Изобретение относится к станкостроению, в частности к адаптивному управлению процессом резания на металлорежущих станках.
Цель изобретения - повышение чистоты обработки.
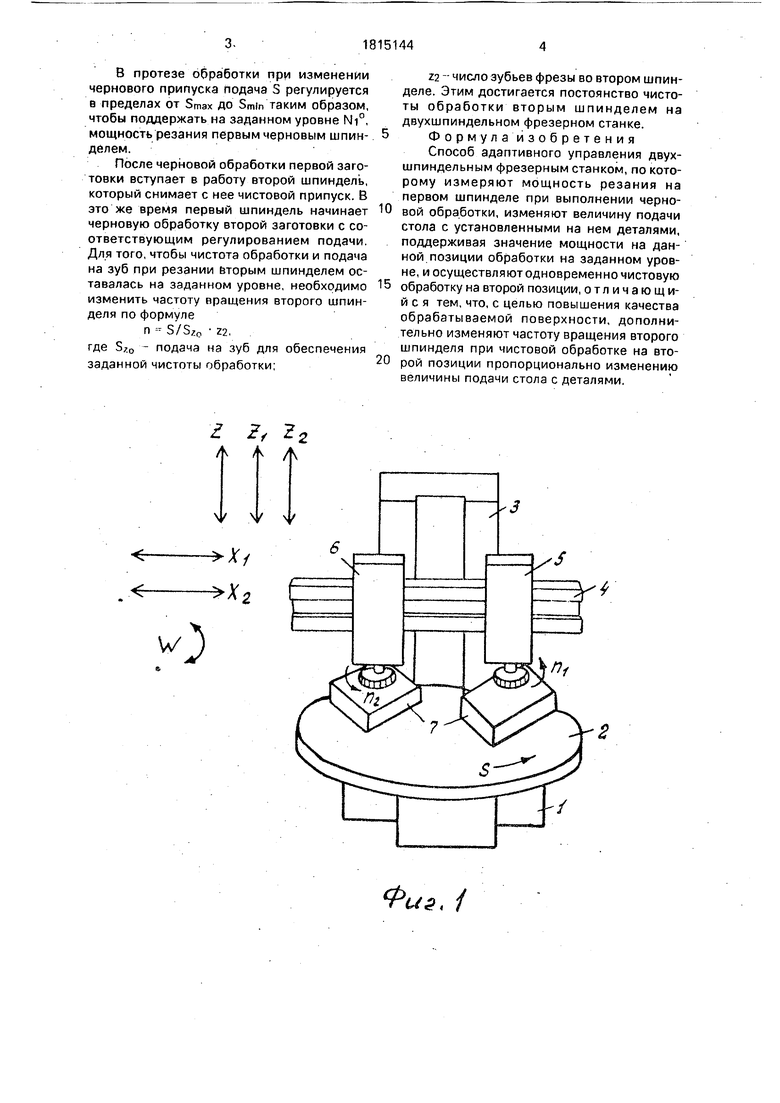
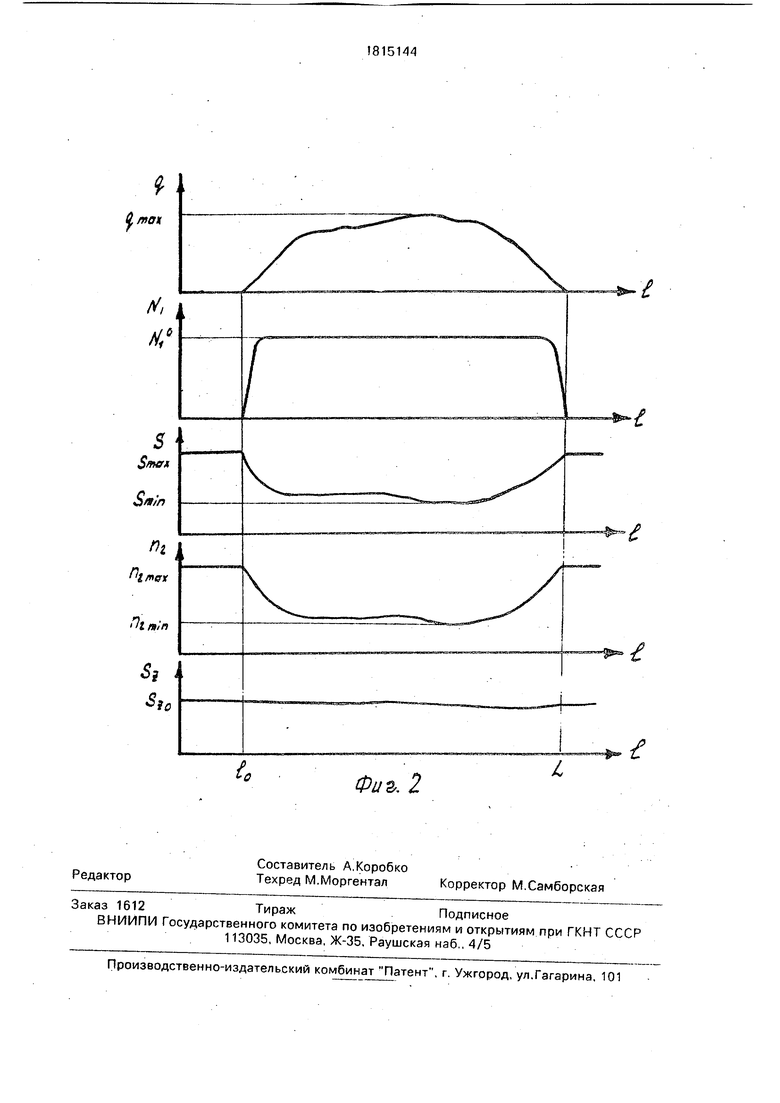
На фиг. 1 представлена схема обработки на двухшпиндельном фрезерном карусельном станке; на фиг. 2 - временные диаграммы изменения основных параметров, характеризующих процесс обработки.
