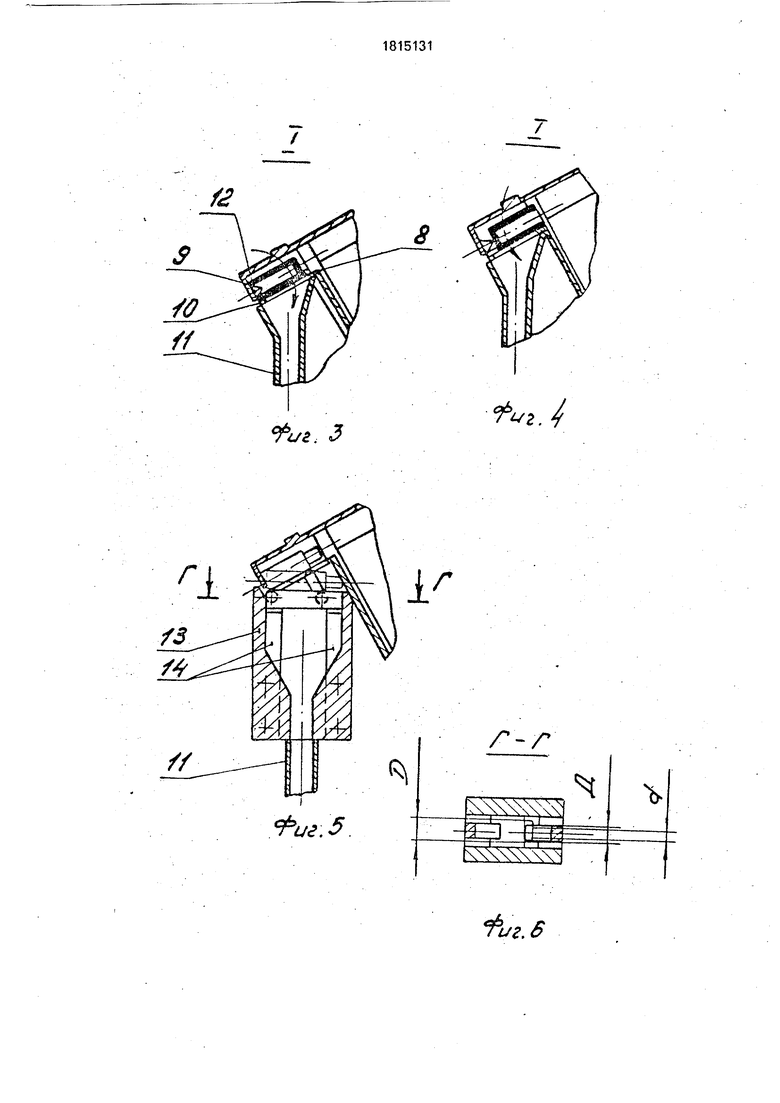
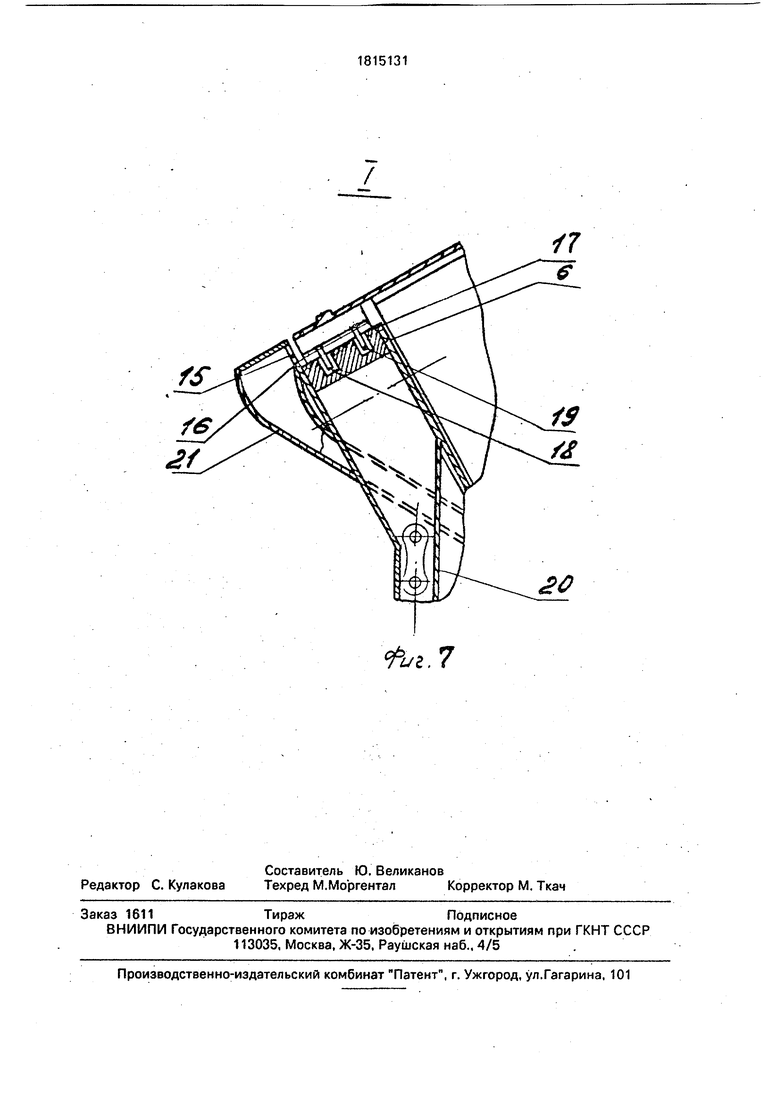
Изобретение относится к механизмам,Размер щели на заплечиках 14 призмы 13 с обеспечивающим автоматическую загрузкукаждой стороны определяется из условия деталями различных типов и заготовкамиd Д D, рабочие позиции технологических и сбором-где d - размер меньшей ступени; ных машин и предназначенным для точной5 д - размер щели; ориентации деталей и заготовок с последу-D - диаметр большой ступени, ющей выдачей.Для плоской детали типа пластины, на- Целью изобретения является повыше-пример, внутренней или наружной нормаль- ние надежности и расширение технологиче-ной пластины втулочно-роликовой цепи (см. ских возможностей устройства. W фиг. 7) средством вторичного ориентирована фиг. 1 изображено бункерное загру-ния является окно 15 для сброса пластин, зочно-ориентирующее устройство в разре-находящихся во втором и выше слоях, и зе, общий вид; на фиг. 2 - разрез А-А на фиг.буртик 1 б высотой меньше толщины одной 1; на фиг. 3-7 -узел I на фиг. 1 с примерамипластины для ее удержания на кольцевой ориентации деталей нескольких типов.15 направляющей 17.
