(54) СПОСС Б ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВЛгНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТЕМПЕЛЬ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО КЛЕЙМЕНИЯ | 1972 |
|
SU422563A1 |
| Электрод-инструмент для электрохимического маркирования | 1971 |
|
SU437597A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| Электрод-инструмент для электрохимического маркирования | 1990 |
|
SU1815044A1 |
| Штемпель для электрохимического клеймения | 1981 |
|
SU992147A1 |
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Способ электрохимической размернойОбРАбОТКи | 1979 |
|
SU852482A1 |
| Способ электрохимического маркирования | 1987 |
|
SU1553300A1 |
1
Изобретение относится к электрофизическим и электрохимическим методам,. в частности к технике электрохимического маркирования.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ электрохимического клеймения, при котором к детали и электроду подводят напряжение, затем накладьшают гибкий тра- фарет на поверхность детали, потом окунают подушку штемпеля в электролит и переносят штемпель на трафарет. При этом подушка впитывает в себя часть электролита. Прижимая электрод через трафарет к детали под действием поролоновой подушки, он плотно облегает криволинейную поверхность детали, электролит выдавливается из подушки, проходит через металлическую сетку и попадает на трафарет включения кнопки, подающей напряжение на электрод, производят маркирование f 1 .
Недостатками известного способа являются невозможность получения глубины профиля гравюры глубиной О,3 - 0,5 мм ввиду зашламленности электролитной среды в межэлектродном зазоре и образование различных пассива- ционных пленок на обрабатываемых поверхностях. Кроме того, отсутствие надежного прилегания трафарета к поверхности различного профиля создает различные по величине рабочие зазоры и связанную с ней интенсивность растворения.
Цель изобретения - повышение качества ма жирования.
Поставленная цель достигается тем, что клеймение осуществляется катодоминструментом на эластичной подушке, который совершает дискретные возвратно-поступательные движения с постоянной величиной перемещения, и где при этом относительная деформация эластичной подушки сГ/Н $ 0,8, а подача импульсов тока осуществляется в нижнем
положении элекгрода-инсгрумента при скважности К 3-6, длительности импульсов -Су, 1 - 3 с, и напряжений и 18 - 20 В.
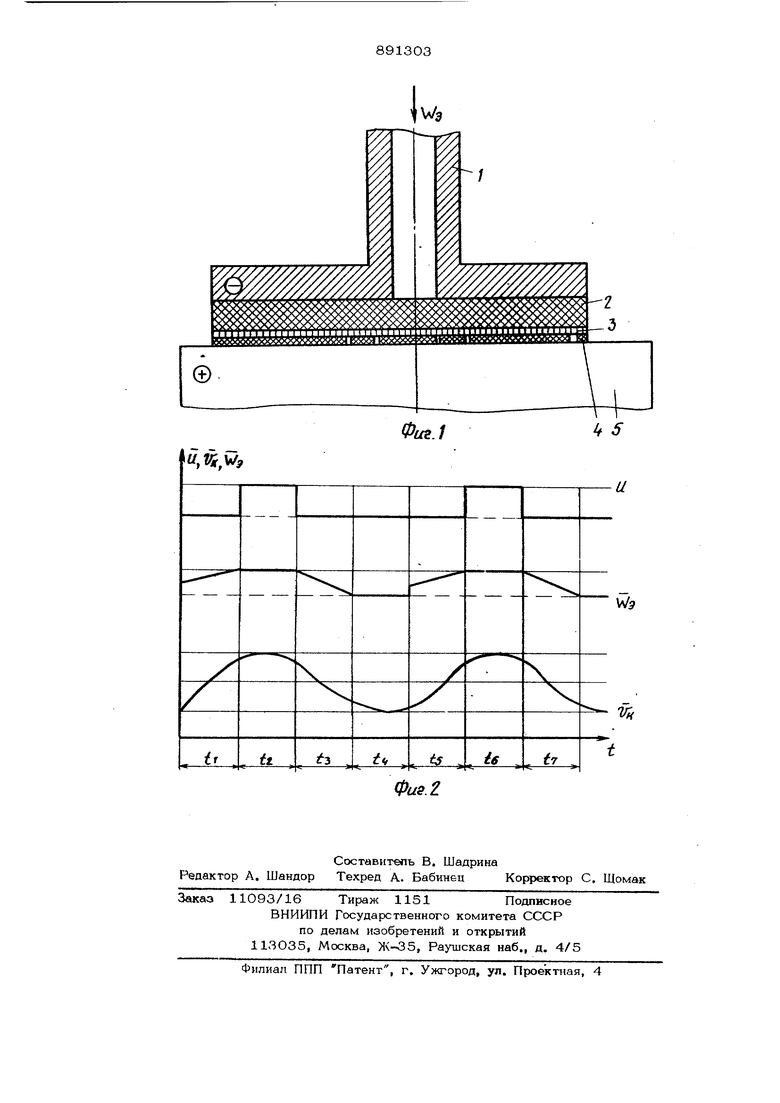
На фиг. 1 изображен катод-инструмент для осуществления предлагаемого способа; на фиг. 2 - циклограмма обработки деталей.
