Известны автоматы для изготовления пружИИных шайб, содержащие резцовую головку, поддерживающий диск, механизм осевого к параллельного перемещения валов резцовой головки и поддерживающего диска, формнрующие упоры, подающие ролики и ножи.
Предлагаемый автомат отличается от известных тем, что он снабжен зубчатыми роликами для формирования скосов на щайбах и винтовым механизмом для регулировки расстояния между зубчатыми роликами и ножами. Такая конструкция автомата нозволяет увеличить производительность труда и типоразмеры изготовляемых щайб.
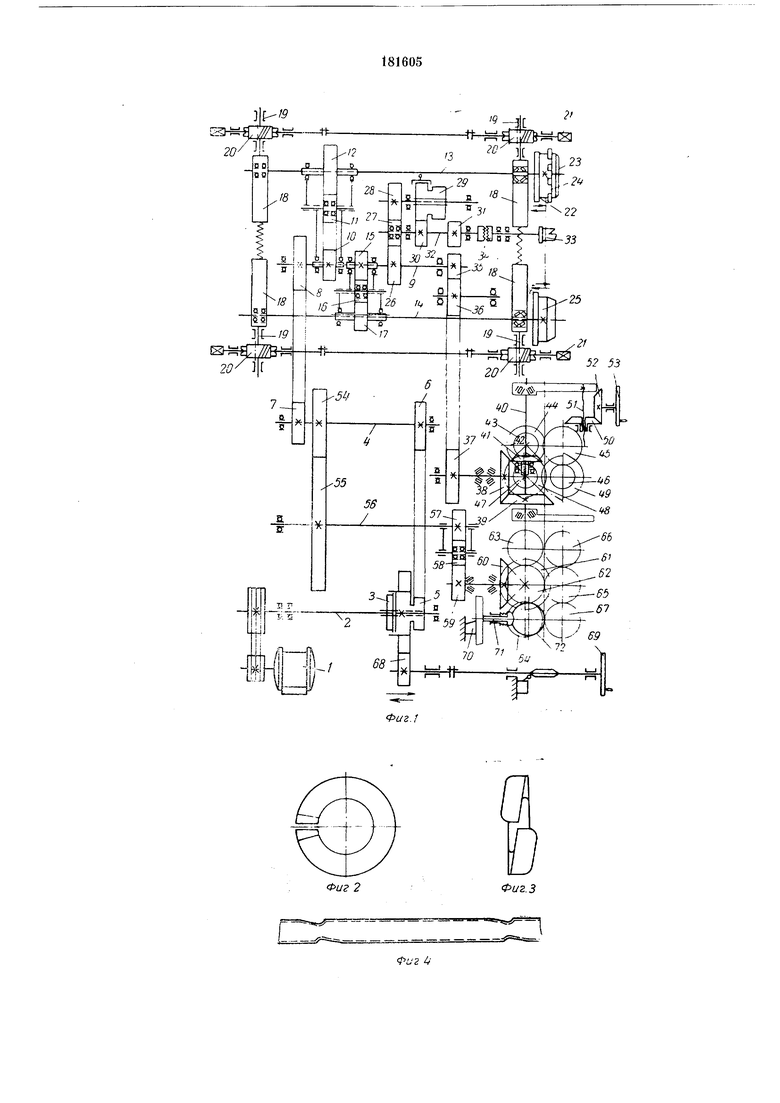
На фиг. 1 изобрал ена кинематическая схема описываемого автомата; на фиг. 2 - шайба, изготавливаемая автоматом, 15ид спереди; ца фиг. 3 - то же, вид сбоку; на фиг. 4 - пруток с -выдавленными скосами, из которого формируются шайбы.
Автомат приводится в действие от электродвигателя }, вращение от которого через клиноременную передачу передается валу 2 привода С муфтой 3. При включении муфты .вращение передается на промежуточный вал 4 через шестерни 5 и 6, а от промежуточного вала - через шестерни 7 и 5 на главный вал 9 и далее через щестерни W, 11 и 12 на вал 13 резцовой головки; на вал 14 поддерживающего диска - через шестерни 15, 16 и 17. Валы
13 и 14 установлены в ползущках 18, соединенных через ходовые винты 19 с червячными парами 20. При вращении валика 21 валы 13 и 14 .перемещаются вверх и вниз, они могут
также перемещаться в осевом нанравлении с помощью специальной крышки с резьбой (не показана).
На валу 13 устанавливаются сменные диски 22, задающие шаг резьбы, и резцовые головки 23 с резцами 24, отрезающими шайбу; на валу 14 - сменные диски 25, задающие шаг шайбы и поддерживающие щайбу при резке.
От главного вала 9 через шестерни 26, 27,
28, 29, 30 ИЛИ 31 вращение передается на вал 32 оправки 33. Регулируется угловое положение оправки относительно резцовой головки 23 муфтой 34, одна из полумуфт которой имеет 40 торцовых зубьев, а другая 41 зуб.
Между полумуфтами находится промежуточный диск, имеющий на своих торцах зубья, количество которых соответствует количеству торцовых зубьев на нолумуфтах. От того же вала 9 через шестерни 35, 36, 37, 38 и 39 вращение передается на главный вал 40 механизма выдавливания скосоп; на валу на шлицах посажена шестерня 41, соед;1ненная с подвижным корпусом механизма выдавливання и передающая ему вращение оси 42 через шестерпередает вращение шестерне 45, а обе шестерни 44 .и 45 передают вращение шестерням 46 и 47, на осях которых смонтированы ролики 48 -и 49 с зубьями выдавливания, выступающим; из роликов на величину, равную глубине выдавливаемых скосов. Ролики 48 и 49 могут перемещаться -в радиальном направлении при помощи двух винтов и стяжки, обеспечивая необходимое сближение с материалом и зажатие его между роликами.