Устройство содержит барабан 1, уста-В ысота гнезда барабана в зоне В больновленный на раме 2, снабженной ролика-ше суммы толщин пластин, находящихся на
ми 3. под углом, обеспечивающимдлине паза. Для надежного перемещения
скольжение деталей в ориентирующих про-пластины по кольцевой направляющей 17 в
дольных пазах 4, и механизм привода 5.20 ней имеются канавки 18, в которых располаПазы 4 барабана 1 расположены на внутрен-гаются выступы 19 боковых стенок гнезд
ней цилиндрической поверхности вдоль об-барабана 1. Выгрузка пластины с кольцевой
разующей, имеют глубину, равнуюнаправляющей 17в трассу 20 может произдиаметру или толщине детали, и длину, рав- водиться в верхней зоне барабана 1 на плоную суммарной длине 4-5 дет.25 скости пластины или на 90° от верхней зоны
Внутри барабана 1 размещена стенка 6,барабана 1 на ребре пластины,
разделяющая полость барабана на зону БУстройство работает следующим обрапредварительного ориентирования и зону Взом. Детали загружаются навалом в зону Б
окончательного ориентирования деталей,барабана 1, при вращении которого от присообщающиеся между собой через загру-30 вода 5 захватываются пазами 4, ориентирузочное окно в виде кольцевого паза 7 в тор-ясь вдоль них осью вращения или длинной
цевой стенке 6. За торцевой стенкой 6 вдольстороной, и поднимаются вверх из навала,
кольцевого паза 7 установлена кольцеваяДойдя до кольцевого паза 7 неподвижной
направляющая 8, образующая с продольны-торцевой стенки 6, группа деталей под дейми пазами 4 барабана 4 гнезда ориентации35 станем силы тяжести перемещается вдоль
деталей, расположенные в зоне В междупаза 4 на длину одной детали и первая деторцевой стенкой 6 и нижним торцем 9 ба-таль переходит в ориентирующее гнездо в
рабана 1. Расстояние между торцевой стен-зоне В, а остальные находящиеся в пазу 4
кой 6 и нижним торцем 9 барабана 1,детали при дальнейшем вращении барабаопределяющее глубину зоны В, выбирается40 на 1 выпадают обратно в навал. В зоне В
из условия, чтобы в гнезде для ориентациидеталь, поддерживаемая снизу кольцевой
детали находилась только одна деталь.направляющей 8, проходит вторичную ориКольцевэя направляющая 8 снабжена окна-ентацию, после чего через окно 10 выдается
ми 10 для выхода ориентированных деталейв трассу 11 в окончательно ориентированвтрассу11.45 ном положении.
В гнездах зоны В установлены средстваВторичное ориентирование для разного
вторичной ориентации деталей/имеющиетипа деталей происходит следующим обраразличную конструкцию в зависимости отзом.
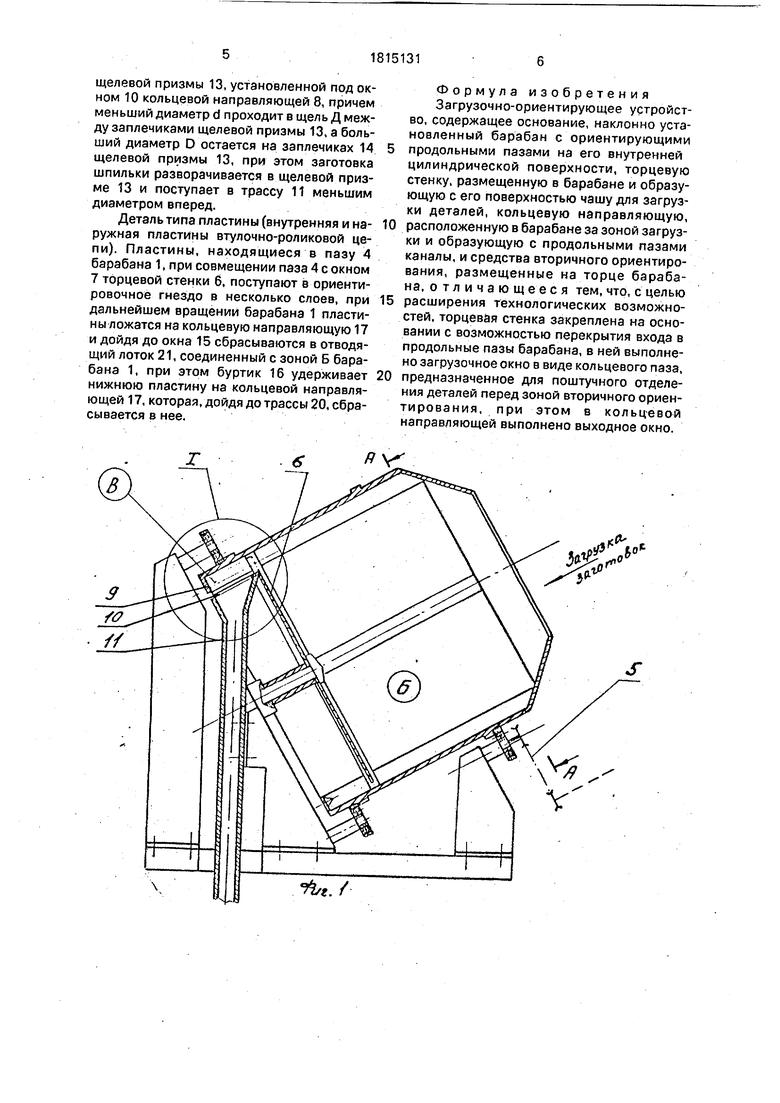
