который проходит электролит.
Электрод-инструмент (фиг.1) состоит, из катода 1, с отверстиями для подачи электролита, из наполнительной камеры 2 к аноду 3 (детали), токопроводящей сетки 4, контактирующей с катодом 1, трафарета 5 с вырезанными отверстиями рисунка или маркируемого знака, анода 3.
Электролит проходит через каждую замкнуто-контурную ячейку трафарета 5 по сетке 4, как показано на фиг,2, в зазор между элементами сетки 4 (фиг.З), катода 1 и трафаретом 5,
Электрическое поле от элементов сетки
4 в совокупности с электрическим полем катода 1 работает в электрохимическом процессе на малом зазоре, обусловленном только толщиной трафарета 5, что положительно сказывается на глубине протравливания знака и производительности обработки.
Электрод-инструмент работает следующим образом.
На катод 1 с отверстиями, сетку 4 с ячейками 0,25-0,05 мм (исходя из условий протока электролита, на основании результатов проведенных экспериментов более мелкая ячейка обладает значительным сопротивлением для протока электролита и продуктов плгтпорения метапла, а более крупная не
дает необходимого потока электрического
поля) трафарет 5 с вырезанными контурами
рисунка и анод-деталь 3 скрепленные между собой планками б подают электролит 7 из
накопительной камеры 2 магистралей станка как показано на фиг, 1, Электролит проходит через накопительную камеру 2, отверстия в катоде 1, сетке 4, трафарете 5 попадает на поверхность детали 3 и выходит
вдоль поверхности сетки по всему периметру между катодом 1 и трафаретом 5.
На катод 1 и анод 3 подают напряжение постоянного тока от источника -питания
станка (установки). Под действием электрического поля, электролит взаимодействуя с металлом детали анода 3 вымывает продукты растворения через сетку 4 за пределы детали по всему периметру.
Деталь выдерживается под напряжением в течение времени необходимого для получения нужной глубины протравливания.
Затем снимают напряжение, выключа
ют электролит, снимают деталь с протравленным знаком или рисунком открытой замкнуто-контурной формы.
Предлагаемый электрод-инструмент обладает существенными преимуществами
перед известными устройствами.
Этим ЭИ можно обработать в проточ- -ном электролите открытые и замкнуто-контурные ячейки металла в широком диапазоне от 0,05 мм до размеров всей площади ЭИ, глубиной протравливания до 1 мм, с высокой производительностью, обрабатывать рисунок на крупногабаритных листах металла 500x500 мм.
На существующем отечественном оборудовании без применения специального станочного оборудования пй обеспечению периодической промывки .обрабатываемой детали электролитом. Возможно применение ЭИ в процессах ЭХО с боковой прокачкой, используя сплошной катод, и
комбинированной: центральной и боковой.
При использовании ЭИ уменьшается
расход электроэнергии на обработку детали
по сравнению с известными методамиобработки.
Формула изобретения Электрод-инструмент для электрохимического маркирования, состоящий из катода с отверстиями для подачи электролита в зону обработки и токонепроводящего трафарета с размещенной между ними токопроводящей сеткой, отличающий- с я тем, что, с целью расширения технологических возможностей и повышения качества наносимых знаков, сетка выполнена из проволоки и примыкает к поверхности катода, при этом ячейки сетки выполнены с размером 0,05-0.25 мм. а диаметр проволоки п сетке не превышает половины размера от верстип ячейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для электрохимического маркирования | 1971 |
|
SU437597A1 |
| Устройство для электрохимического маркирования | 1976 |
|
SU753576A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
Использование: маркирование рисунка на металлической поверхности деталей. Сущность изобретения: между катодом 1 с отверстиями для подачи электролита из наполнительной камеры 2 и трафаретом 5 установлена металлическая сетка 4, прим ыкающая к катоду. Сетка выполнена из проволоки с ячейками 0,05-0,25 мм, На катод 1 и анод 3 подают напряжение постоянного тока и электролит через катод 1. Происходит формирование знаков. 3 ил.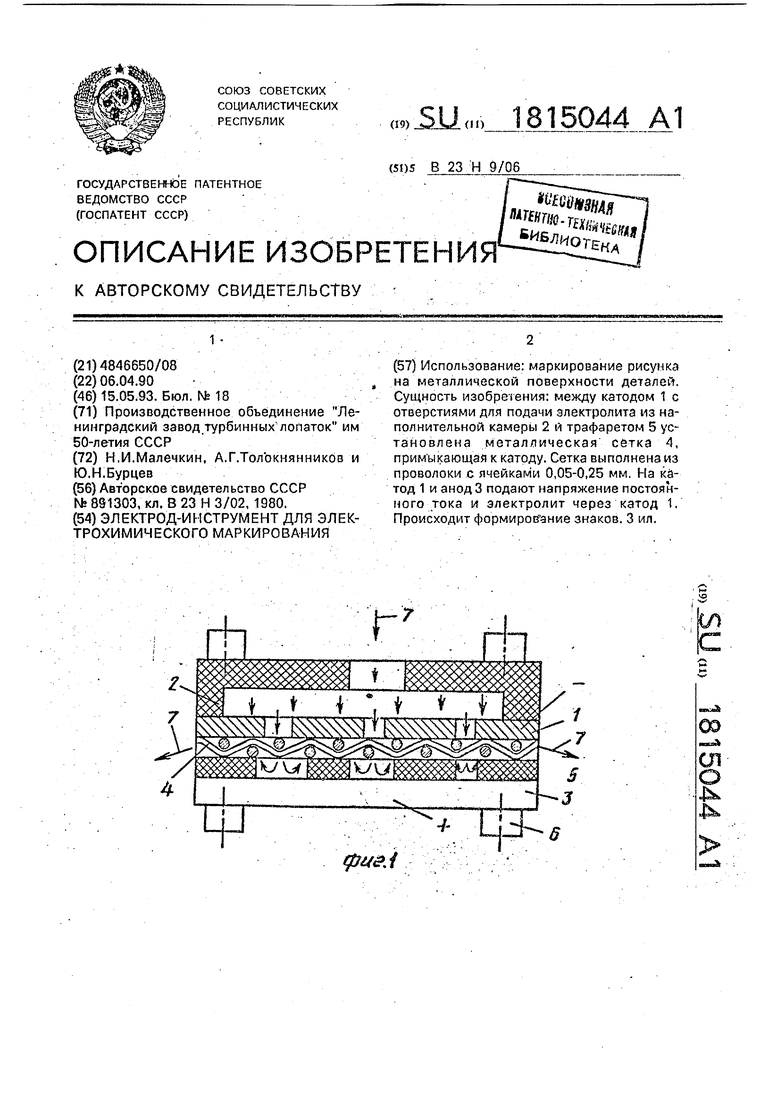
cptrz.Z.
А-А
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