С целью совмещения выдавленных скосов с режущими кромками оправки 33 и резцов 24, с подвижным корпусом, в котором смонтирован механизм выдавливания, соединена коническая шестерня 50, вращающаяся на неподважном винте 51. Шестерня 50 находится в зацеплекии с щестерней 52, приводимой во вращение маховичком 53, перемещающим меха«изм выдавливания в направлении подачи материала.
От промежуточного вала 4 щестернями 54 и 55 вращение передается на вал 56, откуда через щестерни 57, 58, 59 и 60 - конической шестерне 61. На одной оси с шестерней 6 находится шестерня 62, приводящая во вращение шестерни 63, 64 и 65, а шестерня 65, в свою
очередь, приводит во вращение шестерни 66 и 67. На осях шестерен 63, 64, 66 и 67 смонтированы ролики, подающие материал. Настраивается скорость подачи сменными шестернями 57 и 59.
Для проворота механизмов автомата вручную служит шестерня 68, приводимая во вращение маховичком 69. Обрезается конец прутка неподвижным ножом 70 и подвижным ножом 71, приводимыми в движение эксцентриком 72.
Предмет изобретения
Автомат для изготовления пружинных щайб, содержащий резцовую головку, поддерживающий диск, механизм осевого и параллельного перемещения валов резцовой головки и поддерживающего диска, формирующие упоры, подающие ролики и ножи, отличающийся тем, что, с целью увеличения производительности труда -и типоразмеров изготовляемых шайб, он снабжен зубчатыми роликами для формирования скосов на шайбах и винтовым механизмом для регулировки расстояния между зубчатыми роликами и ножами.
20
-i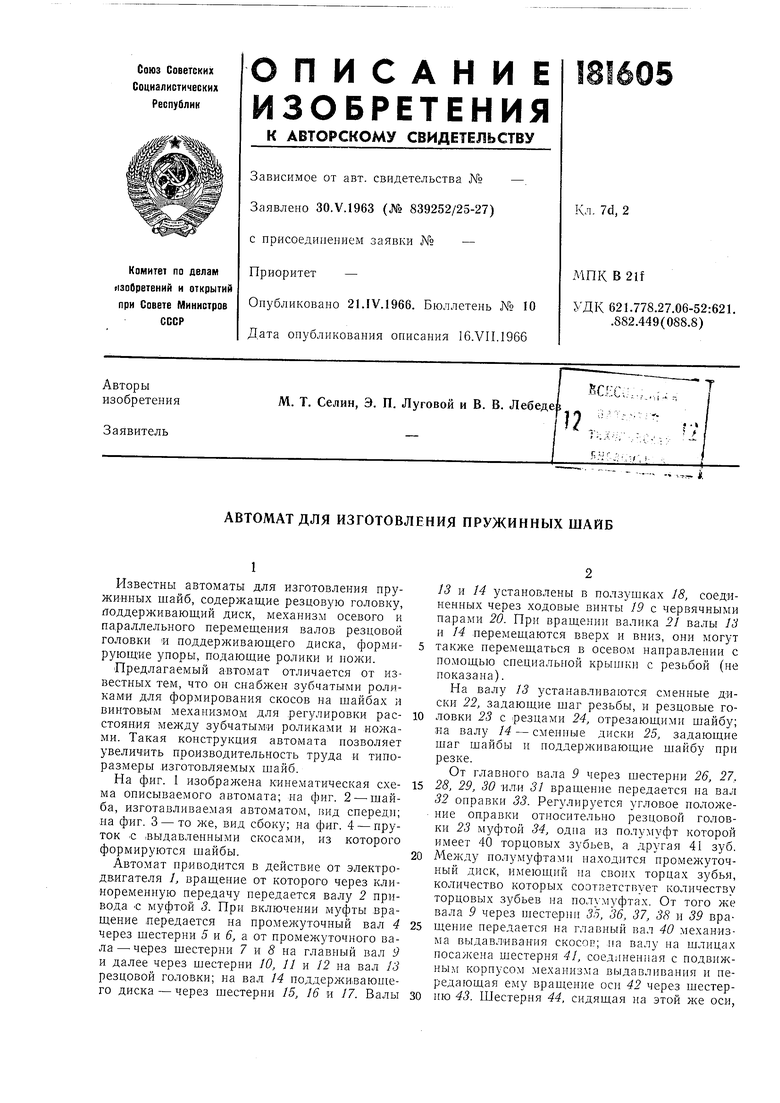
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пружинных шайб | 1974 |
|
SU528138A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1973 |
|
SU390703A1 |
| Шайбонавивочный автомат | 1981 |
|
SU956109A1 |
| ПЕЧАТНО-ОТМЕТОЧНАЯ МАШИНА | 1968 |
|
SU210186A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Печатающий аппарат к весам | 1939 |
|
SU58152A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ПРОВОЛОЧНЫХКОЛЕЦ | 1972 |
|
SU347106A1 |
| УСТРОЙСТВО для КАЛИБРОВАНИЯ ЦИЛИНДРИЧЕСКИХ | 1966 |
|
SU185333A1 |