типа детали. Для детали типа гильзы этоДеталь типа гильзы. В положении дета- штырь 12, установленный в торце 9 бараба-50 ли отверстием вперед она одевается на на 1 (см. фиг. 3, 4), при этом в зоне окна 10штырь 12, разворачивается и выпадает в гильза занимает смещенное положение.трассу 11 дном вперед. В положении в гнеэ- Для детали типа ступенчатого тела враще-. де дном вперед она упирается дном в штырь ния, например, заготовки шпильки под на-12, другой конец детали лежит на кольцевой резание плотной и нормальной резьбы,55 направляющей 8 и при совмещении гнезда диаметры под которые отличаются на вели-с окном 10 деталь выдается в трассу 11 дном чину порядка 0,15 мм, средством вторично-вперед. то ориентирования является щелеваяДетали типа ступенчатого тела браще- призма 13, установленная под окном 10ния (заготовка под шпильку). В любом поло- кольцевой направляющей 8 (см. фиг. 5. 6).жении деталь сбрасывается на заплечики 14
щелевой призмы 13, установленной под окном 10 кольцевой направляющей 8, причем меньший диаметр d проходит в щель Д между заплечиками щелевой призмы 13, а больший диаметр D остается на заплечиках 14 щелевой призмы 13, при этом заготовка шпильки разворачивается в щелевой призме 13 и поступает в трассу 11 меньшим диаметром вперед.
Деталь типа пластины (внутренняя и наружная пластины втулочно-роликовой цепи). Пластины, находящиеся в пазу 4 барабана 1, при совмещении паза 4 с окном 7 торцевой стенки б, поступают в ориентировочное гнездо в несколько слоев, при дальнейшем вращении барабана 1 пластины ложатся на кольцевую направляющую 17 и дойдя до окна 15 сбрасываются в отводящий лоток 21, соединенный с зоной Б барабана 1, при этом буртик 16 удерживает нижнюю пластину на кольцевой направляющей 17, которая, дойдя до трассы 20, сбрасывается в нее.
Формула изобретения Загрузочно-ориентирующее устройство, содержащее основание, наклонно установленный барабан с ориентирующими
продольными пазами на его внутренней цилиндрической поверхности, торцевую стенку, размещенную в барабане и образующую с его поверхностью чашу для загрузки деталей, кольцевую направляющую,
расположенную в барабане за зоной загрузки и образующую с продольными пазами каналы, и средства вторичного ориентирования, размещенные на торце барабана, о т л и ч а ю щ ее с я тем, что, с целью
расширения технологических возможностей, торцевая стенка закреплена на основании с возможностью перекрытия входа в продольные пазы барабана, в ней выполнено загрузочное окно в виде кольцевого паза,
предназначенное для поштучного отделения деталей перед зоной вторичного ориен- тирования, при этом в кольцевой направляющей выполнено выходное окно.