Катод выполнен в виде корпуса 1 с каналом для подвода электролита, к «шжнему основанию которого прикреплен эластичный упругий элемент, например поролоновая подушка 2, обтянутая металлической сеткой - электродом Д. Гибкий трафарет 4 накладывается на поверхность детали 5.
При маркировании катод-инструмент прижимается до соприкосновения с деталью 5 с усилием, обеспечивающим сжатие эластичного упругого элемента на величину относительной деформа- Ш1И сГ/Н 0,8, где Н - общая высота упруг.ого элемента, мм; О - величина деформации, мм.
Затем катоду-инструменту сообщают дискретное возвратно-поступательное движение с постоянной величиной со скоростью УК А сГ в каждом отделном интервале и обеспечивают подачу
Использование предлагаемого спо соба электрохимического маркирования обеспечивает по сравнению с существующим способом следующие преимущества :
а)возможность получения глубины щрифта порядка 0,3 - 0,8 мм;
б)надежного сохранения четкого изображения надписи по всей длине без размывов ;
в)резкое повышение стойкости трафарета и резкое снижение явления короткого замыкания при обработке деталей.
Формула изобретения
Способ электрохимического маркироаиия изделий цилиндрической формы каимпульсов тока в нижнем положении катода-инструмента 1, при скважности
3-6, длительности импульсов
К
ИМ
тока и 1 - 3 с, и напряжении и 18 - 20 В.
Одновременно во внутренний канал корпуса 1 катода-инструмента подается электролит 1О%-ный Мо|ЫО% со скоростью , при давлении 4-6 кг/см,.
Кинематически каждый щжл обработки состоит из этапов, представленных на фиг. 2, где -(. и -tg- время запаздывания включения напряжения; и -Ь - время электрохимического воздействия; .i 1 промьтки зоны обработки.
Для получения сравнительных данных способов электрохимического клеймения проводилась обработка однотипных деталей по известному и предлагаемому способам электрохимического клеймения.
В качестве экспериментальной детали принята цилиндрическая деталь с маркировкой цилиндр. Глубина маркировки задана чертежом - 0,3 - 0,5 мм. Материал детали - сталь 50; НРС ЗО-35. Шрифт 10 ГОСТ.
тодом-инструментом в виде щтепсеЛя на эластичной подушке, при котором производят прижим катода-инструмента к детали и подают импульсное напряжение, отличающийся тем, что, с целью повышения качества маркирования, процесс ведут при значении параметров импульсов напряжения в пределах: скважность импульсов - 3 - 6 J длительность импульсов 1 - 3 с; напряжение - 18 - 20 В.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 422563, кл. В 23 Р 1/12, 1972/