Двухшлиндельный фрезерный станок карусельного типаростоит из станины 1, на которой установлен карусельный стол 2, стоек 3, с перемещающейся по ним поперечиной 4, на которой установлены шпиндельные бабки 5 и 6 для чернового резания и для чистового резания. На столе 2 закреплены заготовки 7. На станке возможно осуществление установочных перемещений по координатам г (поперечина), z (вылет первого .шпинделя, бабки 5), z вылет второго шпинделя, бабки 6), xi (положение первого шпинделя на поперечине) и ха (положение
второго шпинделя на поперечине), а также рабочие перемещения по круговой координате w (поворот стола).
На фиг. 2 использованы следующие обозначения: q - припуск обработки, NI - мощность резания на первом (черновом) шпинделе; S- подача карусельного стола; П2 - обороты второго (чистового) шпинделя; Sz - подача на зуб; I - текущая длина обработки; lo, L - начальная и конечная длина обработки одной заготовки черновым шпинделем.
Способ реализуется следующим образом.
В начале обработки поперечина 4 и шпиндельные бабки 5, 6 устанавливаются в нужное положение по координатам z, xi, X2. Шпиндели настраиваются на обработку по координатам zi и Z2 таким образом, чтобы первый шпиндель снимал черновой припуск (обдирочный) максимальной величины qmax, а второй шпиндель - чистовой припуск намного меньше qmax.
ел С
00 СЛ
Ј N
В протезе обработки при изменении чернового припуска подача S регулируется в пределах от Smax до Smin таким образом, чтобы поддержать на заданном уровне Ni°, мощность резания первым черновым шпинделем.
После черновой обработки первой заготовки вступает в работу второй шпиндель, который снимает с нее чистовой припуск. В это же время первый шпиндель начинает черновую обработку второй заготовки с соответствующим регулированием подачи. Для того, чтобы чистота обработки и подача на зуб при резании вторым шпинделем оставалась на заданном уровне, необходимо изменить частоту вращения второго шпинделя по формуле
п S/Sz0 Z2, .
где S/.Q - подача на зуб для обеспечения заданной чистоты обработки;
0
Z2 - число зубьев фрезы во втором шпинделе. Этим достигается постоянство чистоты обработки вторым шпинделем на двухшпиндельном фрезерном станке. Формулаизобретения Способ адаптивного управления двух- шпиндельным фрезерным станком, по которому измеряют мощность резания на первом шпинделе при выполнении черновой обработки, изменяют величину подачи стола с установленными на нем деталями, поддерживая значение мощности на данной позиции обработки на заданном уровне, и осуществляют одновременно чистовую 5 обработку на второй позиции, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, дополнительно изменяют частоту вращения второго шпинделя при чистовой обработке на второй позиции пропорционально изменению величины подачи стола с деталями.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2065810C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ | 2007 |
|
RU2342230C1 |
| Фрезотокарный станок | 1991 |
|
SU1774905A3 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДВУХКРОМОЧНЫМ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2212310C2 |
Использование: станкостроение, в частности для адаптивного управления процессом резания на металлорежущих станках, Сущность: регулируют подачу в функции мощности резания на наиболее загруженном черновом шпинделе для обеспечения ее постоянства. Дополнительно пропорционально подаче регулируют обороты шпинделя, осуществляющего чистовую обработку. 2 ил.
Фи, 1
| Сиротенко А.П | |||
| Адаптивное управление в станках с ЧПУ | |||
| Обзор НИИмаш, М,: 1979, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Коваль М.М | |||
| и др | |||
| Адаптивная система управления с ограничением уровня автоколебаний станка | |||
| Станки и инструмент, № 2, 1980, | |||