.8
fat.7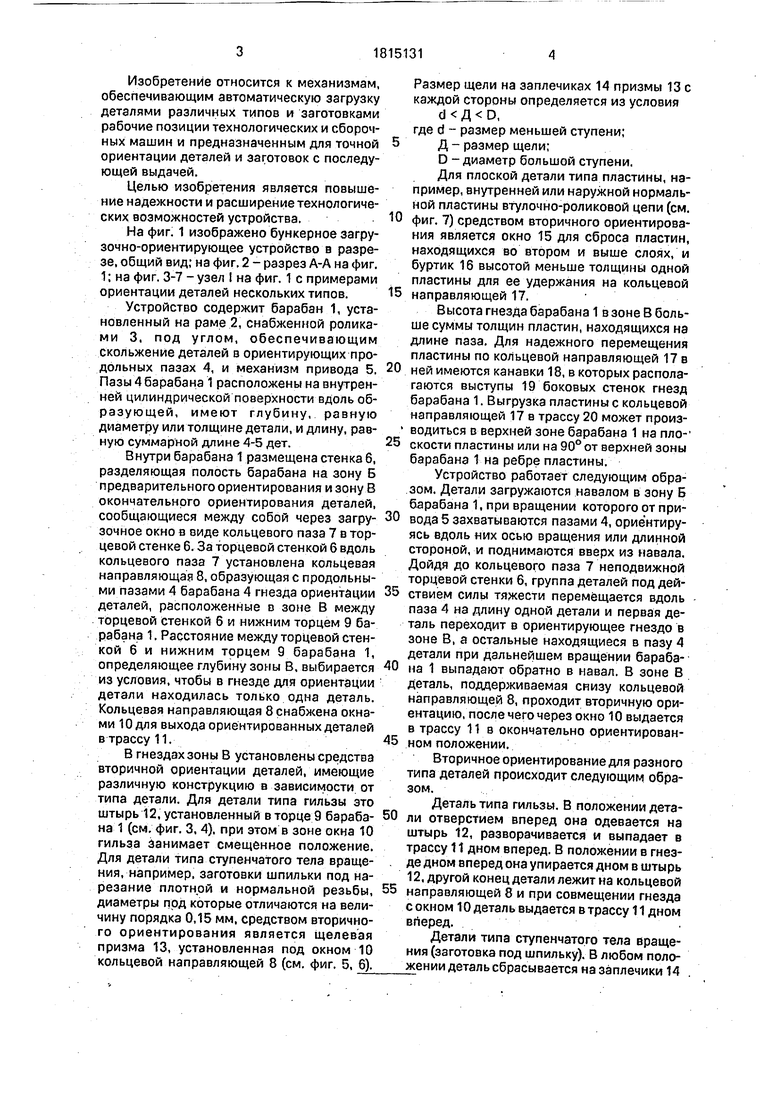
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Загрузочный ротор | 1989 |
|
SU1712125A1 |
| Устройство для обработки деталей | 1985 |
|
SU1323325A1 |
| Устройство для ориентации ступенчатых деталей | 1985 |
|
SU1268365A1 |
| Устройство для ориентации деталей со смещенным центром тяжести преимущественно в виде стержня с буртиками и проточками между ними | 1983 |
|
SU1164915A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Загрузочное устройство | 1980 |
|
SU891324A2 |
| Загрузочное устройство | 1984 |
|
SU1177127A1 |
| Роторное питающее устройство | 1985 |
|
SU1266706A1 |
| Устройство для ориентации изделий | 1984 |
|
SU1207719A1 |
Использование: для обеспечения ориентированной выдачи деталей из навала. Сущность изобретения: барабан 1 разделен неподвижной стенкой на две зоны - предваAzA рительного ориентирования, куда детали загружаются навалом, и окончательного ориентирования, сообщающиеся между собой через загрузочное окно в виде кольцевого паза 7 в неподвижной стенке. Кольцевая направляющая 8, установленная за неподвижной стенкой вдоль кольцевого паза 7, образует с продольными пазами 4 барабана 1 каналы для ориентации деталей. В каналах установлены средства вторичного ориентирования деталей, которые в зависимости от типа деталей могут иметь разную конструкцию. Выходное окно кольцевой направляющей 8 служит для выхода окончательно ориентированных деталей в трассу. 7 ил. ё
| Устройство для ориентированной выдачи деталей | 1983 |
|
SU1232457A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
