Изобретение относится к обработке металлов резанием и может быть использовано для изготовления цилиндрических форм решеток.
Наиболее близким техническим решением к предлагаемому является способ изготовления решеток, включающий проре- зание в заготовке параллельных пазов, деформирования листа в форме и смещение участков листа.
Недостатками этого известного способа являются его сложность, что связано с необходимостью использования нескольких видов специального оборудования, и ограниченная область применения, так как этим способом нельзя получать круглые и точные отверстия в решетках.
Цель изобретения - расширение технологических возможностей и упрощение процесса изготовления решеток.
Поставленная цель достигается тем, что в способе, включающем образование отверстий, в заготовке в качестве исходной используют заготовку в виде трубы, а отверстие образуют путем первоначального выполнения на внутренней поверхности трубы параллельных пазов, расположенных вдоль образующей, с последующим выполнением на наружной поверхности трубы винтовой канавки, пересекающей первоначально выполненные пазы, при этом пазы и канавки пересекаются своими донными частями, которые имеют криволинейную форму в поперечном сечении.
Изготовление заготовки в виде трубы позволяет получать цилиндрические решетки. Прорезание на внутренней поверхности трубы вдоль нее пазов, а затем прорезание на наружной поверхности трубы винтовой канавки требует использования только двух видов оборудования без специальной оснастки, т. е. процесс изготовления более прост, кроме того, не представляет большой сложности выполнять пазы и канавки с малыми допусками на их ширину, что позволяет в местах пересечения днищ пазов и канавки получать высокоточные отверстия. Выполнение днищ пазов и канавки криволинейными в поперечном сечении позволяет получать круглые в плане отверстия в решетке.
На чертеже изображена решетка после обработки.
В трубе 1 на ее внутренней поверхности проpезаны пазы 2. На наружной поверхности трубы прорезана винтовая канавка 3. Днища 4 пазов 2 и днище 5 канавки 3 имеют криволинейную в поперечном сечении форму. Места пересечения днищ 4 и 5 образуют круглые отверстия 6.
Пример конкретного выполнения способа. Заготовка изготовлена на стали точением в виде трубы с толщиной стенки 5 мм. Затем протяжкой с криволинейными в поперечном сечении зубьями прорезали вдоль трубы параллельные пазы 2. После чего на токарном станке радиусным резцом на наружной поверхности трубы прорезали канавку 3. Глубина пазов 3,0 мм, глубина канавки 2,5 мм, ширина пазов канавки 2,0 мм. При пересечении днищ пазов 2 и канавки 3 образуются круглые в плане отверстия 6.
В случае, если пазы прорезают протяжкой с прямым зубом, а канавку резцом с прямой режущей кромкой, отверстия получаются четырехугольными.
Таким образом, по сравнению с прототипом способ позволяет изготовлять цилиндрические решетки с более точными отверстиями разнообразной формы, а само изготовление упрощено. (56) Заявка Великобритании N 2001877, кл. В 23 Р 15/12, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления решеток | 1991 |
|
SU1794621A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОК ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU1820583C |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| КЛАПАН-ОТСЕКАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КЛАПАНА | 2009 |
|
RU2418245C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ ОТРЕЗНЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2235629C1 |
| УСОВЕРШЕНСТВОВАННАЯ МНОГОКАМЕРНАЯ ПЕЧЬ С ПСЕВДООЖИЖЕННЫМ СЛОЕМ | 2014 |
|
RU2564182C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2245995C1 |
| Оправка | 1988 |
|
SU1523259A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА | 1986 |
|
RU2043313C1 |
Использование: изобретение относится к обработке металлов резанием и может быть использовано при изготовлении цилиндрических решеток, например, для ситовых барабанов. Сущность изобретения: способ заключается в том, что на заготовке в виде трубы прорезают на внутренней поверхности продольные пазы, а на внешней поверхности винтовую канавку, причем пазы и канавки пересекаются своими донными частями. Пазы и канавку выполняют криволинейными в поперечном сечении. 1 ил.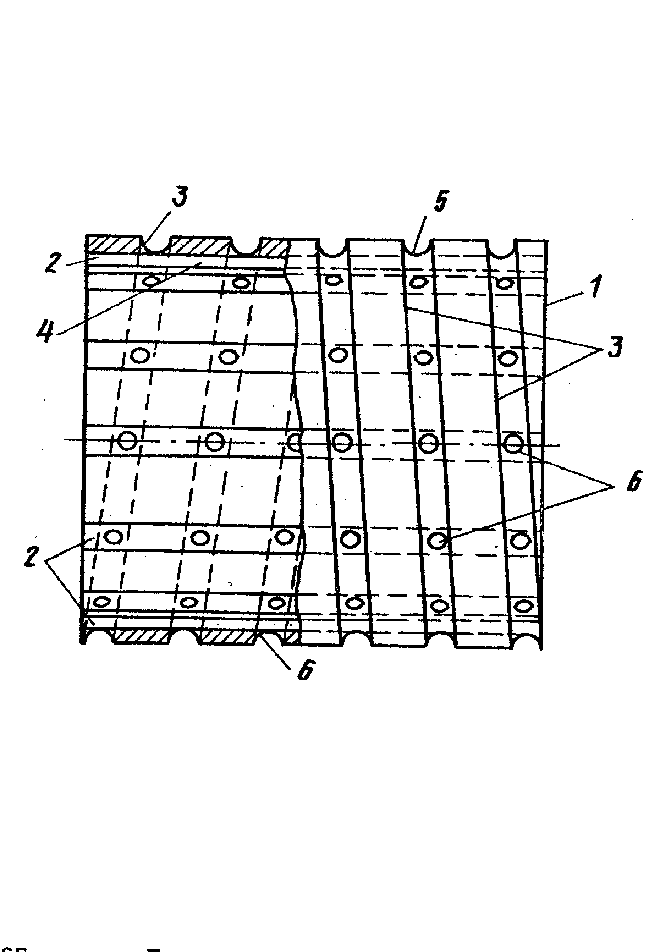
СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОК, включающий образование в заготовке отверстий, отличающийся тем, что, с целью расширения технологических возможностей за счет получения решеток цилиндрической формы и упрощения процесса изготовления решеток, в качестве исходной используют заготовку в виде трубы, а отверстия образуют путем первоначального выполнения на внутренней поверхности трубы параллельных пазов, расположенных вдоль образующей, с последующим выполнением на наружной поверхности трубы винтовой канавки, пересекающей первоначально выполненные пазы, при этом пазы и канавка пересекаются своими донными частями, которые имеют криволинейную форму в поперечном сечении.
